Che differenza c’è tra termoplastici e termoindurenti
Per capire la portata del brevetto depositato da Proterial, è utile chiarire la distinzione fondamentale tra le due grandi famiglie di polimeri utilizzati nella manifattura additiva.
I termoplastici — come PLA, ABS, PETG, nylon o polipropilene — possono essere riscaldati e rifusi più volte senza perdere la loro struttura chimica di base. Questo li rende riciclabili per fusione: è sufficiente frantumarli, riscaldarli e riestrudere il materiale in nuovi filamenti o pellet. Quasi tutta la stampa 3D FFF (Fused Filament Fabrication) lavora con termoplastici.
I termoindurenti funzionano in modo radicalmente diverso. Una volta polimerizzati, i loro legami molecolari si reticolano in modo permanente: non possono più fondere né rifluire. Le resine usate nelle stampanti 3D a fotopolimerizzazione (SLA, DLP, MSLA) rientrano in questa categoria. Una volta curate, non è possibile riportarle allo stato originale per ricavarne nuovo feedstock. Questo rende il loro smaltimento e riciclo molto più complesso rispetto ai termoplastici.
Il brevetto di Proterial: JP-2026054806-A
Proterial Ltd. — azienda giapponese nata nel 2023 dalla ridenominazione di Hitachi Metals, con sede a Tokyo e attività che spaziano dai materiali magnetici avanzati alle leghe speciali, dai cavi ai componenti per l’industria automobilistica, aerospaziale ed elettronica — ha depositato il brevetto giapponese JP-2026054806-A, pubblicato il 30 marzo 2026. Il titolo ufficiale è “Method for manufacturing filaments and resin molded products, and method for material recycling thermosetting polymers”.
Il concetto alla base del brevetto è relativamente diretto: trasformare gli scarti termoindurenti difficili da riciclare in materiale di riempimento (filler) da incorporare in un filamento FFF a base termoplastica, aprendo una via di gestione per i flussi di rifiuto termoindurente che oggi non dispongono di percorsi di valorizzazione efficienti.
Come funziona il processo descritto nel brevetto
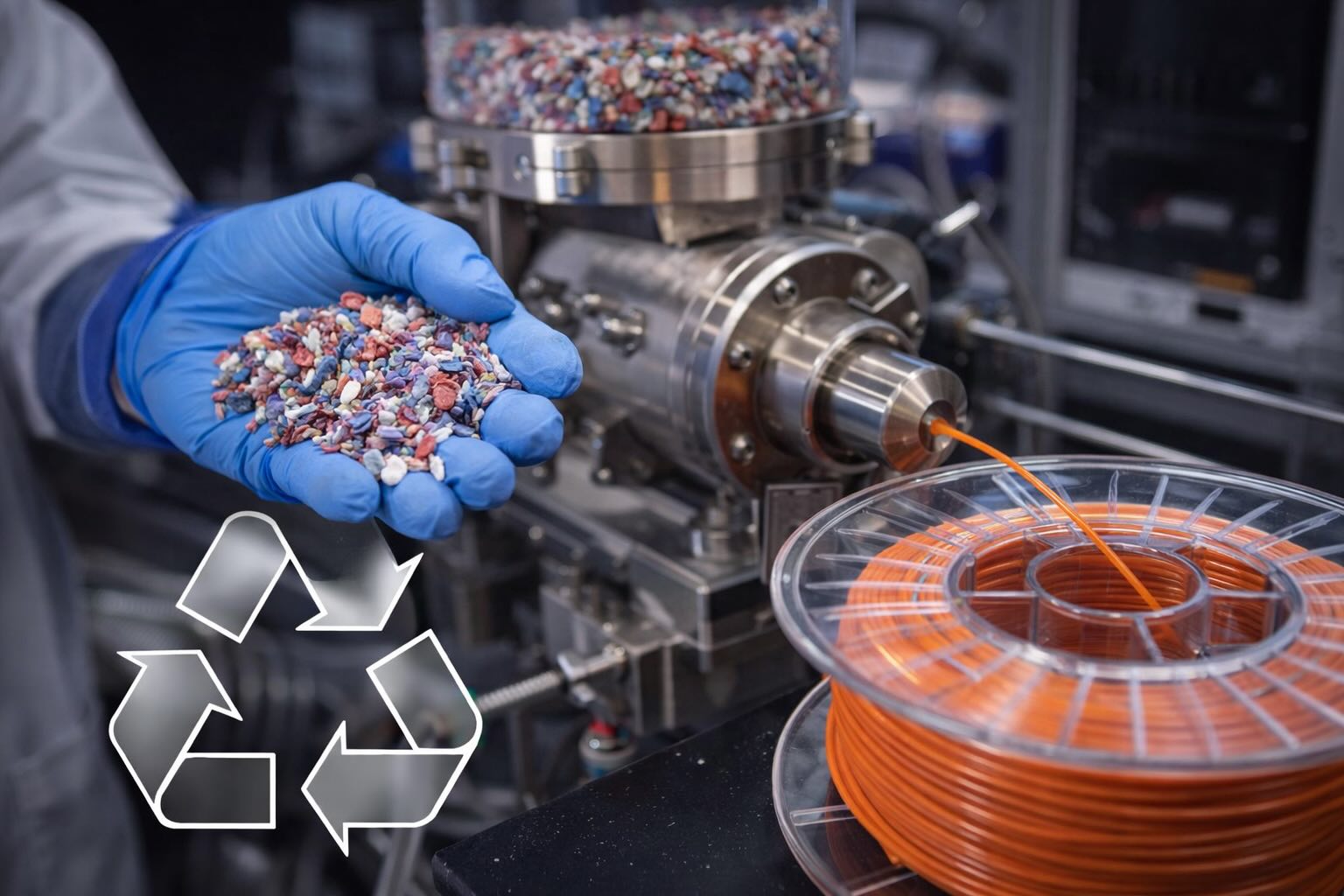
Il flusso di lavorazione descritto nell’abstract del brevetto si articola in quattro fasi: gli scarti termoindurenti vengono recuperati e lavorati meccanicamente per ottenere una polvere o un particolato (filler); questo filler viene miscelato con un polimero termoplastico di base; la miscela viene estrusa per produrre un filamento; il filamento viene poi utilizzato in una stampante 3D FFF per la produzione di oggetti tridimensionali.
La proporzione prevista dal brevetto stabilisce che il polimero termoplastico debba costituire almeno il 50% della massa del filamento, mentre il filler termoindurente riciclato può essere presente in una percentuale superiore a zero e fino al 50% della massa complessiva.
Questo approccio segue la logica del riciclo meccanico dei termoindurenti, che è anche il metodo più consolidato e praticabile a livello industriale: la macinazione in polvere o particelle fini, impiegata poi come componente secondario all’interno di matrici di altro tipo. La letteratura scientifica conferma che i termoindurenti, una volta curati, possono essere degradati e recuperati come filler attraverso trattamenti meccanici, termici o chimici, con diversi gradi di efficienza e applicabilità a seconda del tipo di polimero.
Il contesto industriale: perché il riciclo dei termoindurenti è un problema aperto
Gli scarti termoindurenti provengono da settori molto diversi: stampaggio di componenti epossidici, compositi rinforzati con fibra di vetro o carbonio (come quelli usati in aerospazio, automotive e pale eoliche), elettronica (circuiti stampati, encapsulanti), rivestimenti, resine fenoliche, melamminiche e poliestere insaturo. Si tratta di volumi rilevanti che ad oggi non dispongono di vie di recupero semplici e scalabili.
Le strategie esistenti includono l’incenerimento a recupero energetico (che distrugge il materiale), la pirolisi (che richiede impianti dedicati e genera prodotti di qualità variabile), la solvolisi chimica (costosa e non sempre applicabile a tutti i tipi di termoindurente) e il riciclo meccanico in polvere per impieghi a basso valore aggiunto, ad esempio come riempitivo in calcestruzzo o asfalto. La proposta di Proterial si colloca proprio su quest’ultimo filone, ma con l’obiettivo di portare il filler all’interno della filiera della produzione additiva, incrementando così il valore del materiale recuperato.
Potenziali vantaggi e benefici del filamento composito
Incorporare scarti termoindurenti macinati in un filamento termoplastico presenta alcune possibilità concrete. Sul fronte della sostenibilità, anche un impiego parziale di questa frazione difficilmente riciclabile ridurrebbe il volume di materiale destinato a discarica o incenerimento e potrebbe compensare una quota di resina vergine. Sul fronte delle proprietà del materiale, i filler in genere modificano la rigidità, la stabilità dimensionale, il comportamento termico e il costo del filamento. A seconda della fonte del termoindurente e della granulometria delle particelle, il filamento composito risultante potrebbe essere adatto a impieghi specifici come giunti, dime, attrezzature di produzione o componenti non estetici dove la duttilità non è il requisito principale.
Le domande ancora aperte e i limiti tecnici
Il brevetto descrive un concetto plausibile, ma lascia aperti numerosi aspetti tecnici determinanti per la fattibilità commerciale. Non specifica quale termoplastico venga utilizzato come matrice — le differenze tra PLA, polipropilene, nylon e ABS in termini di compatibilità con i filler sono significative. Non indica neppure quale tipo di termoindurente venga impiegato come scarto: la differenza tra resina epossidica, fenolica, composito in fibra di vetro o scarto di PCB elettronico è sostanziale sia in termini di composizione chimica che di comportamento del filler.
Dal punto di vista della stampabilità FFF, l’aggiunta di filler solido non fusibile pone diverse sfide pratiche: un eccesso di carica riduce la fluidità del fuso durante l’estrusione, aumenta l’usura degli ugelli (soprattutto se le particelle sono dure e abrasive), può indebolire l’adesione tra gli strati, aumentare la fragilità del filamento e renderne più difficile la manipolazione. Nessuno di questi problemi è insormontabile in linea di principio, ma la loro soluzione dipende da scelte molto precise di formulazione, granulometria e percentuale di carica.
Si tratta per ora di un brevetto — non di un prodotto commerciale. I brevetti registrano idee e approcci che spesso non arrivano mai a produzione. La fase successiva da osservare, se il progetto avanza, sarà la pubblicazione di dati specifici sulle prestazioni di stampa e sulle proprietà meccaniche dei pezzi ottenuti.
Chi è Proterial
Proterial Ltd. è un’azienda giapponese fondata nel 1910 e divenuta operativa con il nome attuale nel gennaio 2023, succedendo a Hitachi Metals. Ha il suo quartier generale a Tokyo e opera attraverso due divisioni principali: Advanced Metals e Advanced Components and Materials. I suoi prodotti sono presenti in settori come automotive, infrastrutture, elettronica, robotica industriale e aerospazio. Tra i materiali di punta figurano le leghe metalliche amorfe Metglas, i materiali magnetici Finemet, le leghe speciali per alte temperature e i cavi ad alta flessibilità per bracci robotici. Nell’anno fiscale 2021, Hitachi Metals registrava vendite per circa 942,7 miliardi di yen.
Il deposito di un brevetto su filamenti compositi con filler termoindurenti rappresenta per Proterial un passo al di fuori del suo perimetro tradizionale di materiali metallici e magnetici, suggerendo un interesse verso applicazioni nei polimeri ad alta funzionalità o verso la valorizzazione di scarti dai suoi processi produttivi esistenti.