Un maker attivo nella community di stampa 3D ha mostrato come sia possibile ottenere superfici superiori molto lisce anche senza utilizzare la funzione di ironing offerta da molti slicer, lavorando invece su una combinazione mirata di parametri di stampa. L’approccio si basa su test sistematici, documentati con fotografie comparate, che evidenziano come piccoli aggiustamenti a velocità, flusso, altezza layer e numero di strati superiori possano ridurre in modo importante linee visibili, scie e pattern di riempimento emergente.
Il contesto: perché l’Ironing non è sempre la soluzione migliore
La funzione di ironing, disponibile in slicer come Cura, PrusaSlicer e altri, passa con l’ugello sulla superficie superiore depositando pochissimo materiale per “stirare” il top layer e chiudere piccoli vuoti. Questa tecnica può migliorare la finitura ma comporta costi: tempi di stampa più lunghi, rischio di sovra-estrusione locale, lucentezza non sempre desiderata e maggiore sensibilità a piccoli errori di altezza Z. In molti casi d’uso – componenti funzionali, parti che richiedono superfici uniformi ma non necessariamente lucide, produzioni lunghe – diventa interessante ottenere buone superfici superiori solo agendo sui parametri base FDM. Il lavoro del maker va in questa direzione: dimostrare che, con un approccio sistematico, è possibile avvicinarsi alla qualità dell’ironing o superarla in termini di omogeneità visiva senza step aggiuntivi di processo.
Metodologia: prove sistematiche su parametri chiave di stampa
Nel progetto descritto, il maker ha scelto un modello di test con ampia superficie superiore piana, ideale per evidenziare difetti come righe, micro-buche e pattern del riempimento che affiora. Utilizzando la stessa stampante, lo stesso materiale e mantenendo costante la geometria di base, ha modificato un parametro alla volta e confrontato il risultato, fotografando e documentando a ogni step. I parametri analizzati includono: velocità di stampa degli strati superiori, numero di top layers e percentuale di riempimento, altezza di layer complessiva e, in alcuni test, altezza del top layer, flusso (flow rate) e over-extrusion controllata, pattern di riempimento e orientamento delle linee del top layer. Questo approccio consente di separare l’effetto dei singoli parametri e capire, per esempio, quanto influisce una riduzione della velocità rispetto all’aumento degli strati superiori, a parità di altro. L’attenzione alla documentazione visiva rende il lavoro utile anche per altri utenti che vogliono replicare o adattare le impostazioni.
Velocità di stampa e altezza layer: impatto sulla qualità del top layer
Uno dei risultati più evidenti è l’importanza della riduzione della velocità di stampa per gli strati superiori rispetto al resto del pezzo. Stampando il top layer a velocità significativamente più basse – anche meno della metà della velocità di perimetri e infill – il materiale ha più tempo per fondersi con il layer sottostante e riempire micro-cavità. Allo stesso tempo, l’uso di un’altezza layer ridotta sui pezzi in cui la superficie superiore è importante produce linee più fitte e meno percepibili a occhio nudo. In combinazione, bassa velocità e layer sottili portano a superfici più omogenee senza dover attivare ironing, con il compromesso di un aumento del tempo di stampa sul top, ma spesso inferiore a quello che richiederebbe l’ironing stesso.
Numero di strati superiori, riempimento e pattern: come evitare che l’infill affiori
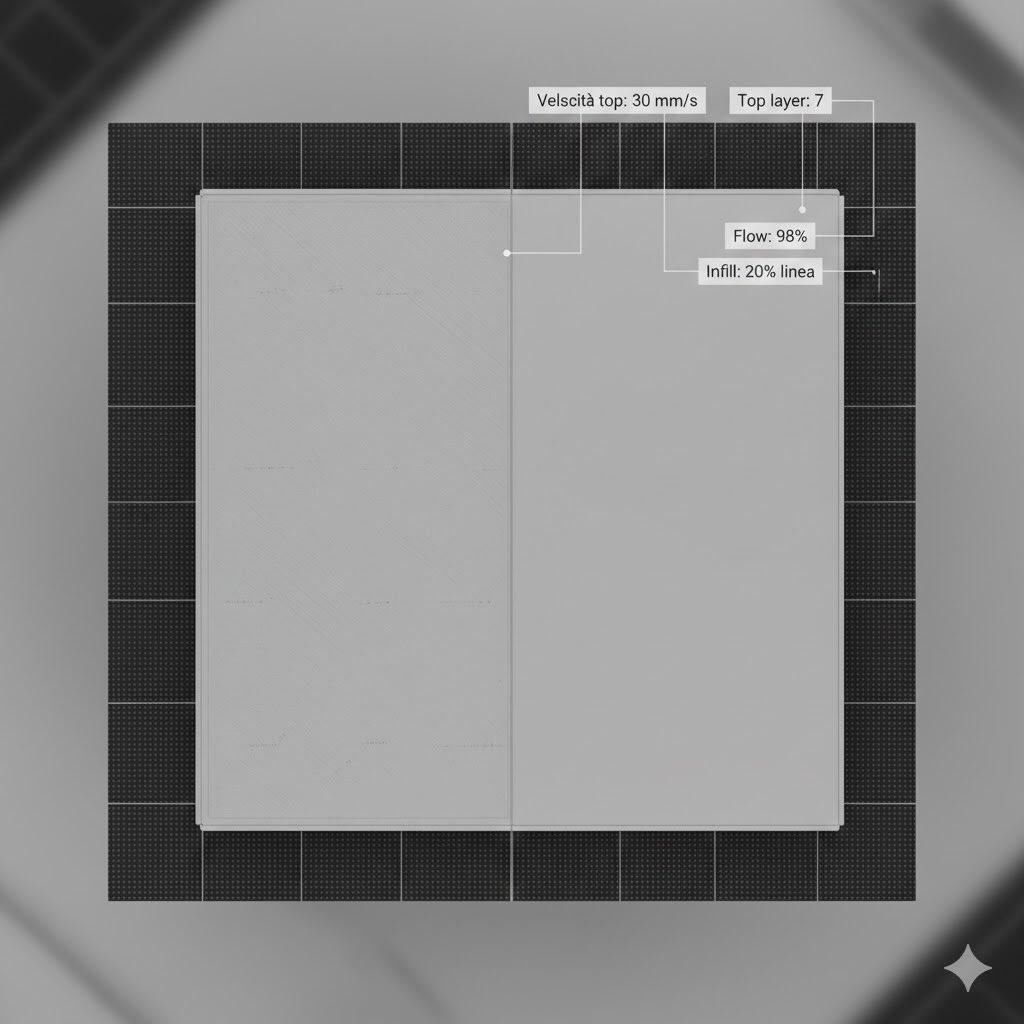
I test mostrano anche il ruolo determinante del numero di top layers e della densità di riempimento sottostante. Con pochi strati superiori e infill relativamente scarso, il pattern di riempimento tende a imprimersi nella superficie, generando ondulazioni e linee visibili. Aumentando il numero di top layers e alzando la densità dell’infill in prossimità della superficie superiore, il maker ottiene superfici visivamente più piene, con meno depressioni e meno percezione del pattern interno. Anche la scelta del pattern di riempimento e l’orientamento delle linee del top layer rispetto all’infill sottostante influiscono: orientare il top a 90° rispetto all’infill aiuta a spezzare la regolarità visiva. In alcuni casi, l’autore segnala che un modesto aumento del flusso per gli strati superiori contribuisce a chiudere micro-vuoti, ma va gestito con attenzione per evitare eccessi di materiale e piccole creste.
Esempi pratici e confronto visivo dei risultati
L’articolo originale include diverse fotografie comparative che mostrano, per lo stesso modello di test, differenze nette tra superfici stampate con parametri “standard” e ironing disattivato, superfici con soli pochi parametri ottimizzati e configurazioni con set completo di ottimizzazioni, dove le linee del top layer sono poco visibili e la superficie appare uniforme. Le immagini evidenziano in particolare il modo in cui certi difetti – come piccoli canali tra le linee, effetti “pelle d’arancia” o pattern dell’infill che affiora – possono essere progressivamente mitigati. Pur non facendo uso di ironing, le superfici finali mostrano una regolarità che le rende adatte sia a parti funzionali visibili, sia a oggetti estetici che devono mantenere un aspetto pulito.
Indicazioni per maker e prosumer: quando rinunciare all’Ironing
Dal lavoro emergono alcune linee guida generali utili per maker e prosumer che vogliono migliorare la qualità delle superfici superiori senza affidarsi all’ironing: ridurre in modo consistente la velocità di stampa degli strati superiori rispetto al resto del pezzo, utilizzare un’altezza layer più bassa per i pezzi in cui la qualità del top è importante, aumentare il numero di strati superiori e la densità del riempimento sottostante, curare l’allineamento tra pattern di infill e direzione delle linee del top layer, valutare un leggero incremento del flow per i top layers verificando però che non compaiano righe in rilievo. Queste strategie permettono di ottenere superfici di buona qualità in tempi complessivi competitivi, mantenendo il processo di stampa semplice e ripetibile anche su stampanti consumer. In contesti dove la qualità superficiale è ancora più critica, tecniche avanzate come il non‑planar ironing o tecnologie di finitura dedicate possono essere combinate con questa ottimizzazione di base.