Chi è Hyperion Systems e da dove nasce il progetto
Hyperion Systems è una startup australiana con sede a Henderson, nell’Australia Occidentale, fondata dal giovane ingegnere robotico Josh Wigley. L’azienda opera nel settore della produzione additiva di grande formato, con un sistema modulare e trasportabile denominato internamente “Factory-in-a-Box”: un’unità autonoma capace di stampare componenti fino a 10 metri di lunghezza partendo da granuli plastici — anche da materiale riciclato — con integrazione di lavorazione meccanica nella stessa cella produttiva. In tre anni di attività, Hyperion ha stampato il primo scafo di imbarcazione in Australia (un vascello da 3 metri completato in 36 ore), ha realizzato la struttura stampata in 3D più grande del paese — una grande opera d’arte pubblica installata al TAFE di Kalgoorlie — e ha consegnato progetti in ambito marino, oil & gas, edilizia, difesa e formazione universitaria. Nel 2025 l’azienda ha ricevuto un finanziamento di 385.000 dollari australiani dal governo federale attraverso l’Innovation Growth Program per commercializzare la propria piattaforma industriale.
Il problema che il brevetto intende risolvere: la massa del toolhead nei sistemi FFF di grande scala
Nella stampa FFF (Fused Filament Fabrication) di grande formato, i progettisti si trovano costantemente davanti a un compromesso strutturale: montare un estrusore potente direttamente sulla testina di stampa garantisce un flusso di materiale elevato e una buona risposta alla pressione, ma aumenta notevolmente la massa mobile sul portale. Una testina pesante costringe il sistema di movimento a rallentare nelle accelerazioni e decelerazioni, riduce la precisione nelle inversioni di direzione e impone vincoli meccanici più severi su guide, motori e struttura. Al contrario, alleggerire la testina migliorando la velocità e la risposta dinamica significa spostare l’estrusore in posizione remota, con il rischio che il controllo del flusso materiale diventi più difficile da gestire con precisione.
Questo dilemma è noto a tutti i costruttori di sistemi FFF su larga scala — da Modix a BigRep fino a Thermwood — e si amplifica all’aumentare delle dimensioni del volume di stampa e della portata richiesta per ridurre i tempi di produzione. La brevettualità del problema testimonia che non esiste ancora una soluzione industrialmente consolidata.
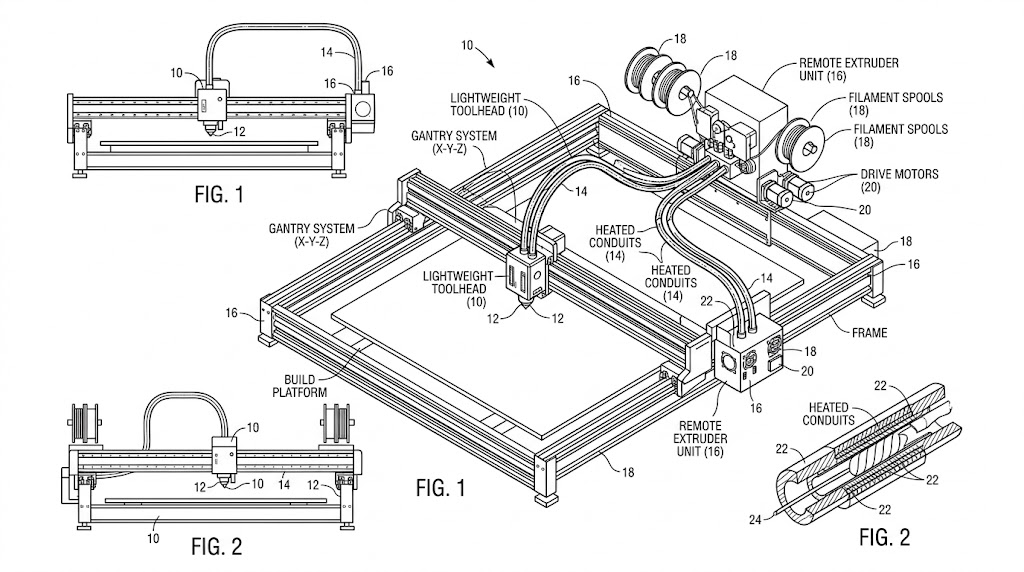
Il contenuto del brevetto: estrusore centralizzato, condotti riscaldati e controllo locale del flusso
Il brevetto depositato da Hyperion Systems presso WIPO (numero AU462872378, consultabile su Patentscope) descrive un’architettura in cui un estrusore centralizzato riscalda e pressurizza il materiale polimerico di partenza, che viene poi inviato attraverso condotti verso una o più testine di stampa che si muovono in modo indipendente. Le testine non devono portare con sé l’intero sistema di fusione ed estrusione: si limitano a trasportare ugelli leggeri e dispositivi locali di controllo del flusso, che regolano la quantità di materiale depositato vicino al punto di deposizione.
Le caratteristiche tecniche descritte nel brevetto includono:
- Regolatori di flusso a pistone, per gestire con precisione la pressione e il volume di materiale erogato in prossimità dell’ugello
- Valvole opzionali che permettono di interrompere o regolare l’erogazione in modo indipendente per ciascuna testina
- Condotti riscaldati lungo tutto il percorso dal centro estrusore alla testina, per mantenere il polimero alla temperatura di fusione corretta senza solidificazioni intermedie
- Ugelli a apertura variabile di tipo iris, che consentono di modificare la larghezza del cordone durante la stampa — passando da un filamento largo per il riempimento interno a uno stretto per la finitura superficiale — senza sostituire fisicamente il componente
- Dispositivi di levigatura posizionati lateralmente all’ugello, per ridurre la superficie ondulata tipica degli strati depositati con ugelli di grande diametro
- Possibilità di inclinare l’ugello e stampare su piani diagonali, superando la limitazione della deposizione verticale convenzionale
- Supporto a testine multiple alimentate da un singolo estrusore centralizzato, per aumentare la produttività o operare su geometrie diverse in parallelo
L’elemento più rilevante: controllo locale abbinato a estrusore remoto
Il concetto di estrusore remoto non è completamente inedito nella stampa 3D di grande formato. Sistemi a polvere, paste o pellet con alimentazione a tubo flessibile esistono già in diverse varianti industriali. Ciò che distingue il brevetto di Hyperion Systems è la combinazione tra generazione remota del fuso e controllo locale preciso del flusso direttamente alla testina. I dispositivi di regolazione a pistone e le valvole locali consentono alla testina leggera di mantenere “autorità” sul tasso di deposizione, sulla larghezza del cordone e sulla finitura superficiale, invece di dipendere interamente dalla pressione generata dall’estrusore centrale.
L’ugello a apertura variabile di tipo iris è un elemento particolarmente ambizioso: se funzionasse in modo affidabile in produzione, permetterebbe alla stessa macchina di passare da una deposizione grezza ad alta velocità per il riempimento volumetrico a una deposizione fine per la finitura delle superfici a vista, senza sostituire l’ugello o interrompere la stampa. I dispositivi di levigatura laterali all’ugello affrontano invece uno dei problemi estetici più visibili della stampa FFF di grande formato: la superficie a coste o scalini marcati lasciata dai cordoni di materiale sovrapposti.
Strutture interne rinforzate: deposizione a bande e iniezione di materiale legante
Il brevetto include anche un concetto inusuale relativo alla realizzazione di strutture interne: Hyperion descrive la possibilità di depositare cordoni paralleli distanziati tra loro, formando canali o costolature, e di iniettare successivamente un materiale legante nei vuoti tra i cordoni. Questa tecnica produce forme strutturali con nervature interne che si bloccano meccanicamente tra loro, invece di limitarsi alla costruzione di pareti solide per stratificazione convenzionale. Se praticabile, questo approccio potrebbe portare a componenti più leggeri con rinforzo strutturale controllato, simile a certi concetti di stampa multimateriale, anche se il brevetto non specifica in dettaglio i materiali leganti compatibili né i meccanismi di iniezione.
Criticità tecniche aperte: pressione, temperatura, sincronizzazione e manutenzione
L’analisi di Fabbaloo evidenzia con chiarezza i punti critici che il brevetto non risolve sul piano tecnico pratico. Chiunque abbia esperienza con polimeri fusi sa che sistemi di questo tipo devono affrontare almeno quattro sfide concrete:
- Ritardo di pressione nei condotti: la pressione esercitata dall’estrusore centrale deve trasmettersi in modo preciso e stabile fino alle valvole e ai regolatori della testina. Condotti lunghi introducono inerzia idraulica e lag che rendono difficile rispondere con precisione ai cambi di velocità del toolpath.
- Deriva termica: mantenere il polimero alla temperatura corretta lungo tutta la lunghezza del condotto riscaldato è complesso, soprattutto in macchine di grande formato dove i tubi possono essere lunghi diversi metri. Variazioni di temperatura anche piccole cambiano la viscosità del materiale e alterano il flusso.
- Comportamento durante le purghe e i cambi materiale: nei sistemi di grande formato, svuotare e purificare i condotti quando si cambia materiale o si riavvia dopo un’interruzione è una fase che può richiedere tempo e generare scarti.
- Sincronizzazione tra testine multiple e guasti centrali: se più testine sono alimentate da un unico estrusore, un guasto al sistema centrale ferma l’intera macchina. La sincronizzazione del flusso tra testine che si muovono a velocità diverse richiede algoritmi di controllo sofisticati.
Contesto di mercato: la corsa alla stampa FFF di grande formato
Il brevetto di Hyperion Systems si inserisce in un mercato in espansione per i sistemi FFF industriali di grande formato, dove aziende come Modix, BigRep, Thermwood, 3DPlatform e Caracol competono su velocità, volume di stampa, qualità superficiale e versatilità di materiali. Modix, per esempio, ha affrontato il problema della produttività con la testina Griffin Ultra da 1,6 mm in grado di depositare strati da 1,2 mm di spessore, ottenendo velocità fino a sei volte superiori rispetto alle testine standard, ma non ha scorporato l’estrusore dal toolhead. La strada indicata da Hyperion — separare il “motore” di fusione dal “braccio” di deposizione — è invece concettualmente diversa e potrebbe, se verificata, aprire un approccio scalabile per sistemi multi-testina su portali molto grandi.
Stato del progetto: ancora brevetto, non macchina commerciale
Allo stato attuale, il deposito brevettuale di Hyperion Systems non corrisponde ad alcun annuncio di prodotto commerciale. Si tratta di una protezione intellettuale su un’architettura che l’azienda intende sviluppare, senza che siano stati resi pubblici dati di throughput, precisione di controllo del flusso, o risultati di stampa su parti reali con questo sistema. I prossimi passi che determineranno la credibilità tecnica della proposta saranno: la dimostrazione del controllo stabile del flusso attraverso i condotti su parti di grandi dimensioni, la verifica della precisione dei regolatori locali su toolpath reali, e la durabilità in produzione dell’ugello iris variabile, che per sua natura è un componente meccanico esposto al calore e a materiali abrasivi.