Nuova metodologia di sviluppo della lega di alluminio per SLM in fase di sviluppo
Gli autori Qingboa Jia, Paul Rometsch, Sheng Cao, Kai Zhang e Xinhua Wung spiegano che gli utenti della stampa 3D SLM hanno bisogno di scelte migliori per i metalli nella loro recente pubblicazione ” Verso una metodologia di sviluppo della lega di alluminio ad alta resistenza per la fusione laser selettiva “. A causa di una selezione limitata di materiali, i ricercatori non vedono la stampa 3D SLM all’altezza del suo vero potenziale, specialmente per l’uso in applicazioni gravi come l’industria automobilistica, l’aerospaziale, la marina, la medicina e l’ingegneria.
Le leghe leggere di alluminio stanno diventando più popolari e sono molto “adattabili” alla stampa 3D SLM. Questi tipi di leghe sono ancora troppo limitati, tuttavia, e i ricercatori sottolineano che i risultati nella stampa 3D sono spesso mediocri, portandoli alla possibilità di creare una lega Al ad alte prestazioni.

Sc ( scandio ) è un elemento metallico che può essere utilizzato per rafforzare una varietà di leghe diverse, anche in piccole aggiunte.
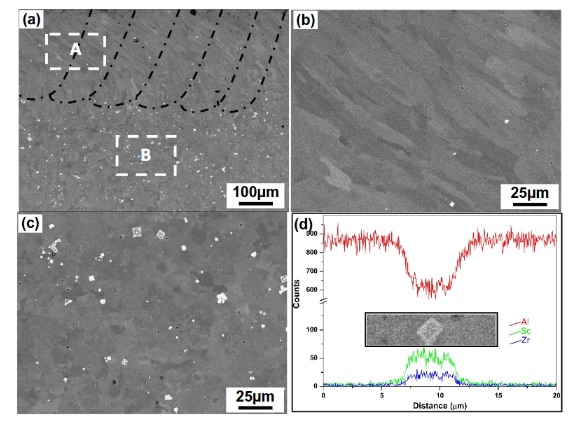
“Durante il processo SLM, la velocità di solidificazione all’interno di piscine fuse di dimensioni diverse di centinaia di micron può arrivare fino a 104-106K / s, il che offre la possibilità di intrappolare significativamente più Sc in una soluzione solida. Dopo un successivo trattamento di invecchiamento, la scomposizione della Sc super-saturata nella matrice di Al in una frazione di volume corrispondentemente grande di precipitati di Al3Sc nano-dimensionali fornisce un grande potenziale per l’indurimento della precipitazione.
I ricercatori hanno creato un metodo semplice per imitare il processo di stampa SLM e prevedere le proprietà della lega. Per imitare il processo di solidificazione SLM sono stati usati un metodo di fusione a stampo a cuneo e una metodologia di rifusione laser. Successivamente, i ricercatori sono stati in grado di creare una lega Al-Mn-Sc, entrambi valutati e verificati nella stampa 3D SLM. La lega ternaria Al-Sc-Zr ha dimostrato una risposta all’apporto di indurimento e un’eccellente stabilità termica. Mn è stato scelto anche come un altro elemento da aggiungere alle proprietà della Al-Sc-Zr.
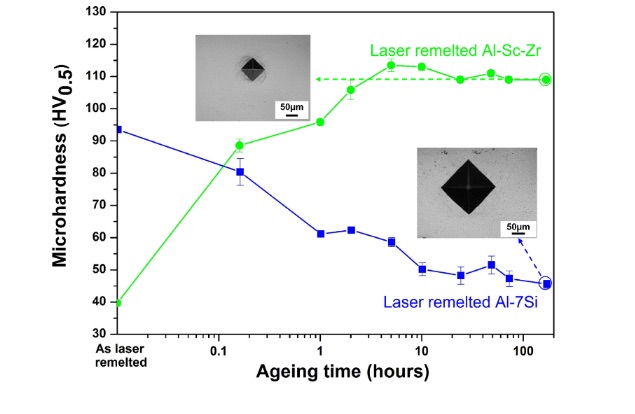
Curve di invecchiamento a 300 ° C per leghe Al-Sc-Zr e Al-7Si con rifusione laser. Le immagini inserite mostrano le dimensioni tipiche dell’indentazione di microdurezza di campioni invecchiati per 168 ore. Le barre di errore che vengono visualizzate sono in genere entro ± 0.5 HV0.5
“La lega Al-Mn-Sc fabbricata SLM ha dimostrato una buona lavorabilità al laser con assenza di cricche di solidificazione e evidenti difetti metallurgici. A causa della formazione di particelle primarie Al3 (Sc, Zr) ai bordi del pozzo fuso, la lega Al-Mn-Sc fabbricata SLM possedeva una struttura a grana bimodale con equazione a colonna sottile.
“Uno studio TEM ha confermato la precipitazione di una grande frazione di volume di precipitati di Al3Sc nanizzati dopo un trattamento post-invecchiamento diretto semplice e industrialmente desiderabile di 5 ha 300 ° C. La lega Al-Mn-Sc invecchiata ha raggiunto una resistenza allo snervamento molto elevata di 570 MPa unita ad un allungamento alla frattura del 18%. “
Il trattamento diretto all’invecchiamento e la mancanza di fluttuazione durante il processo di deformazione potrebbero essere il risultato di una distribuzione omogenea dei precipitati lungo i piani di slittamento della dislocazione. Lo studio mostra che soluti come Mn, massiccia precipitazione di nano sizeed Al3Sc e strutture a grana fine consentivano “qualità eccezionali”.