Ultrasuoni ad alta intensità utilizzati per il controllo della struttura del grano con lega di titanio Ti-6Al-4V
Mentre la stampa 3D in metallo continua a guidare la prossima rivoluzione industriale, gli ingegneri australiani stanno facendo un ulteriore passo avanti nella ricerca per esaminare metodi migliorati per migliorare le proprietà meccaniche. Scegliendo una lega di titanio per creare campioni per la sperimentazione e il collaudo, gli autori hanno delineato le loro scoperte nel recente ” Controllo della struttura del grano durante la stampa 3D di metallo mediante ultrasuoni ad alta intensità “.
I campioni erano costituiti da cubi da 10 mm × 10 mm × 10 mm per l’esame microstrutturale e blocchi da 24 mm × 8 mm × 10 mm (lunghezza, larghezza e altezza) per prove di trazione. Senza trasformare affatto la lega, i ricercatori impiegano una soluzione additiva per il controllo della solidificazione della produzione per stampare leghe metalliche con strutture a grani equiassiali, per prevenire l’anisotropia delle proprietà e il conseguente calo delle prestazioni meccaniche. In questo studio, viene utilizzata la lega di titanio Ti-6Al-4V.
Regnante come “lega di riferimento” del titanio e oggetto di numerosi studi, la lega di titanio Ti-6Al-4V viene utilizzata come confronto per la qualità nei processi AM metallici.

“Tuttavia, Ti-6Al-4V fabbricato con diversi processi AM basati sulla fusione presenta una forte struttura a grani colonnari. I grani colonnari precedenti al β in Ti-6Al-4V fabbricato in AM presentano il forte orientamento <001> lungo la direzione di costruzione. Ciò dà origine a una trama di trasformazione β → α, che è una preoccupazione importante per la qualifica AM a causa della conseguente anisotropia delle proprietà meccaniche ”, spiegano i ricercatori.
“Inoltre, i grani grossi precedenti colonnare-β possono degradare ulteriormente la forza di Ti-6Al-4V secondo la relazione Hall-Petch stabilita per α – β Ti-6Al-4V21–23 lamellare (possono esistere eccezioni).”
Mentre può essere difficile nella stampa 3D in metallo trovare una lega nucleant forte e stabile, Ti-6Al-4V è esattamente questo.
I campioni sono stati preparati usando Ti-6Al-4V sia con che senza ultrasuoni ad alta intensità. L’analisi microstrutturale risultante ha mostrato differenze significative tra i campioni, poiché quelli senza ultrasuoni hanno mostrato grani colonnari precedenti β di diversi millimetri di lunghezza e ~ 0,5 mm di larghezza che attraversano più strati depositati (come hanno anticipato i ricercatori), mentre i campioni utilizzati con gli ultrasuoni hanno indicato grani fini-β (~ 100 µm) equiassificati. Dopo aver scansionato tutti i campioni con microscopia elettronica a scansione (SEM), i ricercatori hanno notato una microstruttura α – β simile a un tessuto di base all’interno dei grani precedenti β.
In definitiva, lo studio ha dimostrato che l’uso degli ultrasuoni durante il processo AM con Ti-6Al-4V consente di formare una struttura completamente equiassiale, con il risultato di:
Miglioramento dell’omogeneità microstrutturale
Riduzione significativa della granulometria precedente al β
Sostanziale indebolimento della struttura di solidificazione
“La valutazione delle condizioni ad ultrasuoni rivela che la selezione dell’elemento del trasduttore ad ultrasuoni può essere un’importante considerazione pratica per la rifinitura strutturale di parti fabbricate in AM di grandi volumi e si raccomanda l’uso di un trasduttore magnetostrittivo”, hanno concluso i ricercatori.
“Per valutare la generalità del nostro approccio, il metodo di rifinitura ad ultrasuoni del grano viene applicato con successo all’AM di Inconel 625, inclusa la creazione di una struttura di grano alternata colonnare / equiassiale / colonnare Inconel 625 lungo l’altezza di costruzione semplicemente accendendo e spegnendo ecografia durante la mattina. Ci aspettiamo che questa tecnica possa essere estesa alla AM di altri materiali metallici “.
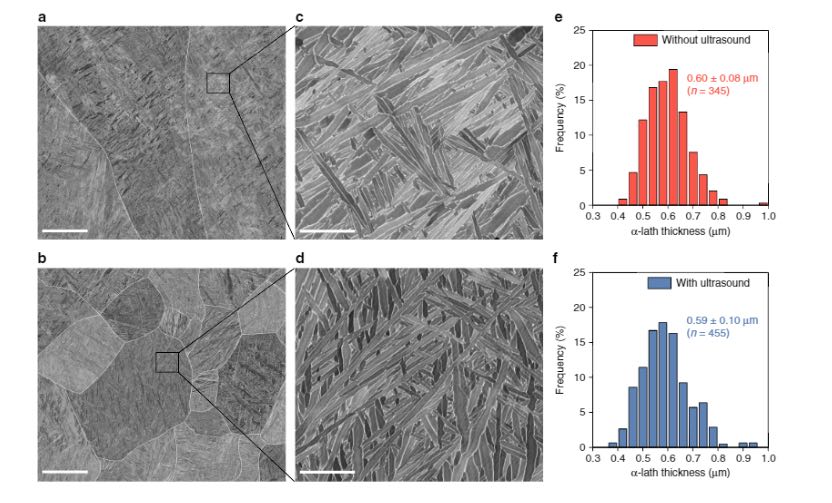
Caratterizzazione della microstruttura del Ti-6Al-4V fabbricato in AM con e senza ultrasuoni ad alta intensità. a – d Immagini SEM che mostrano la struttura α – β all’interno dei grani precedenti β dei campioni senza (a, c) e con (b, d) ultrasuoni. e, f Istogrammi dello spessore α-assicella dei campioni senza (e) e con (f) ultrasuoni. I confini del grano precedente β in aeb sono tracciati in bianco. Barre di scala, 50 micron in a, b e 5 micron in c, d. 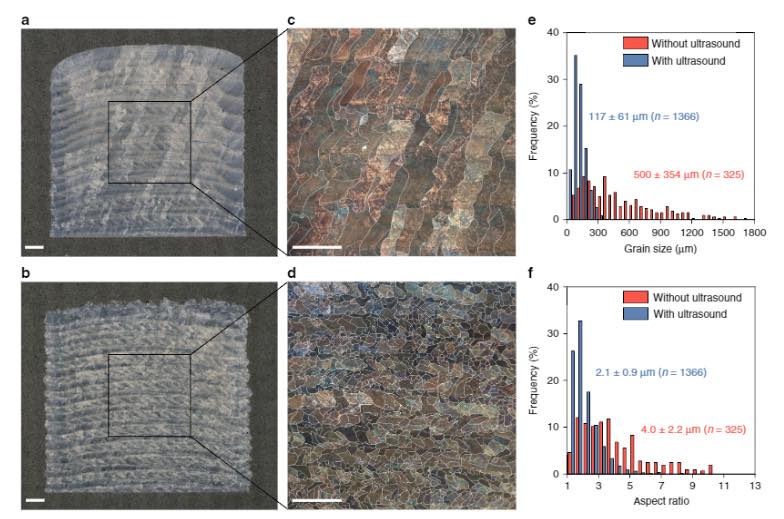
a, b Immagini al microscopio ottico dei campioni senza (a) e con (b) ultrasuoni. c, d Immagini di microscopia ottica polarizzata che mostrano grani colonnari di grandi dimensioni (c) e grani fini equiassificati (d). e, f Istogrammi delle dimensioni del grano prima del β (e) e delle proporzioni del grano prima del β (f) per i campioni senza e con ultrasuoni misurati da immagini del grano tracciate prima del β (vedere la Figura 1 supplementare). I confini del grano prima del β in c e d sono tracciati in bianco. Barre di scala, 1 mm. Ultrasuoni ad alta intensità durante AM metallico. Schema della sezione trasversale che mostra il metallo AM mediante DED basato su laser su un sonotrodo ad ultrasuoni vibrato a 20 kHz. La formazione di cavitazione acustica e lo streaming nel metallo liquido mediante ultrasuoni ad alta intensità possono agitare energicamente la fusione durante il solidi fi co, promuovendo in tal modo una significativa modificazione strutturale o un risultato.