In ” Caratteristiche fisiche da strato a strato e comportamento di compressione delle metastrutture di acrilonitrile-butadiene stirene stampate in 3D utilizzando diversi parametri di processo “, il ricercatore dell’Università Wright State Sivani Patibandla indaga su quanto bene l’ABS si comporta sotto pressione, misurando le varie risposte a temperatura e velocità, usando un Stampante 3D MakerBot 2X Replicator .
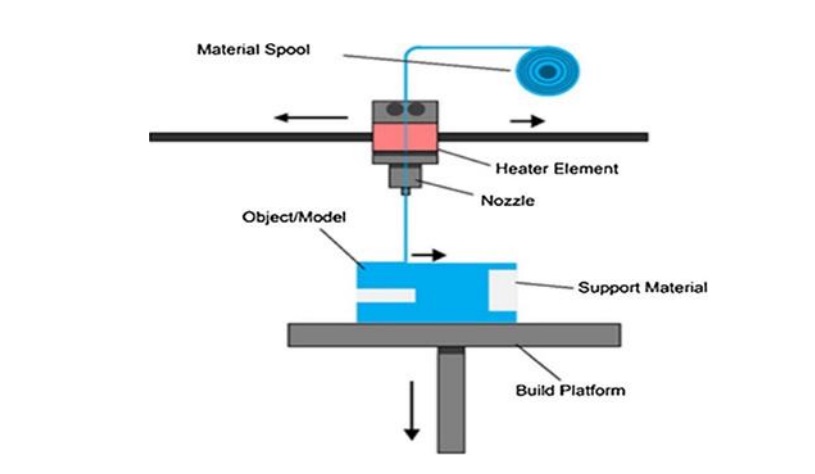
La fabbricazione di metastrutture fononiche (spesso reticolo o strutture periodiche) è stata esaminata rispetto a una moltitudine di studi precedenti riguardanti i materiali e la stampa 3D, poiché Patibandla ha utilizzato la stampa 3D FDM per questo studio che impiegava diversi tipi di test di durezza. Nove diversi cubi stampati in 3D sono stati prodotti con una densità di riempimento del 50% utilizzando tre diverse velocità. Gli esempi sono stati creati in SolidWorks , fabbricati su MakerBot, quindi sono stati eseguiti test di compressione con INSTRON 5500R .
“Le curve di sollecitazione-deformazione sono tracciate per i campioni e il modulo, la resa e lo sforzo di rottura sono confrontati. Le caratteristiche fisiche come la forma e la dimensione delle fibre stampate in ogni strato, la distanza delle fibre e l’interfaccia fibra-fibra sono studiate “, afferma Patibandla nella sua tesi. “Inoltre, i loro effetti sulle caratteristiche meccaniche di 16 dei campioni stampati sono esaminati e interpretati rispetto alle caratteristiche fisiche dello strato. Il test di durezza viene eseguito utilizzando MICROMET 1 con un carico di 25gf. Il microinduttore è indentato al contatto delle fibre dalla parte superiore e trasversale per tutti i campioni per confrontare i loro effetti con il cambiamento della temperatura di fabbricazione e della velocità di fabbricazione. “
Ogni cubo aveva una dimensione di costruzione di 30 mm × 30 mm × 30 mm, con gusci laterali rimossi tramite fresatura in modo che la ricerca potesse essere eseguita più facilmente, con una conseguente dimensione di 24 mm × 24 mm × 30 mm. Patibandla sottolinea che erano in grado di variare le seguenti variabili:
Stampa velocità di fabbricazione
Temperatura di fabbricazione dell’estrusione
Percentuale di riempimento
Geometria di riempimento
Spessore dello strato
Altri parametri
Le parti sono state costruite a temperature di 210 ° C, 230 ° C, 250 ° C e velocità di fabbricazione di 100 mm / s, 125 mm / se 150 mm / s. I cubi sono stati visualizzati dall’alto utilizzando tre diversi ingrandimenti di 6,3, 18 e 20.
“Per ogni campione, le letture sono prese in 6 luoghi diversi e il valore medio è considerato per comprendere l’incertezza. Dai valori misurati è stato osservato che c’è un ampio divario tra le fibre a basse temperature di fabbricazione e il divario è diminuito con l’aumento della temperatura di fabbricazione “, ha affermato il ricercatore.
Le sezioni trasversali sono state osservate anche con ingrandimenti di 10,16, e 18. Patibandla ha osservato che le fibre provenienti da basse temperature di fabbricazione sembravano più uniformi di quelle stampate in 3D ad alte temperature stampate. Il test di compressione è stato eseguito sotto controllo di spostamento di 0,5 mm / min, con ciascun campione compresso fino a 15 mm di lunghezza di schiacciamento, al 50 percento di altezze.
Le curve sforzo-deformazione sono state tracciate per trovare quanto segue:
Modulo di elasticità
Resistenza
Forza di fallimento
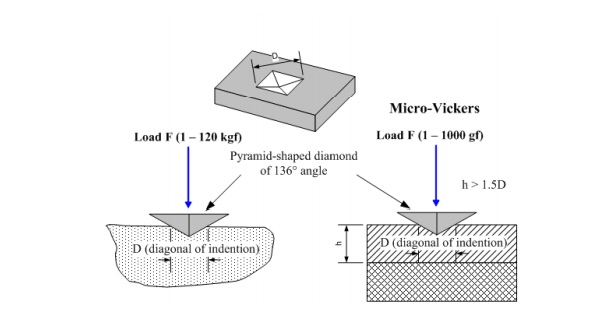
Test di durezza Vickers
Nel valutare la durezza, il test Vickers è stato utilizzato su tutti i campioni.
“Il primo set di campioni è stato indentato con un carico di 25 gf dall’alto in 3 diverse posizioni e il valore medio dei risultati è stato preso per ottenere risultati accurati. Mentre la seconda serie di campioni è rientrata con lo stesso carico di 25 gf dalla sezione trasversale nel punto di intersezione delle fibre. Il test viene eseguito in 3 posizioni diverse e il valore medio considerato come risultato. Poiché la superficie non è piatta mentre rientri dall’alto, viene registrata solo la lunghezza della rientranza nella direzione della lunghezza della fibra che è una funzione della durezza “, ha affermato Patibandla.
Utilizzando tre diverse velocità di stampa 3D a 100 mm / s, 125 mm / se 150 mm / s, il modulo è aumentato con l’aumentare della temperatura da 210 ˚C a 250 ˚C.
“Il valore massimo è rispettato per la condizione 9 che la resistenza alla rottura 51 della resistenza allo snervamento si trova ad una temperatura di fabbricazione di 250 ° C e un valore minimo a 210 ° C. Il modulo di elasticità massimo è circa 321,8 MPa e il minimo è 179,1 MPa. Si osserva che vi è un grande aumento del modulo da 210 ˚C a 230 ˚C di circa il 56,7% mentre un piccolo aumento del 14,6% da 230 ˚C a 250 ˚C “, ha affermato Patibandla.
Tutti i risultati puntavano verso maggiori resistenze e cedimenti in presenza di temperature più elevate. La ricerca ha anche dimostrato che la velocità non ha influenzato le caratteristiche meccaniche.
“Osservando tutti i risultati e confrontandoli si conclude che maggiore è la temperatura di fabbricazione migliore delle proprietà meccaniche e viceversa. Tuttavia, le fibre stampate sono più uniformi e ben arrotondate alla temperatura inferiore di fabbricazione. Si è anche osservato che la velocità di fabbricazione non ha alcun effetto su nessuna delle caratteristiche fisiche o meccaniche “, ha concluso Patibandla.
“Nel caso delle caratteristiche fisiche delle immagini e delle misurazioni al microscopio ottico, è chiaro che ad alte temperature di fabbricazione la distanza tra le fibre è minore e maggiore a basse temperature di fabbricazione. Si conclude che per ottenere le proprietà meccaniche buone o elevate sono preferibili alte temperature di fabbricazione. Le basse temperature di fabbricazione possono essere utilizzate per applicazioni di tipo acustico a causa della loro uniformità.
AVVERTIMENTO:Desideriamo esprimere una parola di avvertimento qui. La tua temperatura di stampa effettiva potrebbe essere diversa da quella indicata. Non è raro trovare stampanti 3D desktop che stampano +/- 20 gradi C dalla temperatura indicata. La causa di ciò potrebbe essere di un certo numero di problemi, ma in gran parte si riferisce al fatto che molti produttori non testano la temperatura effettiva degli ugelli per singola unità utilizzando una sonda di temperatura esterna (ad esempio un termometro a infrarossi). Questo combinato con la variabilità del montaggio dei sensori di temperatura sulla testina porta a differenze tra le unità. Ciò significa che la stampa a 240 C potrebbe effettivamente significare che potresti stampare a 260 o sopra. Con la stampa 3D, in generale, ti consigliamo di utilizzare una cappa aspirante per ridurre le sostanze chimiche dannose e le particelle che potresti inalare. In particolare, quando si stampa sotto, intorno o alla temperatura di degradazione di qualsiasi materiale, raccomandiamo cautela. Con ABS la temperatura di degradazione termica è di circa 260 C, il che significa che una temperatura di stampa indicata sulla vostra stampante di 240 C o superiore può effettivamente significare che si sta lavorando a 260 C e il composto ABS a questa temperatura rilascerà gas come ma non limitato a HCN. HCN o acido idrogeno Il cianuro è una sostanza estremamente velenosa e il contatto con esso deve essere evitato a tutti i costi. Invitiamo tutti gli utenti di stampanti 3D a utilizzare un’unità esterna per misurare la temperatura effettiva degli ugelli e per ottenere una cappa aspirante prima di stampare. Non vorresti guidare la tua auto senza sapere a quale velocità stai andando. Con ABS la temperatura di degradazione termica è di circa 260 C, il che significa che una temperatura di stampa indicata sulla vostra stampante di 240 C o superiore può effettivamente significare che si sta lavorando a 260 C e il composto ABS a questa temperatura rilascerà gas come ma non limitato a HCN. HCN o acido idrogeno Il cianuro è una sostanza estremamente velenosa e il contatto con esso deve essere evitato a tutti i costi. Invitiamo tutti gli utenti di stampanti 3D a utilizzare un’unità esterna per misurare la temperatura effettiva degli ugelli e per ottenere una cappa aspirante prima di stampare. Non vorresti guidare la tua auto senza sapere a quale velocità stai andando. Con ABS la temperatura di degradazione termica è di circa 260 C, il che significa che una temperatura di stampa indicata sulla vostra stampante di 240 C o superiore può effettivamente significare che si sta lavorando a 260 C e il composto ABS a questa temperatura rilascerà gas come ma non limitato a HCN. HCN o acido idrogeno Il cianuro è una sostanza estremamente velenosa e il contatto con esso deve essere evitato a tutti i costi. Invitiamo tutti gli utenti di stampanti 3D a utilizzare un’unità esterna per misurare la temperatura effettiva degli ugelli e per ottenere una cappa aspirante prima di stampare. Non vorresti guidare la tua auto senza sapere a quale velocità stai andando. HCN o acido idrogeno Il cianuro è una sostanza estremamente velenosa e il contatto con esso deve essere evitato a tutti i costi. Invitiamo tutti gli utenti di stampanti 3D a utilizzare un’unità esterna per misurare la temperatura effettiva degli ugelli e per ottenere una cappa aspirante prima di stampare. Non vorresti guidare la tua auto senza sapere a quale velocità stai andando. HCN o acido idrogeno Il cianuro è una sostanza estremamente velenosa e il contatto con esso deve essere evitato a tutti i costi. Invitiamo tutti gli utenti di stampanti 3D a utilizzare un’unità esterna per misurare la temperatura effettiva degli ugelli e per ottenere una cappa aspirante prima di stampare. Non vorresti guidare la tua auto senza sapere a quale velocità stai andando.