La stampa 3D rotazionale apre la strada a reticoli programmabili che cambiano forma
Una ricerca su reticoli stampati in 3D che si deformano in modo programmato
Un gruppo di ricerca guidato da studiosi legati alla Harvard John A. Paulson School of Engineering and Applied Sciences, alla Harvard University, alla Stanford University e al Wyss Institute for Biologically Inspired Engineering ha sviluppato un metodo di stampa 3D multimateriale rotazionale per produrre filamenti e reticoli elastomerici capaci di cambiare forma in modo programmato. Il lavoro, intitolato “Rotational 3D printing of active-passive filaments and lattices with programmable shape morphing”, è firmato da Mustafa K. Abdelrahman, Jackson K. Wilt, Yeonsu Jung, Rodrigo Telles, Gurminder K. Paink, Natalie M. Larson, Joanna Aizenberg, L. Mahadevan e Jennifer A. Lewis. La ricerca viene indicata dal Larson Lab della Stanford University come pubblicazione su Proceedings of the National Academy of Sciences nel 2026, mentre la versione arXiv risulta depositata il 5 marzo 2026.
Che cosa significa stampa 4D in questo contesto
Si usa il caso per spiegare un tema centrale della stampa 4D: non basta produrre un oggetto tridimensionale, ma si progetta una geometria che può modificarsi dopo la fabbricazione quando riceve uno stimolo. In questa ricerca lo stimolo considerato è il calore. I reticoli stampati sono progettati per espandersi, contrarsi o deformarsi fuori piano quando vengono sottoposti a cicli termici. Il punto tecnico non è solo la scelta del materiale, ma il modo in cui l’orientamento interno dei materiali viene scritto dentro ogni filamento durante la deposizione.
Il passaggio chiave: controllare curvatura e torsione del filamento
La novità principale è la possibilità di codificare direttamente nel filamento una combinazione di curvatura e torsione. I ricercatori descrivono una strategia “filament-centric”, cioè centrata sul singolo filamento, nella quale la stampa 3D multimateriale rotazionale consente di prescrivere il campo naturale di curvatura e torsione del materiale. In pratica, il filamento non è più solo un elemento strutturale passivo, ma diventa una piccola unità programmata che può piegarsi, avvolgersi o torcersi in una direzione stabilita dal processo di stampa.
Filamenti Janus con una parte attiva e una parte passiva
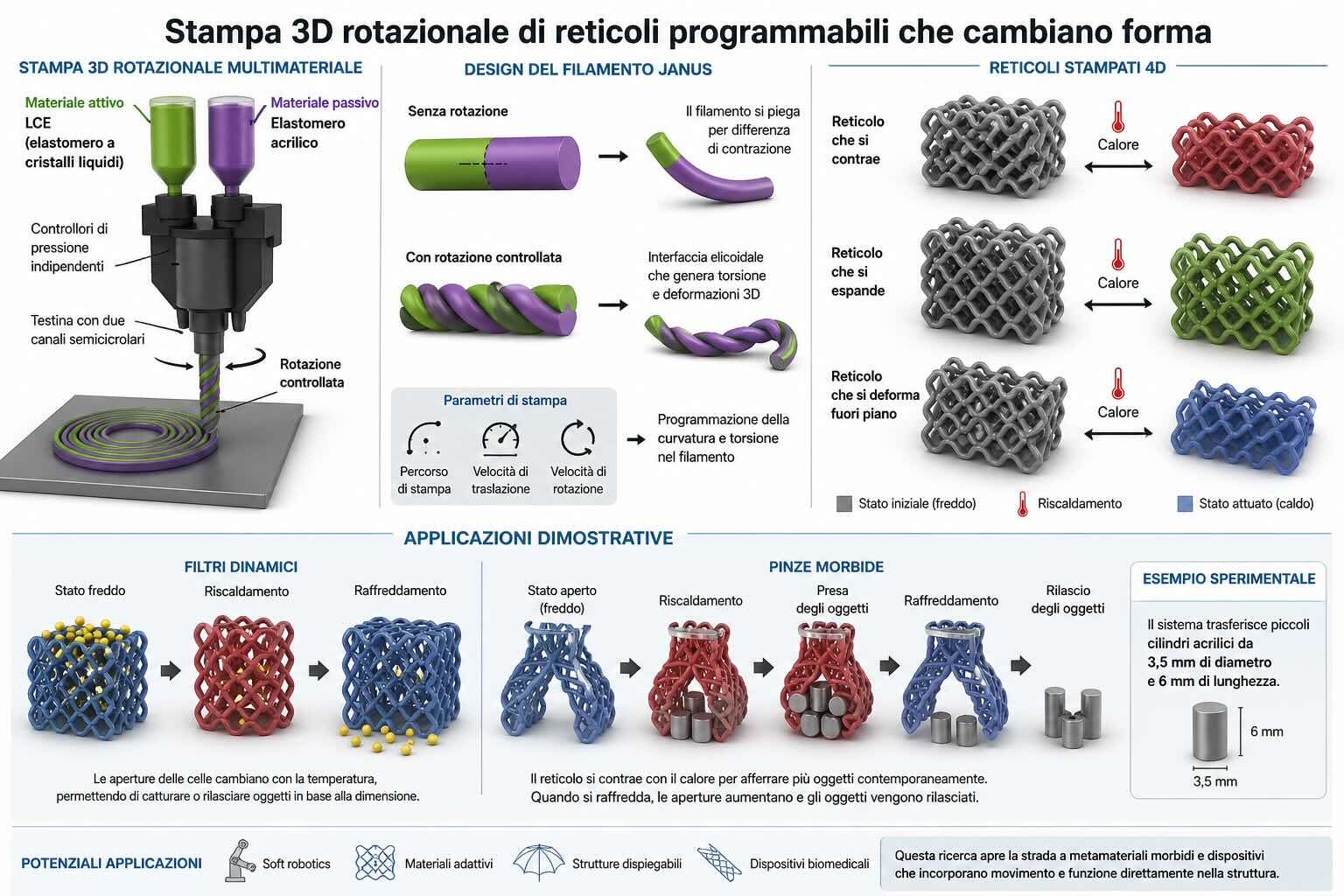
La ricerca si basa su filamenti multimateriale di tipo Janus, formati da una regione attiva e una regione passiva. La parte attiva è costituita da un elastomero a cristalli liquidi, indicato come LCE, mentre la parte passiva è un elastomero acrilico. Quando il materiale viene riscaldato oltre la temperatura di transizione nematico-isotropica, le regioni LCE si contraggono lungo la direzione di allineamento dei mesogeni, mentre le regioni passive rimangono quasi invariate. Questa differenza genera una deformazione controllata, simile al principio di una lamina bimetallica, ma con un livello di controllo geometrico più fine perché l’orientamento dell’interfaccia interna può essere modificato durante la stampa.
Una testina a due canali semicircolari e rotazione controllata
Per produrre questi filamenti, il gruppo ha utilizzato una testina personalizzata con due canali semicircolari che convergono in un’uscita da 1 mm. Le siringhe contenenti gli inchiostri attivo e passivo sono collegate a controllori di pressione indipendenti, mentre la rotazione della testina permette di posizionare le due fasi all’interno della sezione del filamento. Se la testina non ruota, il filamento si comporta come un classico elemento Janus che si piega per differenza di contrazione. Se la rotazione viene controllata lungo il percorso, l’interfaccia tra materiale attivo e passivo assume un andamento elicoidale, generando torsione e deformazioni tridimensionali.
Dalla deposizione del materiale alla deformazione programmata
La stampa 3D rotazionale multimateriale consente quindi di legare tre parametri: percorso di stampa, velocità di traslazione e velocità di rotazione. Variando questi parametri, i ricercatori possono stabilire in anticipo come il filamento reagirà al calore. Il materiale non cambia forma in modo casuale: la risposta è programmata nella distribuzione spaziale delle regioni attive e passive. Il lavoro include anche simulazioni basate su modelli di aste elastiche discrete, usate per prevedere il comportamento osservato nei filamenti Janus e nei reticoli composti da questi elementi.
Reticoli che si contraggono, si espandono o escono dal piano
Il gruppo ha stampato reticoli architettati composti da celle formate da filamenti sinusoidali. Alcune configurazioni si contraggono in modo reversibile, altre si espandono, altre ancora producono deformazioni fuori piano. Questo aspetto è rilevante perché molte dimostrazioni di stampa 4D riescono a ottenere pieghe o curvature semplici, ma fanno fatica a controllare torsioni e risposte tridimensionali complesse. In questo caso il controllo avviene a livello del filamento, prima ancora che a livello della struttura completa.
Applicazioni dimostrative: filtri dinamici e pinze morbide
I ricercatori hanno mostrato due applicazioni dimostrative: filtri dinamici e pinze morbide. Nei filtri, l’apertura delle celle cambia con la temperatura, permettendo di catturare o rilasciare oggetti in base alla dimensione e alla geometria. Nelle pinze, il reticolo si contrae quando viene riscaldato e può afferrare più oggetti contemporaneamente. In una prova descritta nello studio, il sistema trasferisce piccoli cilindri acrilici da 3,5 mm di diametro e 6 mm di lunghezza; quando il reticolo viene raffreddato, le aperture aumentano e gli oggetti vengono rilasciati nelle posizioni previste.
Perché questa ricerca interessa soft robotics e strutture adattive
Il campo della soft robotics cerca materiali e strutture capaci di muoversi senza affidarsi solo a giunti rigidi, motori e assemblaggi meccanici convenzionali. I reticoli stampati con questa tecnica potrebbero funzionare come attuatori distribuiti: ogni elemento della struttura contribuisce alla deformazione complessiva. Gli autori indicano possibili applicazioni in materiali adattivi, robotica morbida e strutture dispiegabili. Il principio potrebbe essere esteso oltre gli elastomeri a cristalli liquidi, includendo idrogel, polimeri a memoria di forma ed elastomeri dielettrici, con prestazioni dipendenti da ampiezza di attuazione, tempo di risposta e durata del materiale.
Il rapporto con studi precedenti sulla stampa multimateriale rotazionale
La ricerca si inserisce in un filone già avviato dal gruppo di Jennifer A. Lewis. Nel 2023, Natalie M. Larson, Jochen Mueller, Alex Chortos, Zoey S. Davidson, David R. Clarke e Jennifer A. Lewis avevano pubblicato su Nature un lavoro sulla stampa multimateriale rotazionale di filamenti con controllo subvoxel. Quel lavoro mostrava come una testina multimateriale rotante potesse produrre filamenti elicoidali con angolo di elica, spessore degli strati e area di interfaccia controllabili. Lo studio sui reticoli morphing utilizza questa base concettuale per passare dal controllo della microarchitettura del filamento alla programmazione della sua deformazione funzionale.
Materiali, fornitori e strumentazione citati nello studio
La ricerca non viene presentata come progetto industriale di un’azienda di stampanti 3D, ma nella sezione sperimentale compaiono diversi fornitori di materiali e strumenti. Tra i nomi citati ci sono Synthon Chemicals, Fisher Scientific, Cabot, Oakwood Products, Allnex, TCI Chemicals, Sartomer, Sigma-Aldrich, Smooth-On, Alicat Scientific, Lumen Dynamics Inc., TA Instruments, Imaging Development Systems Inc., Canon e Fluke. Queste aziende non vanno interpretate come coautrici dello studio, ma come fornitori di monomeri, fotoiniziatori, silice, resine, pigmenti, controllori di pressione, lampade UV e strumenti di misura usati nel protocollo sperimentale.
Limiti tecnici da considerare
La tecnica è promettente sul piano scientifico, ma non va confusa con una soluzione immediatamente trasferibile alle stampanti 3D desktop comuni. Il metodo richiede inchiostri formulati per direct ink writing, coestrusione multimateriale, controllo della rotazione dell’ugello, polimerizzazione UV e toolpath personalizzati. Si sottolinea che i normali slicer non gestiscono in modo nativo la sincronizzazione tra percorso, rotazione, materiali e miscelazione interna, quindi servono strumenti software dedicati. Anche la produttività può essere limitata, perché la deposizione di materiali attivi e passivi con rotazione controllata richiede condizioni di processo più lente e precise rispetto a molti sistemi FFF standard.
Perché il lavoro è importante per la manifattura additiva
Il risultato più interessante non è la singola pinza o il singolo filtro dimostrativo, ma la possibilità di trattare il filamento come un elemento funzionale programmabile. Nella manifattura additiva tradizionale, il filamento o l’inchiostro serve soprattutto a costruire forma e volume. In questa ricerca, invece, il filamento incorpora già una risposta meccanica futura. Questo sposta l’attenzione dalla sola geometria esterna dell’oggetto alla distribuzione interna dei materiali, aprendo una strada verso metamateriali morbidi, dispositivi adattivi, componenti dispiegabili e sistemi robotici con movimento incorporato nella struttura.