Stampa 3D e economia circolare Parte 2: Produzione classica
Perché le teorie di produzione tradizionali non funzionano
Il paradigma del settore manifatturiero tradizionale in cui siamo oggi ha le sue radici in varie tecniche e metodi che sono dimostrati e sono stati in uso per un po ‘di tempo. Con questo però, ci sono alcuni pro e contro. Siamo in grado di creare oggetti in modo rapido ed efficiente. Questi metodi potrebbero non essere i migliori in termini di sostenibilità con i prodotti. La produzione tradizionale, sebbene abbia un’estrema efficienza, può essere dannosa per varie risorse ambientali. Questi metodi di produzione su larga scala danneggiano la Terra nel suo insieme e dovremmo essere più istruiti su queste ramificazioni. Potrebbe anche indicare una questione più ampia denominata cambiamento climatico globale. Inoltre, non è necessariamente sostenibile operare con questi strumenti a causa degli elevati costi di impostazione che raccolgono. C’è anche la necessità di conservare una quantità abbondante di materiale per condurre tutti questi processi. Generalmente un produttore produce in serie con questi metodi, quindi la sovrapproduzione è una conseguenza naturale. Analizzeremo i rifiuti e quanto la produzione di grandi dimensioni potrebbe essere in grado di cambiare questo con uno spostamento verso nuovi metodi come la produzione additiva.
Qual è il processo di produzione tipico e tradizionale? I metodi di produzione tipici includono quanto segue:
Stampaggio ad iniezione (IM)
Lavorazione CNC
Formatura sotto vuoto
Soffiaggio
Fresatura
stampigliatura
Taglio laser
Getto d’acqua
Nello stampaggio a iniezione i pallini di plastica vengono pressati in una cavità dello stampo e sotto pressione e calore diventano una certa forma. Lo stampaggio a iniezione produce basse percentuali di scarto rispetto ad altri processi di produzione tradizionali come la lavorazione CNC che tagliano le percentuali sostanziali di un blocco o di un foglio di plastica originale. Questo tuttavia può essere negativo rispetto ai processi di produzione additiva come la stampa 3D che hanno tassi di scarto ancora più bassi. Nel complesso questo è un metodo che non produce molti scarti durante la produzione iniziale. Gli svantaggi associati allo stampaggio a iniezione includono costi elevati in termini di avvio, stampaggio e attrezzature.
Lavorazione CNC
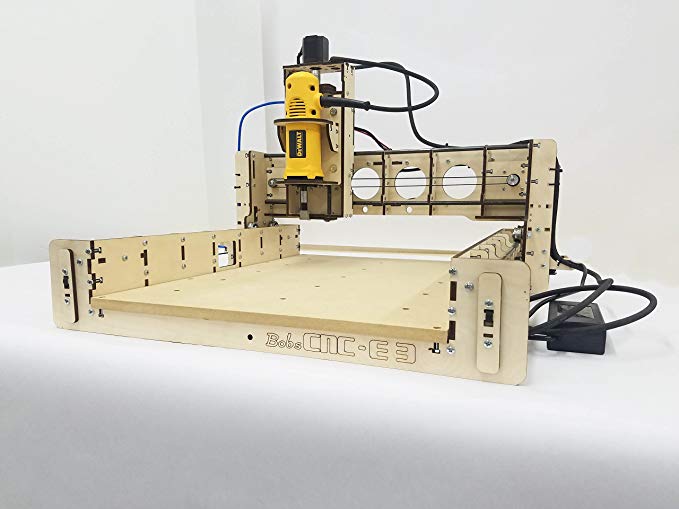
La lavorazione CNC è un processo sottrattivo. Prenderà un pezzo di materiale e ritaglierà il materiale da quell’oggetto per l’uso. Per esempio, si può pensare ad un blocco rettangolare di legno. Un CNC può quindi tagliare questo in un design complesso. Il problema diventa quindi il modo in cui un progetto può essere intricato con il CNC. Le macchine a controllo numerico combinano uno strumento manovrabile motorizzato e spesso una piattaforma manovrabile motorizzata, che vengono entrambi spostati secondo specifiche istruzioni di input. Le istruzioni vengono consegnate a una macchina NC sotto forma di file grafici CAD ( computer-aided design ), che vengono trasformati in un programma sequenziale di istruzioni di controllo della macchina come il codice G , e quindi eseguiti.
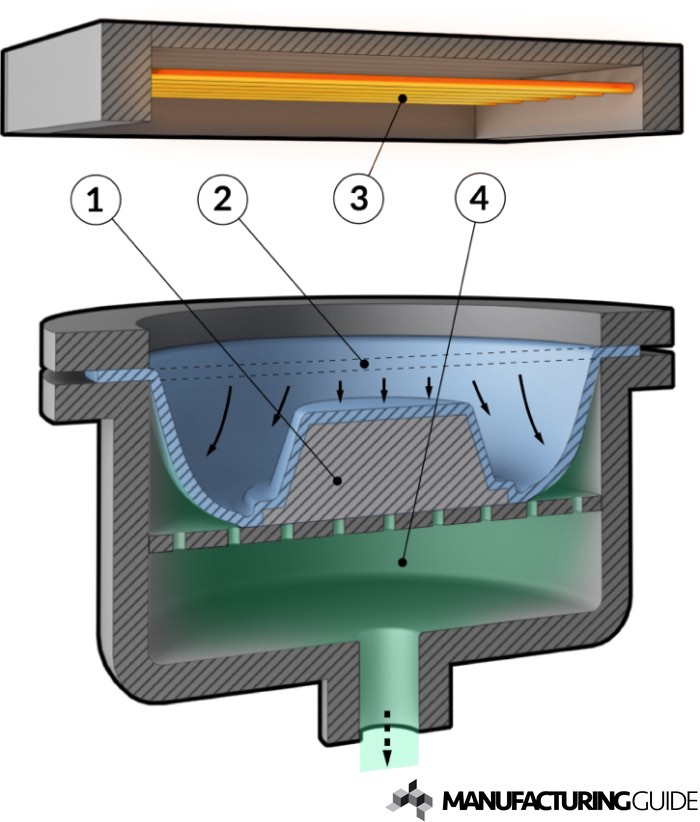
La formatura sotto vuoto è una versione semplificata della termoformatura, in cui un foglio di plastica viene riscaldato a una temperatura di formatura, stirato su uno stampo a singola superficie e forzato contro lo stampo mediante vuoto. Questo processo può essere utilizzato per formare la plastica in oggetti permanenti come i cartelli segnaletici e le coperture protettive. Questa è una delle più antiche tecniche per la produzione moderna. C’è la possibilità di riutilizzare molta della plastica che viene utilizzata all’interno di questi processi, ma questo potrebbe non essere il caso.
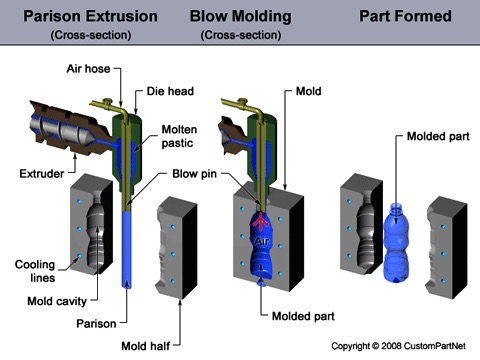
Il soffiaggio è un processo di fabbricazione che viene utilizzato per creare parti in plastica cave (come bottiglie d’acqua) gonfiando un tubo di plastica riscaldato fino a riempire uno stampo e formare la forma desiderata. La materia prima in questo processo è un termoplastico sotto forma di piccole palline o granuli, che viene dapprima fuso e formato in un tubo cavo, chiamato parison. Infine, dopo che la parte si è raffreddata, le metà dello stampo vengono separate e la parte viene espulsa. Man mano che il diametro di uno stampo aumenta, gli angoli e le aree con le pareti più sottili hanno una stretta tolleranza. Questo si riferisce a come un oggetto avrà barriere fisiche nella sua forza materiale e nella sua geometria, avendo così una soglia per la fermezza.
La fresatura è il processo di lavorazione con frese rotanti per rimuovere il materiale facendo avanzare una fresa in un pezzo. Questo può essere fatto variando la direzione su uno o più assi, velocità della testina di taglio e pressione. La fresatura copre una vasta gamma di operazioni e macchine diverse, su bilance da piccole parti singole a grandi e pesanti operazioni di fresatura di gruppi. È uno dei processi più comunemente utilizzati per la lavorazione di pezzi personalizzati con tolleranze precise. La fresatura può essere eseguita con una vasta gamma di macchine utensili. La classe originale di macchine utensili per la fresatura era la fresatrice (spesso chiamata mulino). Dopo l’avvento del controllo numerico computerizzato (CNC) negli anni ’60, le fresatrici si sono evolute in centri di lavoro:fresatrici potenziate da cambiautensili automatici, magazzini di utensili o caroselli, capacità CNC, sistemi di raffreddamento e custodie. I centri di fresatura sono generalmente classificati come centri di lavoro verticali (VMC) o centri di lavorazione orizzontali (HMC). Le macchine di fresatura tendono a creare molti detriti e scarti di metallo dopo l’uso. Questo è un altro processo di produzione sottrattivo, quindi è fondamentale contenere e riciclare tutti i trucioli o detriti creati da questo processo.
Stampaggio (noto anche come pressatura ) è il processo di immissione di lamiera piana in forma vuota o bobina in una pressa di stampaggio in cui un utensile e la superficie di morire forma il metallo in una forma netta. La timbratura comprende una varietà di processi di produzione di formatura di lamiera, come la punzonatura con una macchina da stampa o pressa per stampaggio, tranciatura, goffratura, piegatura, flangiatura e coniatura. Ciò potrebbe essere un’operazione a singolo stadio in cui ogni tratto della stampa produce la forma desiderata sulla parte in lamiera, o potrebbe avvenire attraverso una serie di fasi. Il processo viene solitamente eseguito su lamiera, ma può anche essere utilizzato su altri materiali, come il polistirolo. Gli stampi progressivi vengono comunemente alimentati da una bobina di acciaio, bobina bobina per lo svolgimento di bobina a un raddrizzatore per livellare la bobina e quindi in un alimentatore che fa avanzare il materiale nella pressa e muore con una lunghezza di alimentazione predeterminata. A seconda della complessità della parte, è possibile determinare il numero di stazioni nella matrice. Le aziende di stampaggio metalli possono trattare e riciclare determinati tipi di rifiuti in loco.
Il taglio laser è una tecnologia che utilizza un laser per tagliare materiali ed è tipicamente utilizzato per applicazioni di produzione industriale, ma sta anche iniziando ad essere utilizzato da scuole, piccole imprese e hobbisti. Il taglio laser funziona dirigendo l’uscita di un laser ad alta potenza più comunemente attraverso l’ottica. Le [ottica laser] e il CNC (controllo numerico computerizzato) sono usati per dirigere il materiale o il raggio laser generato. Un laser commerciale per il taglio di materiali comportava un sistema di controllo del movimento per seguire un CNC o un codice Gdel modello da tagliare nel materiale. Il raggio laser focalizzato è diretto verso il materiale, che quindi si scioglie, brucia, si vaporizza o viene spazzato via da un getto di gas, lasciando un bordo con una finitura superficiale di alta qualità. Le frese laser industriali sono utilizzate per tagliare materiali in lastra piana e materiali strutturali e per tubazioni. I laser cutter hanno le stesse preoccupazioni per la generazione di rifiuti con altre macchine CNC poiché utilizzano un metodo sottrattivo.
Un taglia-getto a getto d’acqua , noto anche come getto d’acqua o getto d’acqua, è uno strumento industriale in grado di tagliare un’ampia varietà di materiali utilizzando un getto d’acqua ad alta pressione o una miscela di acqua e una sostanza abrasiva. Il termine getto abrasivo si riferisce specificamente all’uso di una miscela di acqua e abrasivo per tagliare materiali duri come metallo o granito , mentre i termini puro getto d’acqua e taglio solo acqua si riferiscono al taglio a getto d’acqua senza l’uso di abrasivi aggiunti, spesso usati per materiali più morbidi come il legno o la gomma. Il taglio a getto d’acqua viene spesso utilizzato durante la fabbricazione di parti di macchine. È il metodo preferito quando i materiali da tagliare sono sensibili alle alte temperature generate da altri metodi. Il taglio a getto d’acqua viene utilizzato in vari settori, incluso quello minerarioe aerospaziale , per tagliare, modellare e alesare .
La produzione additiva o la stampa 3D differiscono dalla maggior parte di questi metodi perché è un processo che si sviluppa verso l’alto. Un’altra importante differenza funzionale tra metodi di produzione tradizionali e additivi è il fatto che la produzione additiva comporta molto meno spreco di materiale. Effettuiamo effettivamente un sottoprodotto di scarto di materiale quando lo rimuoviamo in un processo di produzione sottrattivo. La produzione additiva utilizza solo il materiale necessario per creare una parte, assicurando che i rifiuti siano minimi. Le parti che richiedono strutture di supporto per la stampa, tuttavia, implicano ancora una quantità di materiale sprecato.
Ulteriori vantaggi sono la capacità di ottimizzare le geometrie e creare componenti leggeri che riducono il consumo di materiale nella produzione e il consumo di energia in uso; la successiva riduzione del trasporto nella catena di fornitura; e riduzione degli sprechi di inventario grazie alla possibilità di creare pezzi di ricambio su richiesta. L’AM generale dovrebbe diventare una tecnologia di produzione chiave nella società sostenibile del futuro. Gran parte di questo materiale non può essere riciclato, specialmente se riguarda i fotopolimeri che sono termoindurenti. Altri materiali termoplastici possono essere riciclati, ma di solito sono fatti molto più in basso nel flusso del valore e possono consumare un livello simile di energia per produrre il materiale originale.
Nel complesso questo articolo introduce brevemente le differenze tra altri metodi di produzione. Sebbene alcuni metodi siano necessari, la produzione additiva sembra essere sulla strada giusta in termini di sostenibilità rispetto ad altri metodi tradizionali precedentemente spiegati. Nel prossimo articolo di questa serie, esploreremo alcune di queste diverse tecniche di lavorazione e le confronteremo con la produzione additiva in termini di sostenibilità.