La fusione laser selettiva (SLM), nota anche come DMLS e Powder Bed Fusion, è un metodo particolarmente utile per la stampa 3D metal. Ma ci sono ancora alcune sfide da affrontare prima che la SLM sia un vero processo di produzione mainstream, come la ripetibilità dei processi e il fatto che spesso una post-elaborazione dispendiosa in termini di tempo e di costi sia necessaria per una parte essere redditizia. La qualità della superficie delle parti stampate in 3D fresche dal letto può lasciare molto a desiderare.
 Un gruppo collaborativo di ricercatori dell’Istituto di tecnologia di Karlsruhe ( KIT ), Port Said University in Egitto e 3D Systems ha recentemente pubblicato un articolo dal titolo ” Uno studio dei fattori che influenzano la ruvidità superficiale generata di superfici rivolte verso il basso nella fusione selettiva del laser , “Sulla loro indagine sugli effetti di diversi parametri di processo sulla rugosità superficiale delle superfici stampate in 3D stampate verso il basso.
Un gruppo collaborativo di ricercatori dell’Istituto di tecnologia di Karlsruhe ( KIT ), Port Said University in Egitto e 3D Systems ha recentemente pubblicato un articolo dal titolo ” Uno studio dei fattori che influenzano la ruvidità superficiale generata di superfici rivolte verso il basso nella fusione selettiva del laser , “Sulla loro indagine sugli effetti di diversi parametri di processo sulla rugosità superficiale delle superfici stampate in 3D stampate verso il basso.
L’abstract dice: “Lo scopo di questo lavoro è quello di indagare l’effetto dei vari parametri di processo sulla rugosità risultante delle superfici rivolte verso il basso. I risultati indicano che il parametro Sz fornisce una visione più approfondita della qualità delle superfici rivolte verso il basso rispetto al parametro Sa. Si è anche scoperto che l’interazione tra i parametri ha il più grande significato sulla rugosità superficiale ottenibile, sebbene i loro effetti variano molto a seconda dei livelli applicati. Questo comportamento è principalmente attribuito alla differenza di energia assorbita dalla polvere, tuttavia ulteriori indagini sono ancora giustificate. ”
L’effetto Scala, superfici rivolte verso l’alto e rivolte verso il basso nelle parti AM
In entrambe le superfici rivolte verso l’alto e il basso, la stampa 3D SLM esibisce quello che viene chiamato effetto scala, che può aumentare la ruvidità … specialmente le superfici rivolte verso il basso a un angolo inferiore a 45 ° rispetto alla piattaforma di costruzione.
“La topologia superficiale delle parti prodotte da SLM dipende in larga misura dal loro orientamento. Questo è il motivo per cui, al fine di produrre parti con una buona qualità della superficie, le superfici rivolte verso il basso con angoli inferiori a 45 ° vengono solitamente evitate riorientando la parte. Altrimenti, c’è bisogno di costruire strutture di supporto. Tuttavia, questo a sua volta comporta l’aumento delle fasi del processo, in particolare la rimozione del supporto potrebbe presentare difetti come la formazione di bave che portano a rugosità ancora più elevate “, hanno scritto i ricercatori.
Questo documento esamina specificamente gli effetti dei diversi parametri di costruzione sulla rugosità superficiale delle superfici rivolte verso il basso, in particolare quando i parametri cambiano solo all’interno del piano della superficie rivolto verso il basso e “il suo volume immediatamente adiacente”.
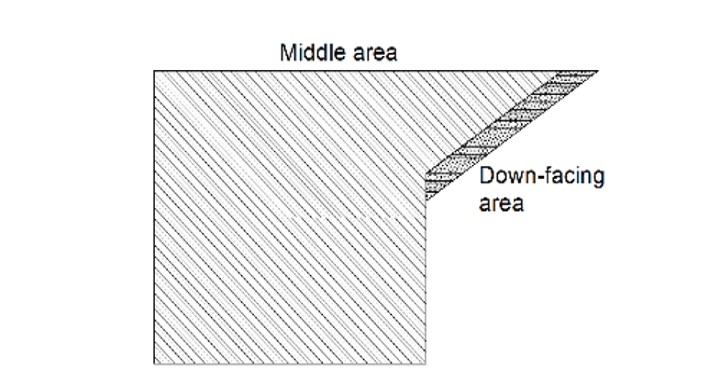
“I parametri selezionati per questo lavoro di ricerca sono stati la potenza del laser, la velocità di scansione e la spaziatura di scansione. I parametri sono stati variati solo per le superfici rivolte verso il basso della build “, hanno spiegato i ricercatori. “Il resto della parte è stato costruito utilizzando i parametri di costruzione standard, come raccomandato da 3D Systems, per uno spessore di 60 micron”.
Illustrazione delle aree stampate con parametri rivolti verso il basso
Il software CAD è stato utilizzato per progettare i provini in modo da avere una superficie di 10 x 20 mm rivolta verso il basso, con una profondità di 20 mm e inclinazioni di sbalzo di 25 °, 35 ° e 45 °. I pezzi di prova, che sono stati stampati in 3D su 3D Systems ProX DMP 320 , sono stati progettati in modo da poter misurare la rugosità delle superfici rivolte verso il basso con un profilometri.
I risultati pubblicati dai ricercatori nel documento riguardano i pezzi di prova stampati in 3D con un angolo di sbalzo di 45 °. Alla velocità di scansione inferiore, l’esperimento ha mostrato che la potenza del laser non influiva significativamente sui parametri di rugosità osservati. Con una potenza laser inferiore a 90 W, i parametri di rugosità aumentavano leggermente quando la spaziatura della scansione aumentava. Il team ha determinato dai risultati che “l’aumento della spaziatura della scansione determina la diminuzione dei valori di rugosità”, sia per i valori bassi che alti della velocità di scansione.
“La Figura 9 mostra i valori misurati di Sa e Sz per tutti i pezzi di prova. È chiaro che i valori di Sa sull’intero quadrato non mostrano cambiamenti drastici in tutto il campione testato, ma d’altra parte i valori di Sz mostrano deviazioni significative sebbene abbiano valori Sa simili “, hanno scritto i ricercatori.
“La Fig 10 mostra le topografie 3D di due superfici che misurano valori Sa simili ma mostrano qualità superficiali molto diverse. Le variazioni del parametro Sz possono essere attribuite al disturbo della superficie dovuto alla presenza di polvere parzialmente sciolta e alla formazione di scorie che provocano picchi elevati e valli basse con conseguente disuniformità. ”
3DPrint.com ha contattato il ricercatore Amal Prashanth Charles che ha spiegato che,
“Sa e Sz sono entrambi parametri di rugosità areali, quindi descrivono la rugosità su una particolare area. Sa (ruvidità media aritmetica) è un’estensione di Ra (rugosità media di un profilo) su un’area e viene generalmente utilizzata per valutare la ruvidità della superficie. Sz (altezza massima) è la somma della massima altezza del picco e della profondità del pozzo più grande all’interno di un’area definita. “I risultati dello studio indicano che, a causa della sua non conformità superficiale, il parametro Sz offre più informazioni del parametro Sa rispetto alla qualità della superficie.
“La presenza di polvere parzialmente sciolta e formazione di scorie è la principale causa di difetti superficiali all’interno delle superfici rivolte verso il basso”, hanno scritto i ricercatori. “I risultati indicano chiaramente che per le regioni rivolte verso il basso, l’aumento della spaziatura della scansione comporta valori di rugosità inferiori, mentre una maggiore velocità di scansione aumenta la ruvidità della superficie.”
Il grado di potenza del laser ha dimostrato diversi gradi di effetto sulla qualità complessiva della superficie.
“Anche se le relazioni iniziano a sorgere tra i parametri, il comportamento non lineare e le complesse interazioni tra i parametri del processo si aggiungono alla sua imprevedibilità”, hanno concluso i ricercatori. “Il che rende questo processo un candidato ideale per la modellazione e l’ottimizzazione dei processi.”
Co-autori del libro Charles, Ahmed Elkaseer, Tobias Müller, Lore Thijs, Maika Torge, V. Hagenmeyer e Steffen Scholz.