Nella stampa 3D FFF il calore arriva quasi sempre dall’esterno. Il filamento entra nell’estrusore, attraversa una zona riscaldata, si ammorbidisce o fonde e viene spinto attraverso l’ugello. È un sistema semplice, economico e maturo, ma mostra limiti evidenti quando si passa dai polimeri standard ai materiali caricati, ai compositi rinforzati e ai filamenti con fibre conduttive.
Una proposta attribuita alla Dalian University of Technology lavora su un’idea diversa: usare il filamento composito come parte attiva del sistema di riscaldamento. Invece di trasferire tutto il calore da un blocco metallico caldo al materiale, si fa passare corrente attraverso la fase conduttiva del composito. La fibra, o l’additivo conduttivo presente nel filamento, genera calore per effetto Joule e porta energia termica direttamente all’interno del materiale. L’articolo di partenza descrive questa impostazione come un brevetto della Dalian University of Technology dedicato a filamenti termoplastici rinforzati con fibre conduttive; la stessa università presenta sul proprio sito attività di ricerca e laboratori in ambito tecnico e ingegneristico.
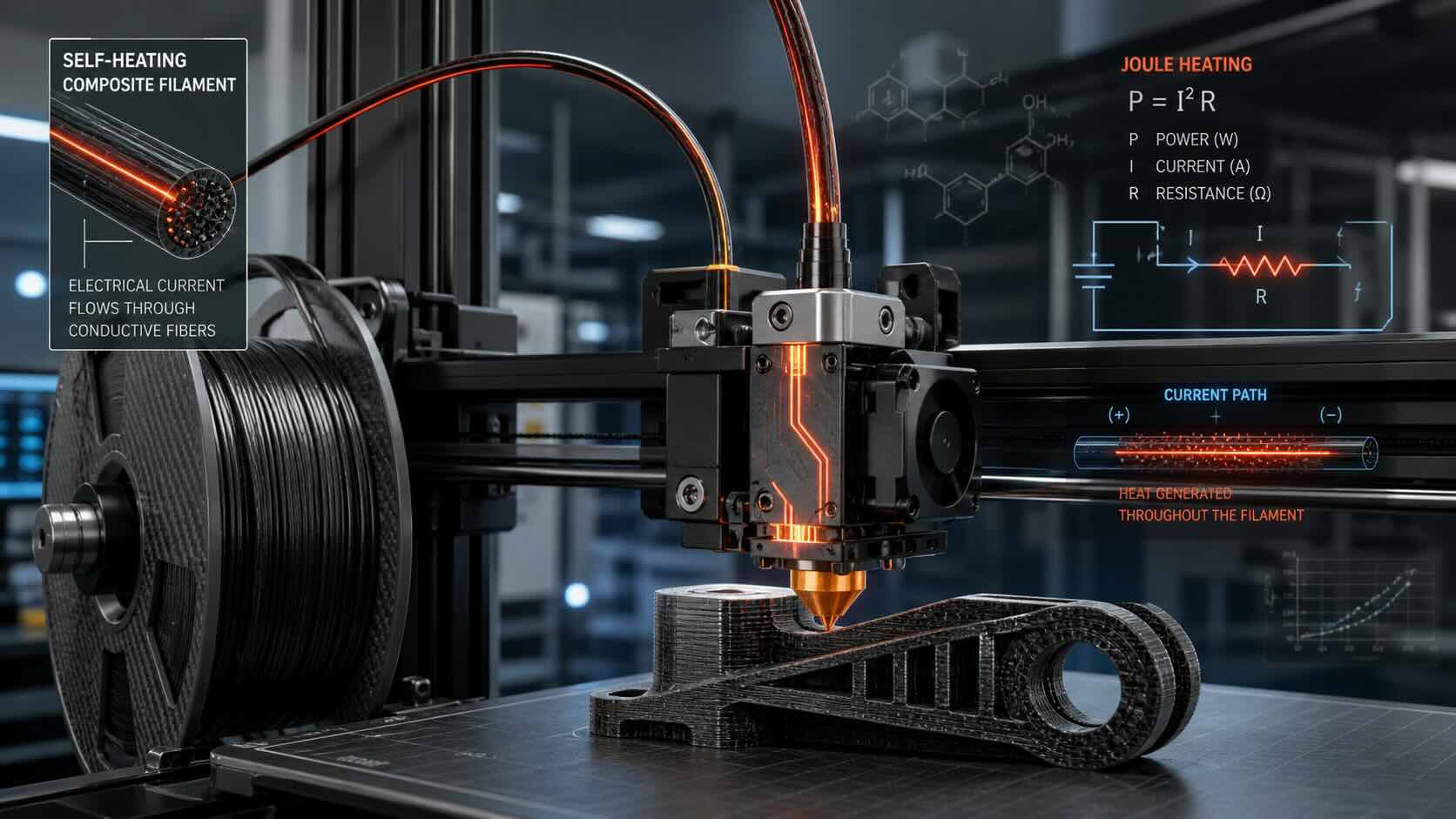
L’effetto Joule nella stampa 3D
L’effetto Joule è il fenomeno per cui un materiale attraversato da corrente elettrica dissipa energia sotto forma di calore. In una resistenza elettrica questo principio è usato da decenni; in una stampante 3D il concetto diventa più interessante se il “corpo riscaldante” non è una cartuccia esterna, ma il filamento stesso.
Perché questo abbia senso, il materiale deve condurre elettricità. Un PLA puro o un ABS standard non sono adatti. Un composito con fibra di carbonio, nanotubi di carbonio, grafene o altre cariche conduttive può invece diventare parte del circuito. Il calore nasce nel punto in cui la corrente incontra la resistenza elettrica del materiale, e questo può ridurre il ritardo tipico del riscaldamento dall’esterno verso l’interno.
Il tema non è nuovo in senso assoluto. Una tesi del Massachusetts Institute of Technology del 2019 ha studiato il riscaldamento resistivo Joule come metodo per aumentare il trasferimento di calore in un feedstock composito conduttivo per FFF, indicando anche la necessità di un liquefier elettricamente isolante per far convivere conduzione termica e riscaldamento Joule nella stessa zona di processo.
Perché i compositi complicano l’hot end tradizionale
I filamenti caricati con fibre danno vantaggi meccanici, ma introducono problemi pratici. La fibra può modificare la viscosità del materiale fuso, aumentare l’abrasione dell’ugello, rendere meno uniforme il trasferimento termico e creare differenze tra la parte esterna e il nucleo del filamento. In un hot end convenzionale il calore entra soprattutto dalla superficie: prima si scalda l’esterno, poi l’energia deve diffondersi verso il centro.
Questa dinamica limita la portata, soprattutto quando si lavora con filamenti più grandi, materiali ad alta temperatura o sistemi ad alta velocità. Se il nucleo non raggiunge la temperatura corretta, il materiale non fluisce in modo stabile. Se invece si alza troppo la temperatura dell’hot end, si rischiano degradazione del polimero, intasamenti, stringing o instabilità di estrusione.
Uno studio pubblicato su Scientific Reports nel 2025 sui filamenti continui rinforzati per FDM sottolinea che l’integrazione dei compositi in additive manufacturing resta complessa per fattori come allineamento delle fibre, rottura delle fibre, adesione interfacciale e ottimizzazione del processo. Lo stesso lavoro mostra che i rinforzi continui possono aumentare in modo netto le prestazioni meccaniche, ma solo se il processo di produzione e deposizione del filamento è controllato con attenzione.
Il filamento come materiale e come elemento riscaldante
Il punto più interessante della proposta è la doppia funzione del filamento. Il materiale non serve solo a costruire il pezzo, ma partecipa anche alla generazione del calore necessario per depositarlo. In una possibile configurazione, il sistema dovrebbe collegare il filamento a elettrodi, verificare la continuità del circuito, calcolare corrente, tensione e distanza degli elettrodi, misurare la temperatura e regolare l’alimentazione elettrica per mantenere il materiale entro una finestra termica utile.
Qui si capisce perché l’idea è promettente, ma anche difficile da trasformare in una macchina affidabile. Il filamento è in movimento, viene spinto da ruote o ingranaggi, cambia posizione, può consumarsi, può avere variazioni di diametro e può presentare una distribuzione non perfettamente uniforme della fase conduttiva. Mantenere un contatto elettrico stabile senza ostacolare l’avanzamento del materiale non è banale.
Un precedente cinese, il brevetto CN110861295A, descrive un dispositivo per manifattura additiva di filamento composito in fibra di carbonio basato su calore Joule: il sistema comprende alimentatore Joule, trainafilo, ugello conduttivo e substrato conduttivo, e sfrutta la corrente nel materiale per portare rapidamente in temperatura la fibra e fondere la resina prima della deposizione. Il documento indica anche problemi pratici come contatto elettrico, resistenze, arco e controllo locale della temperatura.
Meno massa sull’estrusore, più calore dove serve
Una delle ricadute più interessanti riguarda la progettazione della testa di stampa. Se una parte importante del calore viene generata dentro il filamento, l’hot end potrebbe diventare più leggero o meno vincolato alla classica architettura con blocco riscaldante, cartuccia, termistore e nozzle ad alta massa termica.
Questo punto conta soprattutto per le macchine grandi, per i sistemi robotici e per la stampa di compositi su braccio antropomorfo. Una testa più leggera può accelerare meglio, vibrare meno e ridurre l’inerzia sul sistema di movimentazione. Nel grande formato, dove la portata di materiale può essere elevata, spostare una parte del riscaldamento nel materiale stesso potrebbe aiutare a ridurre la dimensione del gruppo termico.
La tesi del MIT citata sopra nasceva proprio dal problema della produttività nella FFF: conduzione del calore nel feedstock, velocità del gantry ed estrusione tramite pinch wheel possono diventare fattori limitanti. In quel lavoro il riscaldamento resistivo era studiato come modo per aumentare il trasferimento di calore in un materiale composito conduttivo.
Il collegamento con fibra di carbonio, nanotubi e materiali funzionali
Il candidato naturale per questa tecnica è il composito con fibra di carbonio. La fibra di carbonio può condurre elettricità e viene già usata nei filamenti per aumentare rigidità, stabilità dimensionale e resa superficiale. Il problema è che non tutti i compositi “carbon filled” sono uguali: fibre corte, fibre continue, percentuale di carica, orientamento, contatto tra le fibre e qualità dell’impregnazione cambiano molto il comportamento elettrico e termico.
Un filamento con fibre corte disperse in modo irregolare potrebbe avere una conducibilità meno prevedibile. Un filamento con rinforzo continuo può offrire un percorso elettrico più chiaro, ma introduce difficoltà nella produzione del materiale e nella gestione dell’estrusione. Lo studio su Scientific Reports sui filamenti compositi continui mostra proprio quanto la produzione del feedstock sia una parte decisiva: impregnazione, rivestimento uniforme e continuità del rinforzo incidono sulla qualità finale del materiale.
Per i materiali non conduttivi, come molti compositi con fibra di vetro, l’approccio non funziona allo stesso modo. Servirebbe una carica conduttiva aggiuntiva, oppure un’architettura del filamento pensata per integrare un percorso elettrico. Questo rende la tecnologia più adatta a materiali specializzati che a filamenti generici da desktop.
Un precedente industriale: BASF ed Essentium
Una tecnologia collegata per principio, anche se diversa nell’obiettivo, è FlashFuse di Essentium. Nel 2017 BASF ed Essentium annunciarono una collaborazione per sviluppare parti FFF più robuste: BASF portava competenze e materiali polimerici, mentre Essentium forniva la tecnologia FlashFuse, descritta come una saldatura elettrica in situ per migliorare l’adesione tra layer. In quel caso il fuoco era soprattutto sulla resistenza lungo l’asse Z e sull’isotropia del pezzo stampato, non sulla sostituzione dell’hot end.
La differenza è importante. FlashFuse lavorava sul consolidamento tra strati, usando materiali o rivestimenti sensibili all’energia elettrica o elettromagnetica. L’idea dei filamenti autoriscaldanti per estrusione lavora invece a monte: portare il materiale in condizione di deposizione sfruttando il riscaldamento interno del composito. I due approcci appartengono alla stessa famiglia concettuale — usare la risposta elettrica del materiale — ma risolvono problemi diversi.
Perché questa tecnologia interessa anche ambienti difficili
Un campo citato nelle discussioni su questi sistemi è la stampa in ambienti a bassa pressione o in vuoto. In assenza d’aria cambiano molte ipotesi termiche. La convezione non aiuta a distribuire o smaltire il calore come in ambiente atmosferico, e i sistemi tradizionali devono essere ripensati. Se il calore viene generato nel materiale, il processo può diventare più controllabile in condizioni dove il trasferimento termico per aria è assente o ridotto.
Questo non significa che una stampante FFF autoriscaldante sia pronta per l’uso orbitale o spaziale. Significa che il principio è interessante per applicazioni in cui peso, semplicità della testa, efficienza energetica e localizzazione del calore contano più del costo del filamento. Manifattura remota, robotica, riparazioni in ambienti difficili e compositi strutturali potrebbero essere i primi ambiti da osservare.
I problemi da risolvere prima di un prodotto commerciale
La parte più delicata resta il controllo. Per una stampante FFF classica è già complesso mantenere costante la temperatura dell’hot end mentre cambiano velocità, materiale e flusso. In un sistema Joule, la macchina dovrebbe controllare anche resistenza elettrica, corrente, tensione, contatto sugli elettrodi e posizione del filamento.
Ci sono poi rischi specifici: punti caldi, arco elettrico, usura dei contatti, ossidazione, rottura delle fibre, variazioni di conducibilità tra lotti di materiale, difficoltà di calibrazione e compatibilità con sensori termici. Il brevetto CN110861295A, pur riferito a un dispositivo specifico, cita proprio la gestione dell’arco e del controllo locale della temperatura come elementi tecnici della soluzione.
Un altro punto è la sicurezza. Una stampante che porta corrente nel filamento deve isolare bene le parti metalliche, gestire interruzioni del circuito, evitare contatti indesiderati e impedire che il materiale diventi un percorso elettrico non controllato. Questo non è impossibile, ma sposta la complessità dall’hot end meccanico-termico al sistema elettro-termico.
Non una stampante senza calore, ma una diversa distribuzione del calore
L’idea di una FFF “senza hot end” è suggestiva, ma va letta con prudenza. Anche se il filamento genera calore internamente, la macchina può comunque aver bisogno di una guida termica, di un ugello, di una zona di confinamento del materiale e di un controllo accurato della deposizione. Più che eliminare l’hot end, la tecnologia potrebbe ridurne il ruolo o modificarne la forma.
In una prima applicazione industriale è più realistico immaginare un sistema ibrido: un hot end meno gravoso che precondiziona il materiale e un riscaldamento Joule che completa o accelera la fusione. In questo modo si potrebbero ridurre tempi di risposta e carico termico, mantenendo però un’architettura più vicina alle macchine esistenti.
Cosa potrebbe cambiare per la stampa 3D dei compositi
Se la tecnologia venisse sviluppata in modo affidabile, il vantaggio non sarebbe solo stampare più in fretta. Il vero interesse sarebbe avere una gestione termica più vicina al materiale. Nei compositi, la finestra corretta tra ammorbidimento del polimero, integrità della fibra e adesione tra strati è spesso stretta. Generare calore dentro la fase rinforzante può offrire un controllo diverso rispetto al semplice aumento della temperatura del blocco riscaldante.
Per il mercato desktop questa tecnologia non sembra destinata a una diffusione immediata. Richiede filamenti dedicati, elettronica di potenza, sensori e controlli più complessi. Per applicazioni professionali e di ricerca, invece, l’idea merita attenzione: compositi in fibra di carbonio, grandi formati, robotica e produzione in ambienti non convenzionali sono settori dove il costo del sistema può essere giustificato da prestazioni o semplificazioni operative.
Una direzione da seguire, non un prodotto pronto
La proposta legata alla Dalian University of Technology va quindi vista come una direzione di ricerca più che come un annuncio commerciale. Non risulta una stampante acquistabile basata su questo brevetto, né una linea di filamenti già disponibile per questo specifico processo. Il valore della notizia sta nell’indicare una tendenza: i materiali per additive manufacturing non vengono più pensati solo come “materia da depositare”, ma anche come componenti funzionali del processo.
La stampa 3D a filamento è nata con un principio semplice: scaldare un polimero e spingerlo fuori da un ugello. Con i compositi conduttivi, quel principio può essere riletto. Il calore non deve per forza arrivare solo dall’esterno. In alcuni materiali può nascere nel filamento, essere regolato elettricamente e diventare parte del controllo di processo. Per arrivare a una macchina stabile serviranno prove, standard di sicurezza e materiali coerenti tra produzione e stampa, ma la strada tecnica è concreta e si inserisce in un filone già esplorato da università, brevetti e aziende come BASF ed Essentiu