Utah State University: stampa 3D per prodotti farmaceutici su micro scala
In ” Applicazione della stampa 3D su micro scala in farmaceutica “, gli autori Andrew Kjar e Yu Huang della Utah State University esaminano i vantaggi della fabbricazione di farmaci su micro scala. Come sottolineato, la creazione di sistemi di consegna di farmaci stampati in 3D può essere difficile a causa delle difficoltà nel raggiungere l’obiettivo specifico, senza effetti collaterali quando possibile.
La capacità di creare un trattamento specifico per il paziente è stata anche limitata, principalmente perché attraverso metodi tradizionali, è difficile produrre una dose per ogni paziente, portando alla scissione delle dosi. La maggior parte dei produttori inoltre trova difficile variare le forme di dosaggio.
“I regimi di dosaggio poco flessibili evidenziano una necessità nell’industria farmaceutica che non può essere soddisfatta con gli attuali metodi di produzione”, affermano i ricercatori. “Pertanto, sono necessarie soluzioni innovative.”
Sistemi di farmaci innovativi vengono creati nei laboratori di tutto il mondo tramite stampa 3D e processi di produzione additiva, in particolare per la consegna e dispositivi come i tablet. Spritam è un esempio di uno dei più famosi farmaci stampati in 3D, nonché il primo ad essere approvato dalla FDA. Nuovi pillole di dosaggio sono stati creati, insieme a più snella sistemi di drug delivery .
“Gli aghi ipodermici sono comuni per il rilascio di farmaci in cui l’ingestione orale è inappropriata; il metodo, tuttavia, è invasivo “, spiegano i ricercatori. “La produzione additiva offre soluzioni alternative per la consegna minimamente invasiva attraverso la progettazione di array di microneedle.”
Questi array sono utili in:
Miglioramento della compliance del paziente
Diminuendo dolore e danni ai tessuti
Riduzione della necessità di personale sanitario qualificato per l’amministrazione
Inibizione dell’ingresso microbico
“Inoltre, i farmaci somministrati per via transdermica possono suscitare una maggiore risposta immunogenica e una maggiore biodisponibilità”, affermano i ricercatori, sottolineando anche che la stampa 3D di array di microneedle è ancora limitata dalla risoluzione delle caratteristiche.
Questi array, tuttavia, mostrano il potenziale per un rilascio prolungato, specialmente con l’uso della stampa 3D a getto d’inchiostro. E poiché i sistemi di somministrazione di farmaci spesso includono obiettivi estremamente specifici (trattamenti per il cancro, ad esempio), questi possono essere difficili da raggiungere. Sia i micro-nuotatori che i micro-impianti sono stati creati per risolvere questi problemi. Il rilascio di farmaci può essere spesso “bifasico”, con un breve rilascio di farmaci seguito da uno più lungo (in alcuni casi, fino a 80 giorni). I ricercatori affermano che ci sono “chiari benefici” nell’uso di tali dispositivi stampati in 3D.
I modelli stampati in 3D offrono anche una serie di vantaggi a tutti coloro che sono coinvolti nel campo medico – dal paziente e dalla loro famiglia al medico e al chirurgo – agli studenti di medicina. Oltre ad essere utili nella diagnosi e nel trattamento, i modelli stampati in 3D possono anche essere di enorme aiuto negli interventi chirurgici. E mentre i modelli hanno avuto un impatto enorme nel trattamento specifico per il paziente, c’è ovviamente l’obiettivo di creare organi umani per il trapianto. Oggi, la bioprinting è progredita per consentire un’ingegnosa ingegneria dei tessuti, più comunemente delle seguenti:
Pelle
Fegato
osso
Cartilagine
Cardiaco
Il tessuto adiposo
“L’obiettivo dei sistemi di ingegneria è fornire la risposta cellulare ottimale per l’uso nello sviluppo di farmaci, consentendo dati con migliori qualità traslazionali e predittive. Oltre all’uso di scaffold bioprinted per applicazioni nella scoperta di farmaci e dispositivi organ-on-a-chip e microfluidici stanno emergendo come alternative che possono essere create attraverso la produzione additiva ”, concludono i ricercatori.
“Il futuro è luminoso per l’uso della produzione additiva in campo farmaceutico; tuttavia, questo futuro non è privo di ostacoli. “
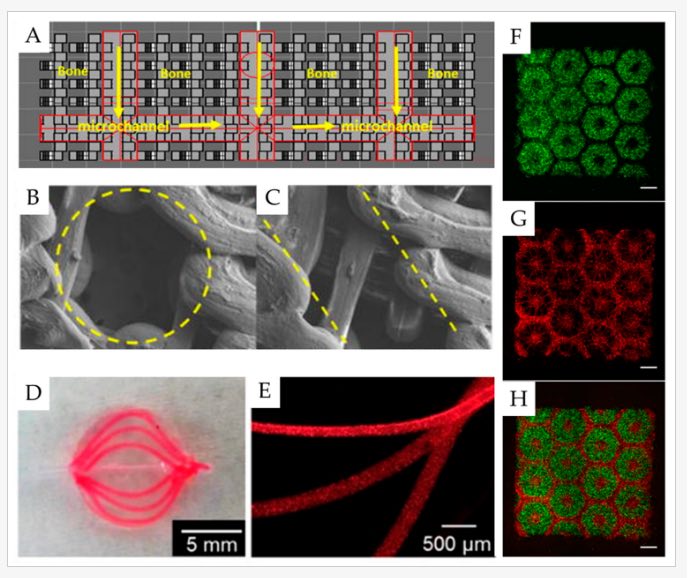
Esempi di costrutti di tessuto microstrutturati realizzati mediante tecniche di fabbricazione additiva. La vascolarizzazione è un componente importante del tessuto funzionale e può essere stampata lasciando spazi di dimensioni micron nel file CAD; In questo modello sono progettati spazi da 500 micron (A – C) [15]. Un altro approccio prevede la stampa di materiale sacrificale (D, E) [143]. Infine, la funzione dei tessuti dipende dalla disposizione desiderata delle cellule, che può essere ottenuta mediante bioprinting diretto (F – H) [144]. Le cellule progenitrici epatiche sono contrassegnate in verde, mentre le cellule di supporto sono contrassegnate in rosso. Barra della scala: 500 µm. Il tessuto vascolarizzato e funzionale fornisce dati migliori per lo sviluppo di farmaci. Riprodotto con il permesso di Wiley (A – C), AIP (D, E) e PNAS (F – H). 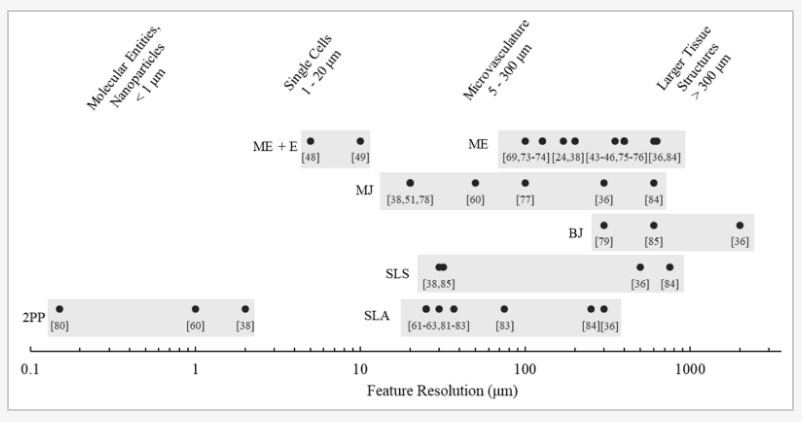
Massima risoluzione delle caratteristiche di varie tecniche di stampa 3D, rispetto alle tipiche entità biologiche. La maggior parte delle tecniche è in grado di stampare nell’intervallo della microvascolatura; metodi di stampa costosi e specializzati, come la polimerizzazione a due fotoni (2PP) e l’estrusione ibrida a elettrospina (ME + E) sono necessari per formati di stampa comparabili a celle singole. La risoluzione della funzione di estrusione del materiale (ME) è essenzialmente limitata dalle dimensioni dell’ugello, mentre la risoluzione della funzione di getto del materiale (MJ) e del getto del legante (BJ) è limitata alla dimensione delle goccioline. La risoluzione delle caratteristiche del getti legante e della sinterizzazione laser selettiva (SLS) dipendono entrambe dalle dimensioni della polvere di particelle, mentre la stereolitografia (SLA) ha una risoluzione delle caratteristiche superiore basata sulla sorgente di luce. Tuttavia, per tutti i tipi di stampa, la risoluzione delle funzioni dipende fortemente dalla geometria e dall’orientamento della stampa. 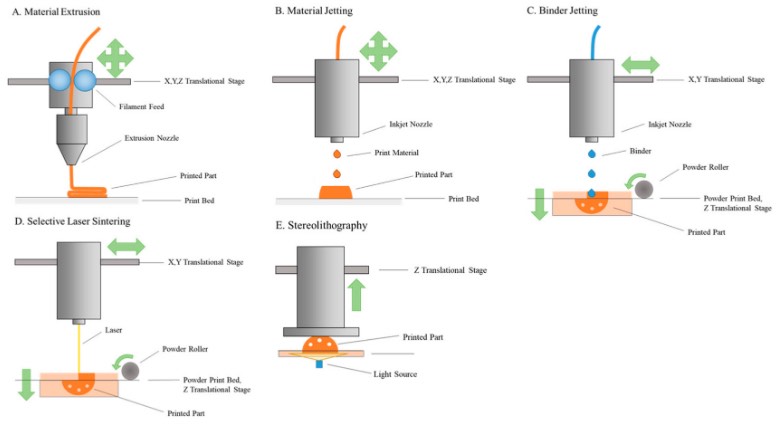
Meccanismi tipici di produzione additiva. Le tecniche di fabbricazione additiva sono classificate in base alla loro deposizione di materiale in modo strato per strato. L’estrusione di materiale (A) deposita tradizionalmente materiali termoplastici, ma include anche la deposizione pneumatica e meccanica di materiali semisolidi. Sia i getti di materiale (B) che quelli di legante (C) si basano su testine a getto d’inchiostro familiari; nel getto di materiale l’intero materiale di stampa passa attraverso l’ugello, mentre nel getto di legante viene depositato solo un legante. Un vantaggio del getto di legante è il supporto del letto di polvere, che annulla la necessità di strutture di supporto o materiale sacrificale. Questo meccanismo si riscontra anche nella sinterizzazione laser selettiva (D), in cui il letto di polvere viene fuso selettivamente da un laser. Infine, la stereolitografia (E) polimerizza selettivamente una vasca di resina liquida, 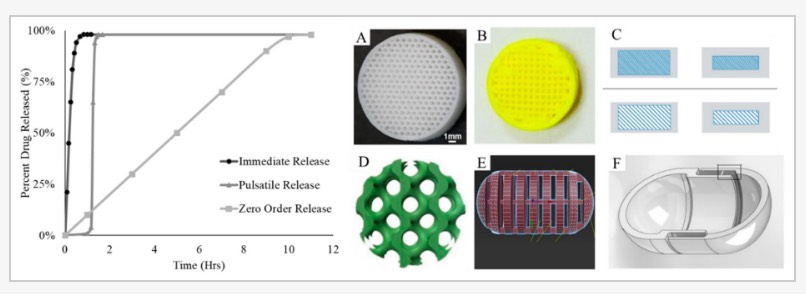
Profili di rilascio idealizzati (a sinistra) e incorporazione della micro-geometria nei dosaggi orali prodotti da tecniche di fabbricazione additiva (A – F). Il rilascio immediato è auspicabile per farmaci ad azione rapida, come antidolorifici. I profili di rilascio immediato sono correlati alla percentuale di riempimento (A) [91] e ad altri fattori come la bagnabilità. La percentuale di riempimento può anche essere sfruttata per dispositivi gastro-galleggianti (B) [94]. Se combinato con un guscio di spessore variabile (C) [96], la variazione di riempimento può anche ottenere un rilascio di ordine zero sintonizzabile. Geometrie più complicate offrono profili di rilascio che dipendono dall’erosione, fornendo profili di rilascio immediati (D, E) [34,55]. Inoltre, è possibile il rilascio pulsatile con la fabbricazione di un guscio esterno di spessore accordabile, qui progettato per essere 600 micron (F) [33]. Riprodotto con il permesso di Elsevier (A – F). 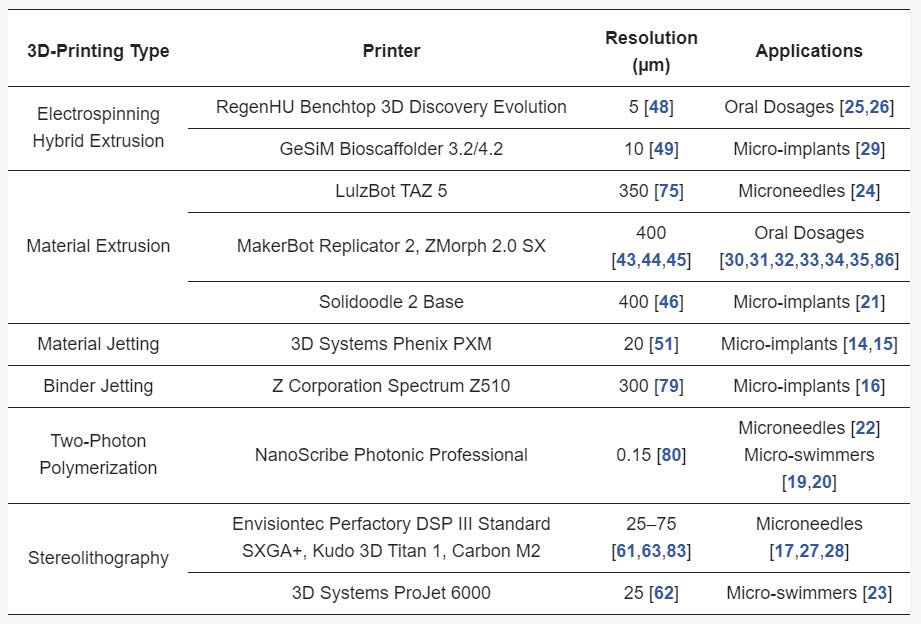
Stampanti commerciali rappresentative con le relative risoluzioni e applicazioni associate in letteratura. I dati sulla risoluzione delle funzioni sono tratti dalle schede tecniche del produttore. I valori di estrusione del materiale estratti dai fogli delle specifiche si basano sul diametro dell’ugello. Tuttavia, le dimensioni minime delle funzioni dipendono dalla geometria, dalla velocità di stampa, dalla temperatura e dal materiale e non sono riportate in modo standard. Le tecniche di stampa ad alta risoluzione trovano applicazione nella stampa di dosaggi orali, microneedles, micro-nuotatori e micro-impianti. L’estrusione di materiale è una tecnica popolare nella stampa di dosaggi orali, mentre la risoluzione caratteristica della stereolitografia e della polimerizzazione a due fotoni sono necessarie per l’uso in microneedles e micro-nuotatori.