La svolta nella stampa 3D in metallo basata su laser riduce i difetti
Combinando simulazioni al computer ad alta fedeltà con l’imaging a raggi X ad altissima velocità, i ricercatori del Lawrence Livermore National Laboratory (LLNL) hanno scoperto una strategia per ridurre o addirittura eliminare i difetti nelle parti costruite attraverso una comune stampa 3D in metallo basata su laser processi.
Nel lavoro pubblicato oggi (8 maggio 2020) dalla rivista Science , un team di ricerca presso LLNL, insieme a collaboratori dell’Air Force Research Laboratory, rivelano dinamiche precedentemente sconosciute coinvolte nel processo di produzione di additivi per fusione laser a letto di polvere (LPBF-AM) , che utilizza un raggio laser per fondere la polvere di metallo strato per strato per formare parti 3D. Questi meccanismi scoperti di recente producono “schizzi” – particelle o gruppi di particelle di polvere espulsi dal percorso del laser che possono ricadere sulle parti – potenzialmente portando a formazione di pori e difetti.
Per comprendere meglio queste interazioni laser-schizzi e il problema più ampio della certificazione delle parti stampate attraverso LPBF-AM, i ricercatori di LLNL hanno utilizzato modelli computerizzati per creare un “gemello digitale” del processo, che hanno usato per eseguire esperimenti virtuali di build su microscala. Confrontando le simulazioni con i dati sperimentali acquisiti mediante radiografia ad alta velocità e imaging ottico in condizioni LPBF-AM, i ricercatori hanno sviluppato un criterio di stabilità che ha portato a una “mappa di potenza”. La power map è una strategia di scansione che regola la potenza del laser lungo la traccia laser per stabilizzare il pool di fusione ed è un elemento chiave per stabilire “feed-forward intelligente”, un processo di progettazione sostenuto da LLNL che combina modellazione e simulazione avanzate con analisi sperimentale per insegnare alle stampanti 3D a creare in modo efficiente parti senza difetti.
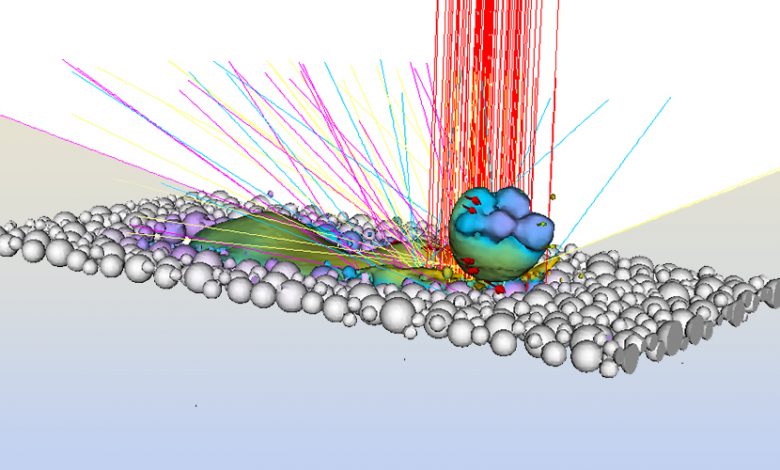
Questa simulazione mostra un laser che interagisce simultaneamente con il pool di fusione e un grande “spruzzo” di particelle di polvere metallica. In questo caso, la potenza del laser era al di sopra di una soglia che espelleva lo spruzzo dalla traccia di scansione. Ciò ha impedito la formazione di difetti dovuti a “ombreggiatura laser”, in cui la polvere di metallo fuso può bloccare o eclissare il laser.
Se utilizzato, il criterio di stabilità può ridurre o eliminare del tutto l’aspetto dei pori, dei fori delle chiavi (una vasca di fusione profonda e stretta) e di altri fenomeni sotto la superficie che possono causare difetti, i ricercatori hanno scoperto. Inoltre, hanno scoperto che la pre-sinterizzazione della polvere metallica – facendo scorrere un laser a raggio multiplo sulla polvere a bassa potenza per fondere le particelle prima della costruzione – può anche aiutare a ridurre gli spruzzi e ridurre al minimo l’effetto “snowballing”, dove appaiono grandi spruzzi sopra il letto di polvere e diventa difficile liberarsene. I ricercatori hanno affermato che la strategia migliorerà l’affidabilità complessiva delle parti e contribuirà a consentire una più ampia adozione delle tecnologie di produzione additiva.
“Lo spruzzo è nemico della costruzione di parti belle; Non sono solo piccole particelle che volano in giro, possono creare un sistema di classi di schizzi che possono influenzare la costruzione in diversi modi e scenari “, ha affermato Saad Khairallah, autore principale del documento e fisico computazionale LLNL. “Le persone non possono semplicemente accendere il laser in modo ingenuo e iniziare la scansione, perché la strategia di scansione può creare spruzzi all’inizio di una traccia, oltre una soglia di dimensioni, che può essere molto dannosa per la build. La buona notizia è che usando questi criteri di stabilità che descriviamo nel documento, possono modificare la strategia di scansione in base a una mappa di potenza controllata che applicano per prevenire quel grande spruzzo di schiena. “
Il più popolare processo di stampa 3D in metallo, LPBF-AM impiega un raggio laser per scansionare motivi 2D su un letto piano di microscopica polvere di metallo per formare tracce di fusione che si fondono con gli strati inferiori, ripetendo il processo migliaia di volte per produrre un oggetto 3D. Nonostante la sua apparente semplicità, il processo deve ancora affrontare sfide per l’adozione diffusa a causa in gran parte del problema della “variabilità”, in cui la stessa macchina da stampa 3D, utilizzando la stessa polvere e gli stessi parametri, può generare parti con qualità variabile.
Presi da soli, gli esperimenti non possono spiegare appieno le dinamiche alla base del processo, ha detto Khairallah, perché spesso mancano della necessaria risoluzione spaziale e temporale e l’interpretazione degli eventi LPBF-AM altamente dinamici e transitori osservati sperimentalmente, che richiede una modellazione avanzata. Khairallah ha affermato che l’integrazione di esperimenti con simulazioni multi-fisica ad alta fedeltà consentirà ai ricercatori di catturare ciò che sta accadendo a livello del letto di polvere e al di sotto di esso nel pool di fusione, ad altissima velocità, fornendo uno strumento indispensabile per risolvere il problema della variabilità e migliorare il processo di certificazione delle parti.
Per creare i modelli ad alta risoluzione in grado di simulare la temperatura, la velocità e altri aspetti dell’interazione laser / melt pool, Khairallah ha sviluppato nuove funzionalità in un codice di simulazione multi-fisica LLNL chiamato ALE3D, per catturare l’impatto dei raggi del laser sull’espulsione di particelle e altre dinamiche che generano difetti come “ombreggiatura laser”, in cui la polvere di metallo fuso può bloccare o eclissare il laser.
Confrontando le simulazioni con gli esperimenti del mondo reale, il team ha concluso che l’ombreggiatura crea un’improvvisa diminuzione della profondità del pool di fusione, che può creare pori nel pool di fusione: maggiore è lo spruzzo, maggiore è l’ombra che ne risulta. Hanno anche scoperto un fenomeno di “auto-replicazione”, in cui il laser colpisce un sito di schizzi di grandi dimensioni (schizzi seduto sul letto di polvere) e lo divide, causando la dispersione di ulteriori siti di schizzi sul letto di polvere e creando l’effetto palla di neve.
L’intensità dell’impatto sulla build dipende da una certa soglia di diametro e potenza del laser, ha scoperto il team. L’elevata potenza del laser è utile per espellere gli schizzi che potrebbero bloccare il laser, ha detto Khairallah, ma se la potenza del laser viene aumentata troppo rapidamente o è troppo elevata, può rispettivamente produrre grandi schizzi di schiena e fori per le chiavi. La mappa di potenza ideata dai ricercatori regola dinamicamente la potenza lungo la pista, trovando un “punto debole” che può mantenere stabile il pool di fusione, espelle gli schizzi che bloccano o ombreggiano il laser e possono impedire che gli schizzi diventino troppo grandi.
“Con la nostra mappa, è possibile escogitare nuove strategie di scansione o adattare quelle esistenti che mantengono la stabilità per prevenire pori e difetti”, ha detto Khairallah. “In futuro, qualcuno potrebbe prendere questo modello di simulazione ed eseguirlo per qualsiasi strategia di scansione e capire la potenza ottimale che devono usare lungo la traccia di scansione. Se stai facendo una spirale o una geometria complessa, in cui il calore non si dissipa rapidamente, ti dirà come regolare la potenza in queste regioni del collo di bottiglia. “
Per convalidare le simulazioni, i ricercatori le hanno confrontate con i dati di imaging a raggi X ultraveloci registrati in condizioni in situ presso il sincrotrone Advanced Photon Source presso Argonne National Laboratory e le immagini ottiche ad alta velocità catturate presso LLNL.
“La diagnostica a raggi X fornisce le uniche tecniche in grado di sondare simultaneamente la superficie e la sottosuperficie del metallo offrendo al contempo la fedeltà per tenere traccia delle dinamiche rapide dei cambiamenti strutturali indotti dal laser”, ha affermato il coautore Aiden Martin, responsabile tecnico di gli esperimenti di sincrotrone. “L’uso della radiografia ci ha permesso di osservare sperimentalmente i fenomeni di formazione di schizzi e ombreggiamento esplorati nelle simulazioni ALE3D.”
La capacità di imaging a raggi X basata sul sincrotrone è stata fornita da un banco di prova sperimentale sviluppato nell’ambito del programma Laboratory Directed Research and Development (LDRD) e un array di rivelatori ultraveloci LLNL esistente che insieme hanno consentito risoluzioni temporali e spaziali senza precedenti per sondare LPB sottosuperfici -I fenomeni AM.
“Una svolta entusiasmante del progetto è stata la capacità di raccogliere dati con scale temporali e di lunghezza comparabili a simulazioni di interazioni laser-metallo equivalenti”, ha dichiarato Jonathan Lee, ricercatore principale della ricerca sui raggi X. “La sinergia tra gli sforzi sperimentali e di modellizzazione di LLNL è stata preziosa nello sviluppo di nuove conoscenze su molteplici fenomeni LPBF-AM.”
La fisica transitoria complessa e non lineare dietro i difetti richiede codici a tutti gli effetti per modellare eventi complessi, ha detto Khairallah. I criteri sviluppati dal team possono essere adottati da codici commerciali, hanno affermato i ricercatori, e potrebbero essere implementati in qualsiasi stampante 3D in metallo e potrebbero anche applicarsi alle tecnologie di saldatura o fusione basate su laser o su fascio.
La modellizzazione ad alta fedeltà della storia termica e dell’idrodinamica mediante ALE3D costituisce la base di una rappresentazione “gemello digitale” di materiali AM, uno dei temi principali di un’iniziativa strategica finanziata dal LDRD finalizzata al controllo della microstruttura solidificata e delle proprietà meccaniche.
“Il controllo locale dell’apporto di energia al sistema mediante modelli validati apre percorsi non solo per la mitigazione dei difetti ma per il miglioramento dei materiali attraverso l’ingegneria delle microstrutture”, ha dichiarato Manyalibo “Ibo” Matthews, ricercatore principale della Strategic Initiative LDRD e responsabile del progetto per Lab’s Accelerated Certificazione del progetto Metalli fabbricati in modo additivo.
Riferimento: “Controllo della dinamica interdipendente tra meso-nanosecondi e generazione di difetti nella stampa 3D in metallo” di Saad A. Khairallah, Aiden A. Martin, Jonathan RI Lee, Gabe Guss, Nicholas P. Calta, Joshua A. Hammons, Michael H. Nielsen, Kevin Chaput, Edwin Schwalbach, Megna N. Shah, Michael G. Chapman, Trevor M. Willey, Alexander M. Rubenchik, Andrew T. Anderson, Y. Morris Wang, Manyalibo J. Matthews e Wayne E. King, 8 maggio 2020, Scienza .
DOI: 10.1126 / science.aay7830
Anche l’ultimo lavoro è stato svolto con finanziamenti LDRD. I coautori di LLNL includevano Gabe Guss, Nicholas Calta, Joshua Hammons, Michael Nielsen, Trevor Willey, Alexander Rubenchik, Andy Anderson, Morris Wang, Matthews e Wayne King. Tra i collaboratori esterni c’erano Kevin Chaput, Edwin Schwalbach, Megna Shah, Michael Chapman del US Air Force Research Laboratory. Chad Noble di LLNL è il capogruppo del programma ALE3D utilizzato nel lavoro.