Prusa studia un workflow modulare per rendere più controllata la stampa 3D a resina
La stampa 3D a resina offre da anni una qualità di dettaglio difficile da ottenere con le comuni tecnologie a filamento. Miniature, modelli dentali, gioielleria, prototipi ad alta definizione e piccoli componenti tecnici sono alcuni degli ambiti in cui i sistemi SLA, DLP e MSLA trovano spazio. Il problema, però, non è soltanto stampare bene. Il punto critico arriva spesso dopo: lavaggio, asciugatura, polimerizzazione UV, gestione della resina residua e tracciabilità dei parametri.
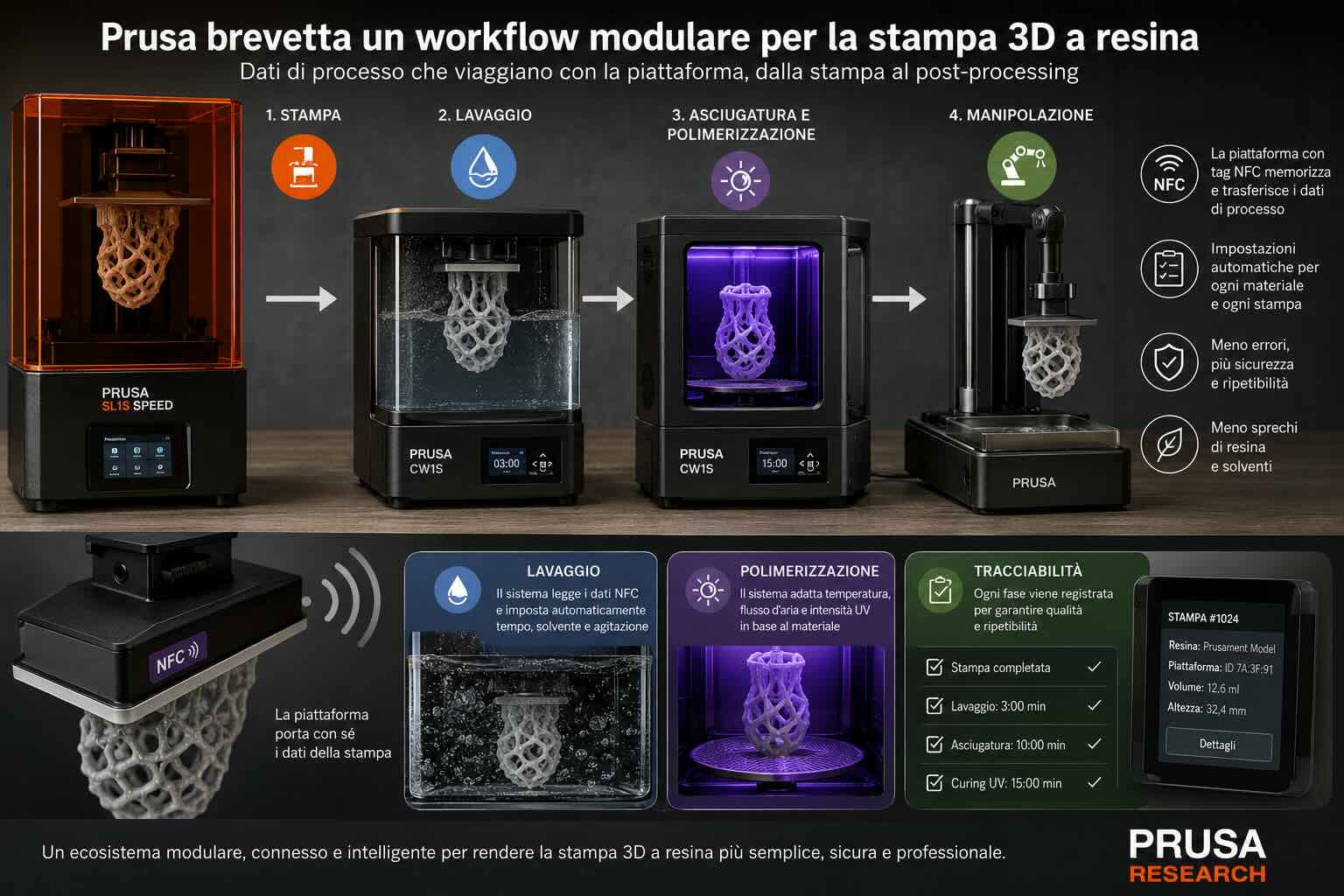
È su questa parte del processo che si concentra una domanda di brevetto depositata in Repubblica Ceca da Prusa Research. La domanda, indicata come CZ2024445-A3, descrive un sistema modulare per collegare stampante 3D a resina, stazione di lavaggio, unità di polimerizzazione e manipolatore di trasferimento, facendo viaggiare i dati di processo insieme alla piattaforma di costruzione.
Il limite pratico della stampa 3D a resina
Chi utilizza una stampante resin conosce bene la sequenza: il pezzo viene prodotto sulla piattaforma, ma appena terminata la stampa è ancora coperto da resina non polimerizzata. Deve essere rimosso con attenzione, lavato in un solvente adatto o in acqua nel caso di materiali specifici, asciugato e poi sottoposto a polimerizzazione UV. Se i tempi sono sbagliati, se il solvente non è adatto o se l’esposizione UV non è sufficiente, il risultato può essere un componente appiccicoso, fragile, deformato o non conforme alle proprietà previste dal materiale.
Questo problema è particolarmente importante quando la stampa 3D a resina viene usata in ambito professionale. Un modellino estetico può tollerare qualche differenza di finitura; un bite dentale, una guida chirurgica, un componente biocompatibile o un prototipo tecnico richiedono invece parametri più controllati. Non basta che il file sia corretto e che la stampante abbia completato il job: il pezzo deve essere lavato e polimerizzato nel modo previsto dal produttore del materiale.
La stessa Prusa, nella documentazione della sua CW1/S, descrive la stazione Cure/Wash come un dispositivo compatto per lavare, asciugare e polimerizzare le stampe in resina. La macchina rileva la presenza del serbatoio IPA, usa un’elica magnetica per agitare il liquido e combina ventole, LED UV e piattaforma rotante per asciugatura e curing.
L’idea centrale: la piattaforma porta con sé i dati
Il brevetto Prusa affronta la questione con un concetto semplice: la piattaforma di stampa non deve essere solo un supporto meccanico, ma anche un elemento identificabile dal sistema. Nel documento viene descritta una piattaforma dotata di un tag NFC riscrivibile. Stampante, stazione di lavaggio e unità di curing possono leggere e scrivere informazioni su questo tag.
In pratica, quando la stampa termina, il sistema non si limita a consegnare all’utente un piatto con i pezzi attaccati. Porta con sé anche i dati necessari per trattarli. Tra le informazioni possono esserci il tipo di resina utilizzata, la dimensione dei componenti, la posizione sulla piattaforma, i parametri del job e altri dati utili alle fasi successive. La stazione di lavaggio può leggere queste informazioni e impostare il programma più adatto: durata, quantità di liquido, tipo di lavaggio e, dove previsto, scelta del mezzo di pulizia.
Lo stesso principio vale per la fase di polimerizzazione. L’unità UV può ricevere i dati del pezzo e regolare temperatura di asciugatura, flusso d’aria e intensità di esposizione. L’obiettivo non è rendere più “intelligente” un singolo dispositivo, ma costruire una catena in cui ogni stazione sappia cosa è stato stampato e come deve essere trattato.
Perché il post-processing non può essere uguale per tutti i materiali
Uno dei motivi per cui questa impostazione ha senso è la crescente varietà delle resine. Nel catalogo Prusa e Prusament si trovano materiali per modellismo, prototipazione, applicazioni dentali e usi tecnici. La Original Prusa SL1S SPEED, ad esempio, viene presentata come stampante MSLA con display LCD monocromatico e array UV LED, compatibile con diverse resine e inserita in un flusso che include PrusaSlicer, la stampante e l’unità CW1S per lavaggio, asciugatura e polimerizzazione.
Prusa sottolinea inoltre di aver sviluppato workflow certificati per resine biocompatibili in ambito dentale attraverso il sistema Original Prusa Medical One. In quel contesto, la corretta lavorazione del materiale non è un dettaglio: è parte del processo che consente di usare componenti a contatto con il paziente.
Una resina per modellismo, una resina calcinabile per gioielleria, una resina dentale e una resina tecnica caricata non richiedono sempre lo stesso trattamento. Possono cambiare viscosità, sensibilità alla luce, tempo di lavaggio, tempo di curing, compatibilità con il solvente e comportamento dopo l’esposizione UV. Se l’utente deve impostare ogni passaggio a mano, aumenta il rischio di errore. Un sistema che trasferisce i dati tra le stazioni riduce questa dipendenza dall’operatore.
Non una cella completamente robotizzata, ma un sistema modulare
Un aspetto interessante della proposta è la modularità. Prusa non descrive solo una macchina monolitica che fa tutto al suo interno. L’idea è più vicina a una piccola linea composta da moduli separati: stampante, lavaggio, curing e manipolazione. In questo modo più stampanti potrebbero condividere un numero inferiore di stazioni di lavaggio e polimerizzazione.
Questa impostazione è coerente con i tempi diversi delle varie fasi. La stampa può durare ore, mentre lavaggio e curing possono richiedere tempi più brevi. In un laboratorio o in un piccolo reparto produttivo non sempre ha senso avere una stazione di lavaggio e una stazione UV dedicate a ogni singola stampante. Un sistema modulare consente di dimensionare meglio il flusso: più stampanti da una parte, meno unità di post-processing dall’altra, con passaggio dei dati tramite piattaforma e tag.
Il vantaggio non sarebbe solo lo spazio sul banco. In un ambiente con più utenti, più materiali e più job, il rischio maggiore è confondere i cicli. Un pezzo può essere lavato troppo poco, un altro può essere esposto troppo a lungo agli UV, un terzo può finire nel solvente sbagliato. La memoria collegata alla piattaforma serve a ridurre queste situazioni.
La gestione della resina residua
La domanda di brevetto affronta anche il tema della resina non utilizzata. Nel workflow descritto, la stampante può riempire automaticamente la vasca, monitorare il livello e riportare la resina non consumata nella cartuccia attraverso un sistema filtrato. Viene citata anche una vasca inclinabile in due direzioni, utile per raccogliere i residui e gestire meglio il materiale rimasto dopo la stampa.
Questo punto è pratico. La resina liquida è costosa, sporca facilmente l’area di lavoro e richiede attenzione nella manipolazione. Ridurre gli sprechi significa anche contaminare meno il solvente di lavaggio, diminuire i travasi manuali e rendere più ordinata la gestione del materiale. In un contesto domestico è una comodità; in un contesto professionale può incidere su costi, sicurezza e ripetibilità.
Sicurezza e ambiente di lavoro
Il brevetto cita anche elementi pensati per limitare il contatto diretto con resina e vapori. La stazione di lavaggio descritta prevede una copertura sigillata, aspirazione dei vapori e filtro a carbone attivo. Il manipolatore include una vaschetta di raccolta e una maniglia, così da ridurre gocce e contatti indesiderati durante il trasferimento.
La stampa 3D a resina richiede sempre attenzione: guanti, ventilazione e corretta gestione dei liquidi restano necessari. Un workflow più chiuso non elimina le precauzioni, ma può rendere più pulito il passaggio tra le fasi. Meno travasi, meno esposizione del pezzo all’aria e meno manipolazione manuale significano anche meno occasioni di sporcare il banco o toccare materiale non polimerizzato.
Il collegamento con la strategia Prusa
Prusa Research è conosciuta soprattutto per le stampanti FDM open-source e per l’ecosistema costruito attorno a PrusaSlicer, Printables, firmware, materiali e accessori. Nel settore resin, l’azienda ha già una propria piattaforma con la SL1S SPEED, la CW1S e il sistema Medical One per applicazioni dentali.
La domanda di brevetto va letta dentro questo contesto: non è soltanto una protezione legale su un’idea tecnica, ma anche un segnale di interesse verso workflow più integrati. Prusa ha parlato più volte del rapporto tra open-source, brevetti e sostenibilità dello sviluppo hardware. In un intervento del 2023, Josef Průša scriveva che l’azienda restava fedele alle proprie radici open-source e che PrusaSlicer sarebbe rimasto open-source, ma indicava anche il peso crescente dei brevetti nel settore della stampa 3D.
Nel 2025, con la pubblicazione dei file CAD di CORE One sotto la nuova Open Community License, Prusa ha spiegato che la semplice pubblicazione open-source non impedisce sempre a terzi di depositare brevetti su idee già note; contestare questi casi può richiedere tempo e costi elevati.
Questo rende più comprensibile la scelta di depositare brevetti anche da parte di un’azienda legata alla cultura open-source. Un brevetto può essere usato per chiudere un mercato, ma può anche servire come difesa in un settore dove la proprietà intellettuale è diventata più aggressiva. Nel caso del workflow resin, resta da capire se Prusa userà questa tecnologia in un prodotto commerciale e se il formato dati NFC sarà aperto, documentato o controllato dall’ecosistema Prusa.
Perché NFC può essere adatto a questo tipo di workflow
L’uso di NFC è interessante perché non richiede necessariamente connettività complessa. Un tag montato sulla piattaforma può essere letto a breve distanza, non ha bisogno di batteria e può contenere dati sufficienti per identificare il job e richiamare i parametri corretti. È un approccio più semplice rispetto a un sistema completamente cloud o a una rete complessa tra dispositivi.
Per una stampante resin, il punto non è trasferire grandi quantità di dati. I file di stampa rimangono gestiti da slicer e macchina. La piattaforma deve portare informazioni operative: quale materiale è stato usato, quale programma di lavaggio serve, quali parametri di curing sono consigliati, eventualmente quale lotto di resina o quale vasca è stata impiegata. Questo può essere sufficiente per evitare molte impostazioni manuali.
Il concetto potrebbe avere utilità anche nei laboratori dove più operatori condividono le stesse macchine. La piattaforma diventa una sorta di “cartella di lavoro” fisica: accompagna i pezzi e comunica alle stazioni successive cosa devono fare.
Possibili vantaggi per dentale, laboratori e piccole produzioni
Il settore dentale è uno degli ambiti in cui una catena più controllata avrebbe più senso. Guide chirurgiche, splint, modelli per aligner, maschere gengivali e corone temporanee dipendono non solo dalla precisione geometrica, ma anche dal corretto trattamento del materiale. Prusa Medical One dichiara workflow certificati con produttori di resine dentali come Pro3Dure, Detax, NextDent e HarzLabs, pensati per applicazioni biocompatibili.
Un sistema con dati che seguono la piattaforma potrebbe aiutare a documentare meglio il processo. Non sostituisce le procedure di qualità, ma può fornire una base più ordinata per registrare cosa è stato fatto: materiale, ciclo di lavaggio, ciclo di curing, parametri principali e sequenza delle operazioni.
Anche i service di stampa 3D potrebbero trarre vantaggio da un approccio simile. Quando si gestiscono molti ordini con materiali diversi, il post-processing rischia di diventare il punto meno tracciato del processo. La stampante produce un file, ma il lavaggio e il curing spesso restano attività manuali annotate poco o per nulla. Collegare le stazioni attraverso dati condivisi può ridurre questa zona grigia.
Cosa resta da chiarire
Una domanda di brevetto non è un annuncio prodotto. Non significa che Prusa lancerà per forza una nuova linea di macchine resin con questa architettura. Potrebbe trattarsi di una protezione preventiva, di una tecnologia destinata a una futura generazione della SL1S, di una soluzione per l’ambito medicale o di un concetto che resterà nel portafoglio brevetti dell’azienda.
Restano aperte alcune domande importanti. Il sistema NFC sarà compatibile con materiali e profili di terze parti? Le stazioni potranno leggere dati provenienti da software non Prusa? Il formato sarà accessibile agli utenti avanzati? Più stampanti potranno condividere lavaggio e curing in modo realmente efficiente? Il costo della modularità sarà adatto anche a piccoli studi e laboratori?
Sono domande rilevanti perché il mondo Prusa si è costruito su apertura, compatibilità e community. Un workflow troppo chiuso potrebbe essere percepito come un cambio di direzione. Un workflow aperto, al contrario, potrebbe diventare un modo per portare più ordine nella stampa resin senza bloccare l’utente dentro un unico materiale o una sola procedura.
Un passo verso una stampa resin più ordinata
Il punto più interessante della domanda CZ2024445-A3 non è la presenza di un tag NFC in sé. Il valore sta nell’idea di trattare la stampa 3D a resina come un processo completo, non come una somma di dispositivi separati. Stampante, vasca, cartuccia, piattaforma, lavaggio e curing devono condividere informazioni, perché il pezzo finale dipende da tutti questi passaggi.
Nel mercato consumer e prosumer, molte stampanti resin sono vendute insieme a una wash & cure station. Ma nella maggior parte dei casi l’utente deve ancora ricordare tempi, liquidi, esposizioni e impostazioni. Prusa sembra voler spostare questi dati dal quaderno dell’operatore al sistema stesso.
Per la stampa 3D a resina, questa direzione è concreta. I materiali diventano più specifici, le applicazioni più professionali e i requisiti più severi. Il futuro della tecnologia non passa solo da display più definiti o da tempi di esposizione più brevi. Passa anche dalla capacità di rendere ripetibile ciò che accade dopo la stampa.
La proposta di Prusa non elimina la complessità della resina, ma cerca di renderla più gestibile. Se arriverà in un prodotto commerciale, il suo valore dipenderà da tre aspetti: semplicità per l’utente, affidabilità dei parametri e apertura verso materiali e workflow non limitati a un solo ecosistema. In ogni caso, il messaggio è chiaro: nella stampa 3D resin, il post-processing non è un accessorio. È parte del processo produttivo.