Magneti legati e stampa 3D: che cosa ha fatto l’Auckland University of Technology
Un gruppo di ricerca dell’Additive Manufacturing Research Centre dell’Auckland University of Technology (AUT) ha sviluppato un approccio di Selective Laser Sintering (SLS) assistito da campo magnetico per produrre magneti polimerici legati con poli programmabili localmente all’interno di un unico pezzo. L’obiettivo è passare da magneti con anisotropia globale – in cui l’orientamento delle particelle è grosso modo uniforme – a componenti con regioni magnetiche eterogenee, in cui ogni zona può avere direzione e risposta di campo diverse secondo le esigenze del progetto.
Perché i magneti legati interessano alla produzione additiva
I magneti polimerici legati (bonded magnets) combinano una fase magnetica (tipicamente polveri di materiali come NdFeB, ferriti o leghe morbide) con una matrice polimerica che facilita la formatura, riduce i costi e permette geometrie complesse. Negli ultimi anni sono stati sperimentati con tecnologie come FFF, stereolitografia e SLS polimerico, spesso puntando alla personalizzazione della forma e alla riduzione di processo e scarti rispetto a tecniche tradizionali quali stampaggio a iniezione o compattazione e sinterizzazione convenzionale.
Un limite frequente, tuttavia, è la difficoltà di ottenere pattern magnetici complessi senza ricorrere a fasi successive di assemblaggio o magnetizzazione selettiva, che aumentano costi e tempi e introducono vincoli sul design. Il lavoro dell’AUT si inserisce in questa traiettoria proponendo un sistema in cui distribuzione spaziale delle polveri e orientamento magnetico locale vengono controllati direttamente durante la stampa, riducendo la necessità di assemblare molteplici magneti separati per ottenere campi su misura.
L’idea chiave: SLS con campo magnetico sincronizzato
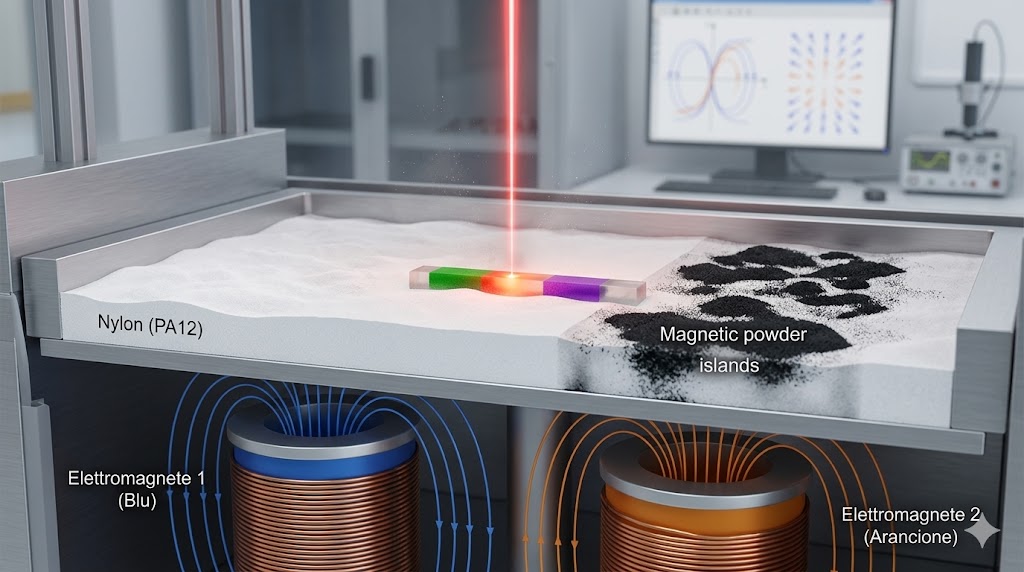
Il gruppo di ricerca dell’Auckland University of Technology parte da un sistema SLS polimerico sperimentale basato su laser CO₂ (10,6 µm) da circa 18 W, con velocità di scansione tra 500 e 1000 mm/s, spot di 0,27 mm e una matrice di nylon come materiale di base. Sotto al piano di costruzione sono stati collocati due elettromagneti (32 avvolgimenti assiali e 6 radiali) in grado di generare un campo di allineamento di circa 230 mT, con polarità e tempi di attivazione controllabili in modo indipendente.
Il tratto distintivo del lavoro non è solo l’applicazione di un campo magnetico durante la sinterizzazione, ma la sua sincronizzazione “punto per punto” con il processo di fusione del laser. Il campo viene applicato nel momento in cui la polvere magnetica è nello stato viscoso adeguato per consentire la rotazione e l’allineamento delle particelle anisotrope, prima che il materiale solidifichi e “congeli” l’orientamento. In questo modo è possibile programmarne localmente l’easy axis e ottenere regioni con poli diversi sullo stesso pezzo.
Multi‑materiale strato per strato: il ruolo della barra di gestione polveri
Per creare isole magnetiche con composizioni differenti, i ricercatori hanno introdotto un componente brevettabile: una barra di gestione delle polveri che lavora in combinazione con il sistema di wiper del SLS. Questa barra integra un ugello di aspirazione per rimuovere selettivamente la polvere polimerica di base da zone predefinite del letto e ugelli di dosaggio per depositare quantità controllate di polveri magnetiche in quelle cavità prima della sinterizzazione di ciascuno strato.
In pratica, ogni layer viene preparato in più fasi:
- distribuzione iniziale della polvere di base sul piano
- rimozione selettiva della polvere in alcune aree tramite aspirazione
- riempimento delle stesse aree con polvere magnetica (per esempio NdFeB, FeSi o FeCo)
- passaggio del laser SLS con attivazione temporizzata degli elettromagneti sottostanti per orientare le particelle prima del consolidamento.
Questa strategia consente di ottenere configurazioni multi‑materiale, per esempio abbinando su uno stesso pezzo una regione di magnete duro NdFeB e una regione di materiale morbido FeSi o FeCo, con risposte magnetiche nettamente distinguibili.
I campioni di prova: barre sottili a cinque strati e combinazioni di materiali
Per dimostrare il concetto, il team dell’AUT ha stampato barre sottili costituite da cinque strati, con spessore di circa 50 µm per layer. Sono stati realizzati layout a due isole in cui:
- un lato era composto da NdFeB (magnete duro),
- l’altro lato era composto alternativamente da FeSi o FeCo (materiali morbidi),
- oppure entrambi i lati erano in NdFeB, per studiare l’interazione tra dipoli duri contrapposti.
Le proprietà magnetiche dei campioni sono state valutate con microscopia elettronica a scansione (SEM) per osservare la microstruttura, imaging con ferrofluido Bitter per visualizzare pattern di campo e misure con sonda di Gauss per quantificare l’intensità di flusso in diverse condizioni di magnetizzazione. Questi strumenti hanno permesso di verificare se le regioni programmabili mantenessero una risposta locale distinta già dopo il processo di sinterizzazione e dopo una magnetizzazione post‑processo.
Risultati magnetici: da flussi modesti a risposte localmente intense
Nello stato immediatamente successivo alla stampa, le regioni in NdFeB mostrano una remanenza debole, nell’ordine di 1,5–2 mT, coerente con un magnete legato con frazione di fase dura non particolarmente elevata. Dopo una magnetizzazione post‑processo, però, i campioni rivelano un incremento deciso del flusso: nel caso della coppia NdFeB/FeSi si è arrivati fino a circa 6 mT a nord e 3 mT a sud, mentre per NdFeB/FeCo sono stati misurati fino a 14 mT a nord e 6 mT a sud.
Le isole morbide (FeSi, FeCo) sono risultate praticamente prive di remanenza dopo magnetizzazione, ma sotto campo esterno hanno mostrato una risposta locale accentuata, con differenze di polarità intorno a 80–100 mT a nord e 50–100 mT a sud, a seconda della configurazione. Un aspetto interessante è che, anche invertendo il verso della magnetizzazione globale, si osserva una persistente tendenza del polo nord verso l’alto, segno che l’allineamento in fase di sinterizzazione imprime un bias nella direzione di easy‑axis che influisce sullo stato magnetico finale.
Perché questo approccio è diverso dagli altri tentativi di field‑assisted AM
Esperimenti precedenti di additive manufacturing assistita da campo hanno riguardato soprattutto resine fotopolimeriche o processi di direct ink writing, dove le particelle si trovano in matrici molto viscose e possono essere orientate con maggiore facilità. Nel contesto SLS, invece, la rapida solidificazione e le forze di trascinamento viscose rendono complesso mantenere le particelle allineate mentre il laser fonde strati sottili di polvere.
La novità del lavoro dell’AUT sta nel combinare:
- gestione multi‑materiale della polvere a livello di singolo voxel o quasi,
- campi magnetici locali e temporizzati sotto il piano di costruzione,
- sinterizzazione punto a punto sincronizzata con l’allineamento.
Questa combinazione consente di ottenere non solo anisotropia globale, ma pattern magnetici locali programmabili, con potenziale per dipoli complessi, multipoli e disposizioni simili a Halbach generati direttamente durante la stampa. Rispetto alla semplice orientazione di particelle in un unico volume, la struttura del campo può essere disegnata digitalmente e realizzata in un solo componente.
Limiti attuali: scala da laboratorio, volumi ridotti e questioni di affidabilità
Al momento, il sistema è un dimostratore da laboratorio con volume di lavoro limitato e componenti meccatronici custom. Gli autori non riportano ancora dati completi su produttività, ripetibilità del processo, frazioni volumetriche di fase magnetica massime ottenibili e robustezza della coreografia software che governa aspirazione e dosaggio delle polveri in tempo reale.
Lavorare con polveri magnetiche in prossimità di elettromagneti all’interno di una camera SLS riscaldata solleva interrogativi pratici su gestione della polvere, usura dei componenti, sicurezza e manutenzione in vista di un’eventuale industrializzazione. Inoltre, i valori di flusso riportati derivano da provini molto sottili, per cui le prestazioni effettive in geometrie reali più massicce dovranno essere verificate con ulteriori studi e ottimizzazioni dei carichi di polvere magnetica.
Possibili applicazioni: motori, attuatori, sensori e robotica
Nonostante i limiti, le applicazioni potenziali di magneti legati con poli programmabili localmente sono numerose. Nel campo dei motori e degli attuatori, poter stampare inserti magnetici con campi sagomati ad hoc ridurrebbe o eliminerebbe l’assemblaggio di anelli o piastre magnetiche discrete, semplificando la costruzione di rotori, statori e sistemi di trasmissione.
Per la sensoristica, la possibilità di combinare domini duri e morbidi in un solo pezzo potrebbe portare a sensori di posizione e forza più compatti, con risposte calibrate in precise regioni di interesse. Nella robotica, magneti programmabili potrebbero essere utilizzati per profilare curve di forza o realizzare giunti e accoppiamenti magnetici con comportamento non lineare, difficilmente ottenibile con componenti standard. Per i service di SLS polimerico, una versione matura di questa tecnologia aprirebbe un segmento di mercato dedicato a assemblaggi magnetici complessi con minore intervento manuale.
Prossimi passi: scala, controllo e integrazione software
L’adozione industriale di un sistema SLS assistito da campo per magneti legati programmabili dipenderà dalla capacità di scalare la tecnologia mantenendo controllo e affidabilità. Nel lavoro vengono indicati alcuni sviluppi chiave: ampliamento degli array di elettromagneti sotto il letto di stampa, implementazione di sensori di campo in feedback, aumento della frazione di fase dura per incrementare la densità di flusso e sviluppo di toolpath avanzati per coordinare sottrazione e deposito di polveri multi‑materiale.
Se questi elementi convergeranno, la prospettiva è di poter “stampare magneti che sanno già dove deve andare il loro flusso”, integrando nella fase di produzione ciò che oggi viene progettato e ottenuto a posteriori tramite assemblaggi complessi. Questo cambio di paradigma nella progettazione di sistemi elettromeccanici potrebbe influenzare settori che vanno dai veicoli elettrici alla meccatronica di precisione, passando per elettrodomestici e strumenti professionali dove la gestione fine del campo magnetico è un fattore critico.
