di Claudio Tosto, Lorena Saitta,Eugenio Pergolizzi, Ignazio Blanco, Giovanni Celano e Gianluca Cicala
Ricercatori italiani caratterizzano i materiali a base di polieterimide (PEI, ULTEM) nella stampa 3D FDM
I ricercatori italiani approfondiscono lo studio dei materiali per la fabbricazione digitale, rilasciando le loro scoperte nei ” Metodi per la caratterizzazione dei materiali a base di polieterimide elaborati recentemente dalla modellazione a deposizione fusa “.
Concentrandosi sulla stampa 3D FDM, gli autori di questo studio sviluppano nuovi test per la valutazione delle parti stampate, un processo di fabbricazione che coinvolge parametri critici come:
Diametro dell’ugello
Temperatura
Velocità di stampa
Velocità di avanzamento
Temperatura del letto
Angolo raster / larghezza
Le impostazioni sono direttamente correlate alla resistenza nelle proprietà meccaniche, con la precedente letteratura di ricerca incentrata sugli orientamenti raster e sulla resistenza alla trazione risultante, sullo spessore dello strato sulle prestazioni elastiche e su come i vuoti nelle parti influivano sulle proprietà di trazione.
Con particolare attenzione alla stampa 3D FDM, i ricercatori hanno caratterizzato due campioni ULTEM 9085 qualificati per il settore aerospaziale con i seguenti:
Prova di trazione (ASTM D638)
Test di flessione (ISO 178)
Prova di taglio a raggio corto (ASTM D2344M)
“Il test di trazione ASTM D638 e il test di flessione ASTM D790 o ISO 178 sono entrambi standard ampiamente utilizzati per testare materiali polimerici elaborati mediante stampaggio a iniezione o compressione. Pertanto, i professionisti potrebbero essere interessati ad estendere la loro implementazione alla caratterizzazione delle proprietà meccaniche delle parti stampate FDM “, hanno spiegato i ricercatori. “Sfortunatamente, questi standard non tengono conto della presenza di vuoti che sono inevitabili in FDM. Inoltre, non sono stati specificamente sviluppati per caratterizzare il legame interstrato che influenza le mesostrutture delle parti stampate FDM. “
I filamenti in fase di test, due gradi commerciali di polieterimidi (PEI), sono stati caratterizzati da analisi termiche e quindi sottoposti a test meccanici.
“Per ogni tipo di materiale, le dimensioni del campione sono state variate per svelare il loro effetto sulle proprietà meccaniche”, hanno spiegato i ricercatori.
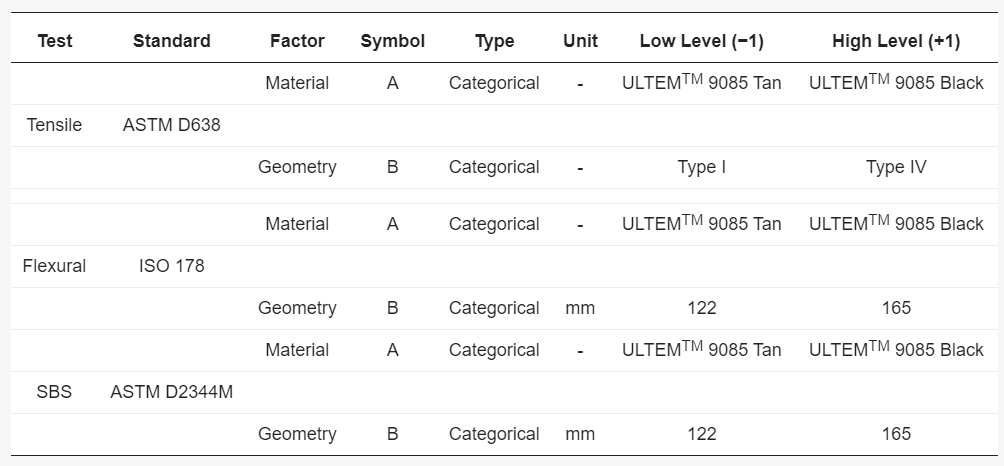
Piani sperimentali. Fattori, livelli e risposte per ciascun test studiato.
In termini di variabili, il materiale è stato considerato fattore A e la geometria del campione è stata considerata fattore B. I materiali sono stati stampati in marrone chiaro o nero ULTEM 9085:
Il materiale è stato variato a 2 livelli stampando ULTEM marrone o nero
I livelli b = 2 per la geometria del campione sono stati selezionati in base al test utilizzato per ottenere le proprietà meccaniche.
Per la prova di trazione (ASTM D638), i livelli b = 2 corrispondono al tipo I e al tipo IV definiti dalla norma.
Per il test di flessione (ISO 178) e il test di intensità del fascio corto (SBS) (ASTM D2344M), i livelli b = 2 sono stati ottenuti stampando barre con lunghezze diverse (L) (cioè L 1 = 122 mm e L 2 = 165 mm).
“La scelta di questi due valori per L è stata motivata dal raggiungimento di un giusto compromesso tra la lunghezza del campione richiesta dal test di trazione e la lunghezza del campione fissata dal test di flessione o SBS”, hanno affermato i ricercatori. “Il motivo per cui abbiamo deciso di studiare l’effetto della geometria del campione è stato quello di considerare l’effetto del raffreddamento interstrato. In effetti, come riportato dalla letteratura, la temperatura di saldatura diminuisce ad una velocità di circa 100 ° C / se rimane al di sopra della temperatura di transizione vetrosa per circa 1 secondo. “
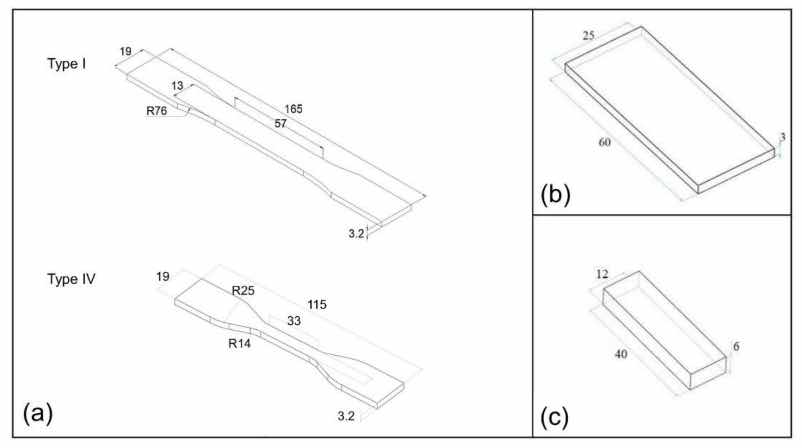
Dimensioni (in mm) dei campioni. a) campioni per prove di trazione (ASTM D638 tipo I, IV); (b) provini di flessione; (c) campioni di taglio a raggio corto.
“Per il campione di abbronzatura sono stati osservati un ampio picco a 185 ° C e una spalla a 140 ° C. Per il campione nero, il picco e la spalla si sono spostati rispettivamente a 195 ° C e 148 ° C ”, hanno affermato i ricercatori.
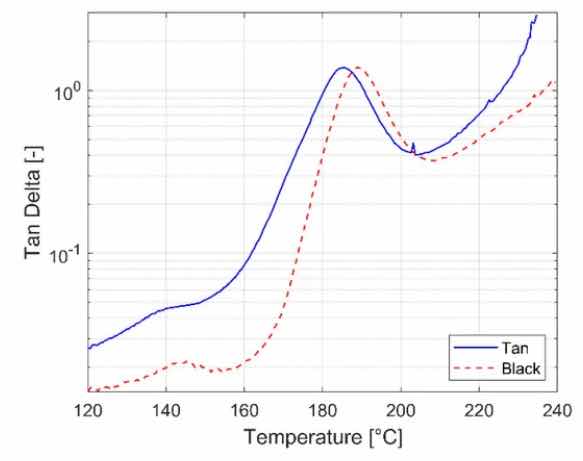
Abbronzatura contro temperatura per abbronzatura ULTEMTM 9085 e nero.
Nel caso del campione di abbronzatura, erano presenti due transizioni termiche “distinte”. Per la resina nera, ce n’era solo una. E mentre questi risultati sono in linea con altre valutazioni delle miscele PEI in passato, i ricercatori hanno notato anche che il test DSC non è stato in grado di risolvere le transizioni termiche.
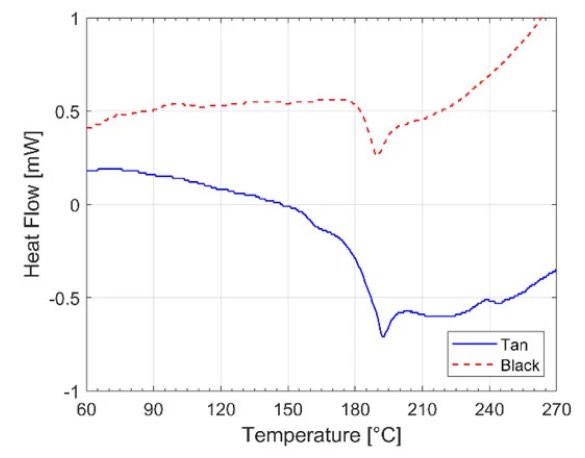
Calorimetria a scansione differenziale per ULTEMTM 9085 marrone e nero.
Tra tutti i test, il test di taglio a raggio corto è stata l’unica valutazione in grado di distinguere tra i materiali:
“Questo risultato dipende strettamente dalla configurazione del test che privilegia l’effetto dello sforzo di taglio interno al campione in condizioni di carico e dal ruolo chiave svolto dal legame interlaminare nelle proprietà meccaniche delle parti stampate FDM”, hanno concluso i ricercatori.
“Sono necessarie ulteriori ricerche per affrontare la correlazione tra i parametri di stampa e le proprietà meccaniche dei materiali stampati. La necessità di migliorare la comprensione delle correlazioni e di illuminare il comportamento anisotropico è della massima importanza in vista del maggiore uso di materiali rinforzati nell’FDM per soddisfare la necessità di componenti strutturali. Prove meccaniche come il doppio raggio a sbalzo (DCB) o il test di flessione end-notched (ENF) potrebbero anche essere prese in considerazione in ricerche future al fine di progettare un nuovo standard di test per FDM. “
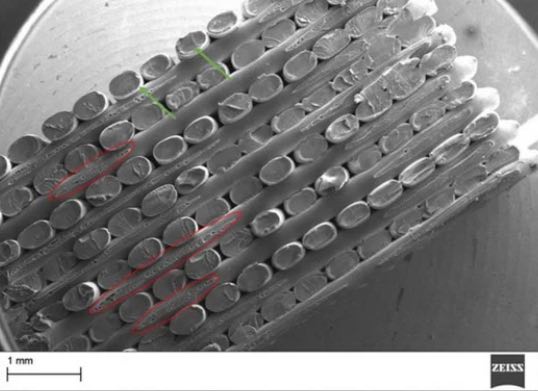
Morfologia della superficie di frattura per un campione di trazione (resina abbronzante). L’ellisse rossa evidenzia il fallimento dell’adesivo sui raster trasversali. La freccia verde evidenzia i raster longitudinali ceduti.