Realizzazione di filamenti in TPE per FDM
Nella recente pubblicazione ” Investigation on Filament Extrusion of Thermoplastic Elastomer (TPE) for Fused Deposition Modeling “, gli autori Wang Zicheng e Mohammad Nouri hanno scritto una tesi esplorando gli elastomeri termoplastici nella stampa 3D dal granulato al filamento, trovando modi per ottimizzare questi materiali che offrono tutti i vantaggi della plastica e della gomma, con caratteristiche di deformabilità al confine con il regno 4D, che si allungano e poi tornano alla loro forma originale.
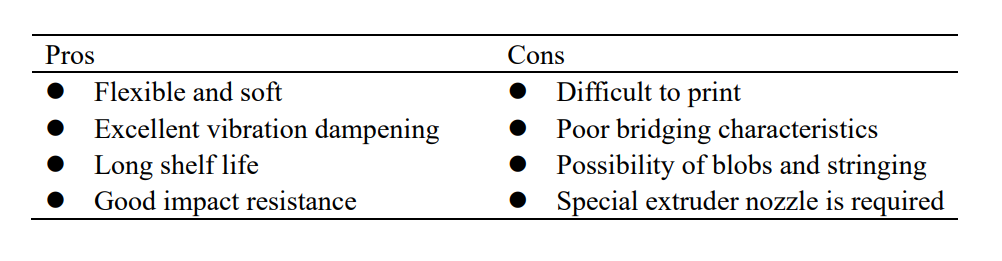
I TPE sono utili in applicazioni come l’elettronica, gli elettrodomestici, l’industria automobilistica e persino i materiali di imballaggio. Gli autori sottolineano che con vantaggi così potenti, l’industria della stampa 3D ha iniziato a prestare maggiore attenzione al TPE.
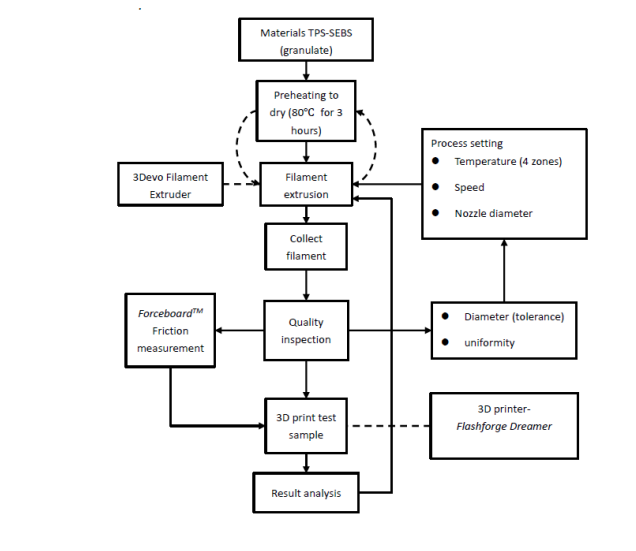
In questo studio, l’obiettivo era trovare i migliori parametri per l’estrusione del filamento, in termini di temperatura e velocità, utilizzando l’ estrusore a filamento 3Devo , in grado di estrudere in modo più flessibile con quattro unità di riscaldamento.
“La velocità di estrusione è un altro parametro vitale nell’estrusione del filamento che influenza direttamente la configurazione del filamento”, hanno affermato i ricercatori. “La velocità di estrusione può essere precisa a 0,1 rpm sull’estrusore. Il secondo obiettivo dell’indagine è scoprire la velocità di estrusione ottimale che produce in modo efficiente il filamento di alta qualità.
“Una volta trovato il primo parametro ottimale, è stato applicato nel seguente esperimento per il parametro successivo. La metodologia di base è quella di creare un flusso di circolazione fino a quando tutte le informazioni non sono confermate. “
Per l’indicatore chiave, è stata impostata la tolleranza del diametro, che rappresenta la fluttuazione del filamento durante il processo di estrusione.
Concentrandosi su problemi con flusso di materiale incoerente, i ricercatori hanno esplorato l’attrito superficiale e come ridurre tali aspetti tramite un additivo lubrificante.
L’estrusore a filamento 3Devo offre già temperature e velocità predefinite per materiali come PLA e ABS, con la maggior parte dei materiali regolati per aumentare dal riscaldatore 4 a 1.
Nel complesso, il team di ricerca ha scoperto che le temperature di estrusione ottimali per TPE-SEPS erano 185.195.200.200 ℃ dal riscaldatore 4 al riscaldatore 1. La velocità ottimale era di 2,4 giri / min, consentendo non solo un adeguato mantenimento di rotondità e coerenza, ma erano anche in grado di massimizzare la produttività .
“Il test di lubrificazione raggiunge le aspettative con l’additivo di lubrificazione che copre la superficie del filamento e riduce linearmente l’attrito superficiale con l’aumento della percentuale. La fattibilità della stampa aumenta con la percentuale di additivo per lubrificazione. Per ottenere la massima qualità sono necessarie impostazioni speciali della stampante e testina di stampa. Il difetto più comune del processo di stampa è l’incoerenza dell’estrusione. Troppa frizione superficiale unita alla bassa rigidità del materiale è la causa principale di questo difetto. Il filamento è in grado di finire la stampa di prodotti piatti e di bassa altezza con una qualità promettente “, hanno concluso i ricercatori.
“Quando si tratta della fattibilità della stampa, questa indagine si concentra solo su una possibile causa che è l’attrito superficiale. Altri aspetti includono la testina di stampa o i parametri della stampante durante la produzione non sono stati studiati. Ogni impostazione di prova può essere registrata e analizzata per scoprire l’impostazione identica per il filamento estruso. “