Perché lo spurgo è diventato un problema nella stampa 3D multicolore
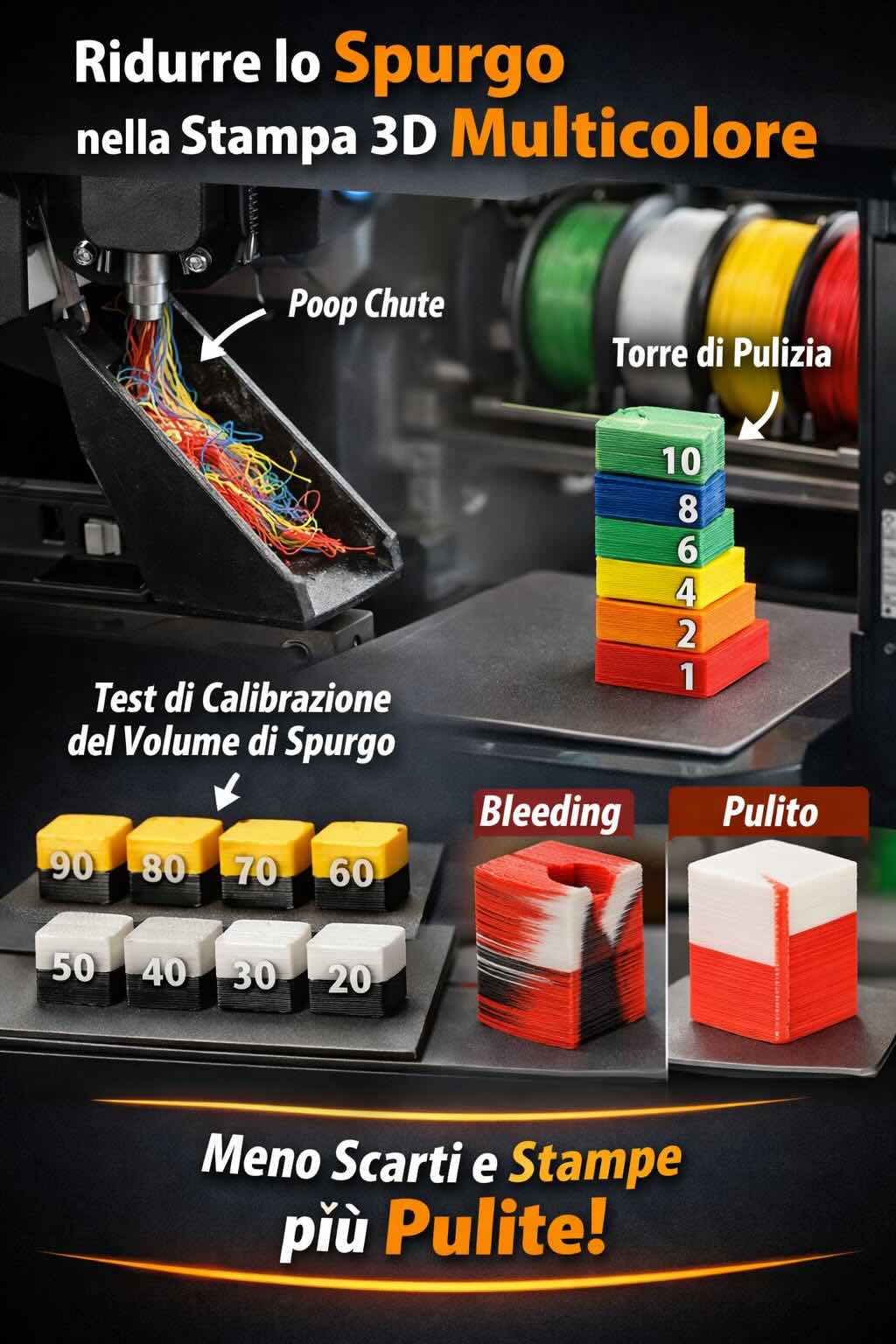
Nei sistemi FFF/FDM multicolore, il cambio filamento richiede che l’estrusore espella materiale fino a quando nel nozzle (e nella zona di fusione) non restano residui del colore precedente. Quel materiale espulso è la “purga” (spesso chiamata anche “poop” nelle stampanti con scivolo di scarico o meglio noi parliamo di spurgo), e finisce quasi sempre tra gli scarti: non è parte del pezzo e di norma non è riutilizzabile durante la stessa stampa. Il punto critico è che, su alcuni lavori, lo scarto può superare di molto il peso del modello finito: l’esempio parla di 160 g consumati per ottenere un pezzo da 11 g (spreco del 93%).
Due strade: cambiare tecnologia… oppure ottimizzare quella che hai
Lo scarto da spurgo si può ridurre in due modi: adottare soluzioni/architetture che purgano meno (dipende dal sistema multicolore e da come gestisce i cambi), oppure intervenire sui parametri di slicing per evitare spurghi “conservativi” e inutilmente lunghi. La seconda opzione è quella più accessibile: non richiede di sostituire la stampante, ma richiede metodo, perché una riduzione eccessiva dello spurgo porta a contaminazione del colore precedente nelle zone che dovrebbero essere pulite.
Il concetto chiave: ogni transizione colore A→B ha un volume ottimale diverso
Lo spurgo non è “una cifra unica” valida per tutto. Cambiare da un colore scuro a uno chiaro (es. nero→bianco) richiede in genere più materiale rispetto al percorso inverso (bianco→nero), perché basta poco pigmento scuro residuo per “sporcare” visivamente un colore chiaro. In pratica si finisce con una matrice di valori: A→B, A→C, B→C, C→A e così via.
Perché i valori “di default” spesso sprecano troppo
I profili di slicing tendono a impostare valori prudenti per ridurre il rischio di contaminazioni cromatiche. Il rovescio della medaglia è che questa prudenza costa: più spurgo significa più tempo di stampa e più materiale buttato. L’obiettivo pratico della purge calibration è trovare il valore minimo che mantiene la transizione pulita per quella specifica coppia di filamenti (marca, materiale, colore e talvolta persino lotto possono cambiare il comportamento).
Che cos’è la purge calibration (in pratica)
La purge calibration è una procedura sperimentale: si stampano campioni che alternano due o più colori, variando intenzionalmente il volume di spurgo, poi si valuta visivamente (e in modo ripetibile) a quale valore la transizione smette di mostrare contaminazioni. Una volta trovato, quel numero viene salvato nel profilo/slicer per quella combinazione. È un lavoro un po’ “da laboratorio”: richiede disciplina (annotare i risultati) e un criterio di valutazione coerente (guardare sempre lo stesso tipo di bordo o superficie).
MakerWorld e “AMS Purge Calibration V2”: un test già pronto per velocizzare il processo
Per gli utenti Bambu Lab con AMS, su MakerWorld è disponibile il modello “AMS Purge Calibration V2”, che abbina oggetto di test e procedura pensata proprio per rendere meno tedioso il settaggio dei volumi di spurgo. L’idea è stampare una striscia/serie con riferimenti numerici, così da individuare rapidamente il valore più basso che elimina il bleeding. Nella descrizione del modello si parla anche di un approccio “economico” al test (campioni piccoli) e di profili di stampa predisposti per facilitare la calibrazione.
Quante prove servono? Cresce rapidamente con il numero di colori
Un aspetto sottovalutato è la “combinatoria”: con 2 colori hai 2 transizioni (A→B e B→A). Con 4 colori, le transizioni possibili diventano 12 (tutte le coppie ordinate). Questo spiega perché conviene calibrare in modo mirato: se devi stampare un oggetto grande multicolore con combinazioni ripetute, l’investimento di tempo nei test può ripagarsi in una riduzione significativa di scarti e anche in una stampa più rapida (meno materiale da espellere ad ogni cambio).
Dove “finisce” lo spurgo: poop chute, wipe/prime tower, infill e supporti
A seconda di stampante e slicer, lo spurgo può essere espulsa fuori macchina (poop chute), depositata su una wipe tower / prime tower oppure parzialmente “assorbita” in strutture che non si vedono (infill, supporti). Nel mondo Prusa/MMU il concetto di wipe tower è centrale: una torre unica serve a stabilizzare flusso e transizioni colore cercando di contenere lo spreco. Nel mondo Bambu/AMS si parla spesso di gestione combinata: una parte del volume può finire nello scivolo e una parte in torre e/o in elementi stampati (a seconda delle impostazioni e del caso).
Strategie pratiche per ridurre lo spreco (senza rovinare l’estetica)
Oltre a calibrare i volumi A→B, ci sono tattiche “di buon senso”: progettare e orientare il pezzo in modo che eventuali micro-contaminazioni finiscano su lati meno visibili; limitare i cambi colore (es. raggruppare per layer/zone, quando possibile); usare impostazioni che riversano parte della purga in elementi che già stamperesti (supporti o infill), se il tuo flusso lo consente e se non crea artefatti sulle superfici esterne. Queste scelte non sostituiscono la purge calibration, ma possono moltiplicarne l’effetto, soprattutto su stampe con centinaia di cambi.
Attenzione: calibrare per coppie di filamenti reali, non “per colore generico”
Due PLA rossi di marche diverse possono richiedere volumi di spurgo diversi, così come un PLA e un PETG possono comportarsi in modo differente per viscosità, temperatura e residui nel nozzle. Per questo i test dedicati e le procedure in stile MMU funzionano bene: ti costringono a calibrare su combinazioni reali e a fissare numeri ripetibili nel profilo.
Cosa ti porti a casa: meno plastica buttata e stampe più veloci
Ridurre lo spurgo significa tagliare costi e tempi: meno materiale espulso ad ogni cambio, meno minuti spesi a “pulire” l’hotend tra un colore e l’altro, e spesso anche una gestione più prevedibile delle transizioni. Il punto non è azzerare la purga (di solito non è realistico), ma abbassarla fino al minimo necessario per ottenere bordi puliti. Se devi affrontare una stampa multicolore lunga e complessa, il consiglio operativo è semplice: fai prima qualche test di purge calibration sulle coppie più critiche (tipicamente scuro→chiaro) e poi lancia la stampa finale con valori ottimizzati.