Siamo stati cauti e attenti a promuovere le attrezzature di sicurezza COVID stampate in 3D qui su 3DPrint.com. Abbiamo parlato di un principio generale di non fare prima del male e abbiamo anche discusso delle raccomandazioni di sicurezza per i dispositivi medici stampati in 3D . In particolare, abbiamo affrontato i problemi di sicurezza relativi alle maschere per la stampa 3D e fornito alcuni consigli .
È stato degno di nota il fatto che, in questa crisi attuale, la Food and Drug Administration (FDA) degli Stati Uniti e altre autorità hanno rilassato i loro standard esistenti per gli schermi facciali, ma non lo hanno fatto per i respiratori. Un respiratore è un dispositivo vicino alla pelle che viene indossato sulla bocca per ore al giorno e può impedire la respirazione o portare a particelle estranee nei polmoni di chi lo indossa. Anche nella loro forma più inventiva e creativa, le autorità sanitarie non si allontanerebbero dal mantenerlo un dispositivo medico di Classe II che dovrebbe essere realizzato in un ambiente di buone pratiche di fabbricazione e soggetto alla rigida regolamentazione della FDA.
I risultati iniziali indicano che i risultati del regolatore sono confermati dalla ricerca. Un articolo di un team del Virginia Polytechnic Institute e della State University (Virginia Tech) indica una decisa mancanza di efficacia da parte dei respiratori stampati in 3D. Dobbiamo sottolineare che il documento stesso è in fase di prestampa. Preprint significa che non è stato ancora sottoposto a peer review. Ciò significa che stiamo formando la nostra opinione su uno sforzo ingegnoso frettoloso per realizzare dispositivi salvavita attraverso un documento che ci è stato presentato in precedenza (e ci si aspetterebbe più soggetto a errori) del solito.
Giusto per essere chiari, celebriamo gli sforzi di progettazione e produzione di tutti per realizzare dispositivi COVID di ogni tipo. Pensiamo che questo sia davvero uno dei momenti più brillanti e migliori della storia del nostro settore. Abbiamo un ruolo importante da svolgere nella realizzazione di pezzi di ricambio, nuove soluzioni e articoli non disponibili in questa crisi attuale. Inoltre, sta diventando chiaro per noi e per molte altre persone che la stampa 3D ha un ruolo reale da svolgere in molte catene di approvvigionamento e nelle crisi future, qualunque esse siano. Ora siamo molto più pertinenti rispetto all’inizio dell’anno a qualsiasi ulteriore rottura del tessuto stesso della catena di approvvigionamento globale o come una sorta di soluzione magica di nastro anatra per una carenza.
Questa aspettativa e questo interesse sono, ovviamente, un’arma a doppio taglio e potremmo sperperare esagerando e sottoponendo. Oppure potremmo affrontare le sfide del futuro con schiettezza e onestà. Sì, siamo un’interessante tecnologia di modellatura. Ciò non significa che tutte le nostre forme siano funzionali per tutte le applicazioni ora, in tutti i materiali.
L’articolo è di Bezek, LB; Pan, J .; Harb, C .; Zawaski, CE; Molla, B .; Kubalak, JR; Marr, LC; Williams, CB e si intitola ” Trasmissione di particelle attraverso respiratori fabbricati con fabbricazione di filamenti fusi e produzione di additivi per fusione a letto di polvere “. Il riepilogo è il seguente (il testo è citato ma formattato da me per leggibilità):
“I risultati di questo studio mostrano che i respiratori stampati utilizzando processi di fabbricazione di filamenti fusi desktop / industriale [FFF] e processi di fusione a letto di polvere [PBF] su scala industriale hanno un’efficienza di filtrazione insufficiente alle dimensioni del virus SARS-CoV-2, anche pur assumendo un sigillo perfetto tra il respiratore e il viso dell’utente.
Quasi tutti i respiratori stampati hanno fornito un’efficienza di filtrazione <60% nell’intervallo di particelle di 100-300 nm.
Un solo respiratore, stampato su un sistema di fabbricazione di filamenti fusi su scala industriale, ha fornito un’efficienza> 90% come stampato.
Le procedure di post-elaborazione tra cui pulizia, sigillatura delle superfici e rinforzo della guarnizione del tappo del filtro hanno generalmente migliorato le prestazioni, ma nessun respiratore ha sostenuto l’efficienza di filtrazione di un respiratore N95, che filtra il 95% delle particelle del virus SARS-CoV-2.
Invece, i respiratori stampati hanno mostrato prestazioni simili a varie maschere di stoffa.
Mentre l’ottimizzazione continua dei parametri del processo di stampa e delle tolleranze di progettazione potrebbero essere implementate per stampare direttamente i respiratori che forniscono l’efficienza di filtrazione richiesta al 95%, i processi AM non sono sufficientemente affidabili per la distribuzione diffusa e la produzione locale di protezione respiratoria di tipo N95 senza commisurati processi di garanzia della qualità in posto.
Alcune combinazioni di design / stampante / materiale possono fornire una protezione sufficiente per utenti specifici, ma i respiratori non dovrebbero essere affidabili senza test quantitativi di efficienza di filtrazione. Al momento non è consigliabile aspettarsi che i respiratori stampati provenienti da progetti distribuiti replicino le prestazioni su stampanti e materiali diversi. “
In generale, molte delle conclusioni che il documento ha fatto sono ciò che abbiamo precedentemente sottolineato e ciò che molti nel settore stavano dicendo. Sembra che, ancora una volta, stiamo sostenendo in modo eccessivo le dichiarazioni inflazionate dai media (e alcuni di noi).
Il documento lo sottolinea
“Una preoccupazione circa l’efficacia dell’utilizzo di AM per produrre sostituti diretti per i respiratori N95 è la porosità intrinseca nelle parti prodotte da FFF e PBF, che può influenzare l’efficienza di filtrazione, l’accuratezza e l’affidabilità dei respiratori stampati. Nei processi FFF, la porosità può derivare da strati adiacenti che non si fondono completamente, lacune lasciate dal cambiamento di direzione e arresto / avvio dell’estrusione di fusione e / o lacune lasciate da percorsi estrusi adiacenti che non si fondono insieme ”
“Tali difetti intrinseci indotti dal processo hanno dimostrato di causare fino al 32% di porosità nelle parti FFF, con pori di diametro 200-800 Mu, il che potrebbe renderli inefficaci nella protezione contro le particelle virali da 0,3 mu.”
“Allo stesso modo, le parti prodotte tramite PBF possono essere porose fino al 30% [16] a causa di un’erogazione insufficiente di energia, di ricoprire i difetti e / o dell’uso di polvere fortemente riciclata.”
“Una soluzione per mitigare la porosità nelle parti polimeriche stampate è sigillarle in una fase di post-elaborazione.”
“Un’altra sfida anticipata nell’uso di AM per fabbricare direttamente DPI attraverso progetti digitali condivisi è l’intrinseca variabilità tra macchine AM, materiali e parametri di costruzione, che può influenzare le proprietà meccaniche dei materiali stampati e l’accuratezza delle geometrie stampate.”
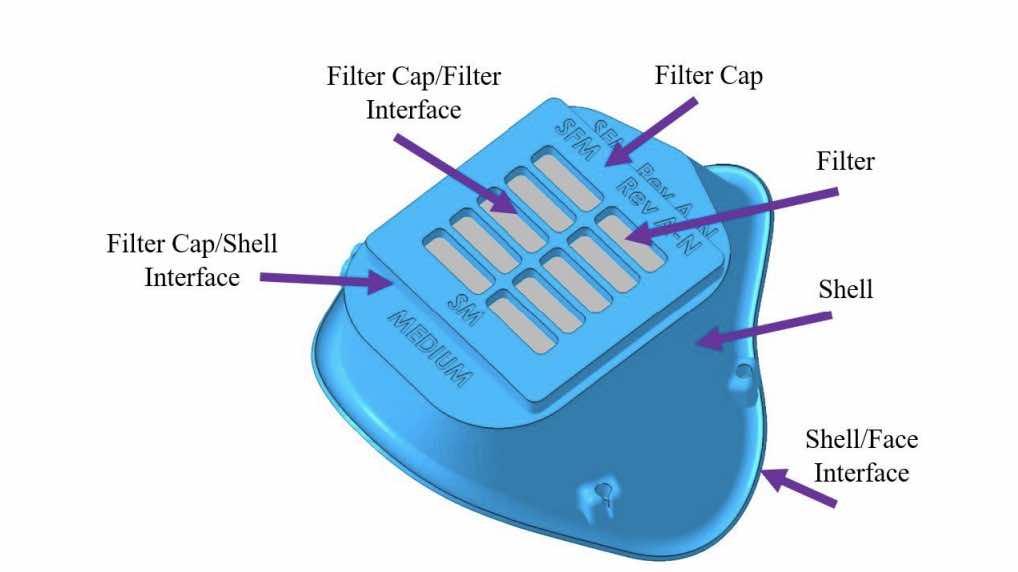
Quest’ultimo problema è anche una potenziale limitazione alla verifica dell’efficacia di queste maschere, dal momento che le singole impostazioni della macchina, i materiali, la movimentazione dei materiali, i percorsi utensile e le variabili locali potrebbero aver interferito con le parti di test stesse. La carta continua a guardare le parti in cui la maschera potrebbe guastarsi coprendo in modo insufficiente il viso o attraverso gli spazi vuoti.
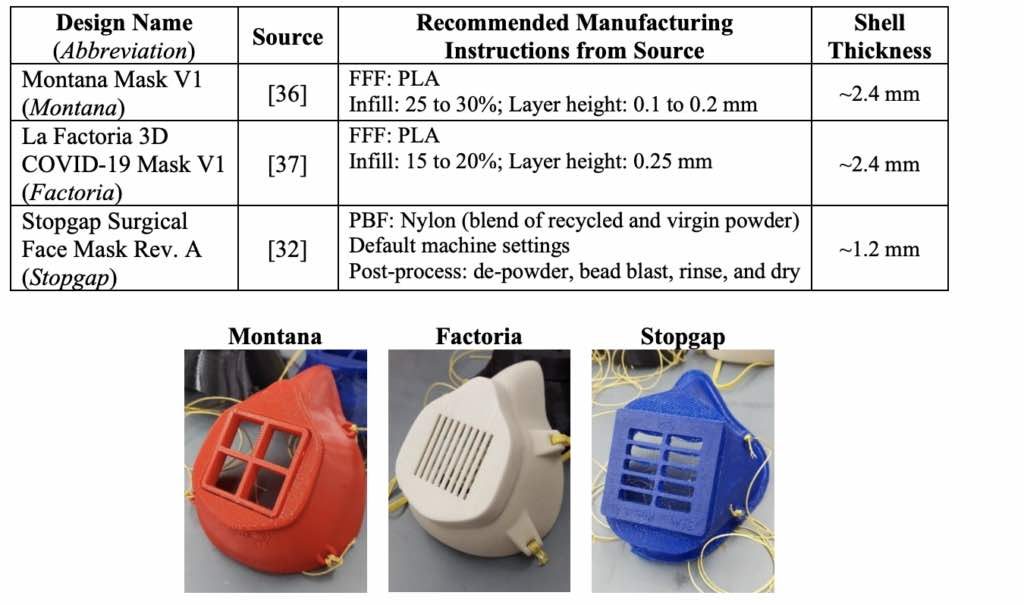
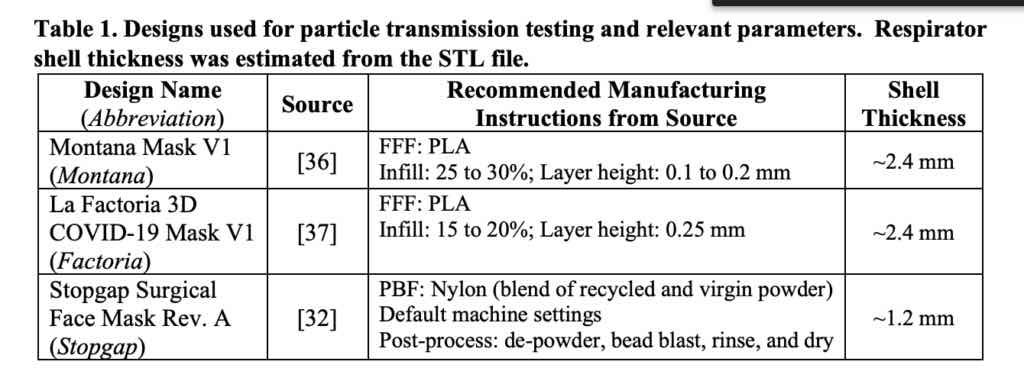
Le maschere scelte erano la maschera Montana di Make the Masks , la maschera Factoria e la maschera chirurgica Stopgap . Hanno stampato queste maschere su una Sinterstation (fusione del letto di polvere polimerica), Fortus 400mc (FFF industriale) e Afinia (FDM desktop). Abbiamo compiuto alcuni progressi da quando la venerabile Sinterstation e la porosità sono state ridotte nelle macchine di sinterizzazione della generazione attuale con un software e un’elaborazione migliori in modo da aspettarci meno porosità rispetto a una macchina rilasciata nel 1998. Da un lato, è sorprendente che questi le macchine durano così a lungo, ma forse è leggermente ingiusto utilizzare una stampante 3D di 22 anni come sistema di sinterizzazione industriale per questo importante test.
Il documento afferma che “i modelli PBF sono stati depolverati e granigliati per rimuovere la polvere aderita e migliorare la finitura superficiale”, ma, soprattutto, non è chiaro se “sciacquare le parti con acqua per rimuovere i mezzi rimanenti e le parti asciutte usando aria compressa” è stato eseguito secondo le istruzioni generali allegate al file. Inoltre, affermano che la polvere utilizzata era “Nylon-12 (Factoria: 100% riciclato; Montana / Stopgap: 50% riciclato / 50% vergine).” Non è chiaro di chi fosse la polvere. Ora, non è chiaro il motivo per cui userebbero miscele diverse tra polvere vergine e riciclata per maschere diverse, ma un materiale riciclato al 100% non è davvero qualcosa che consiglierei. Penso che sia anche ingiusto confrontare una maschera riciclata al 100% con qualsiasi cosa.
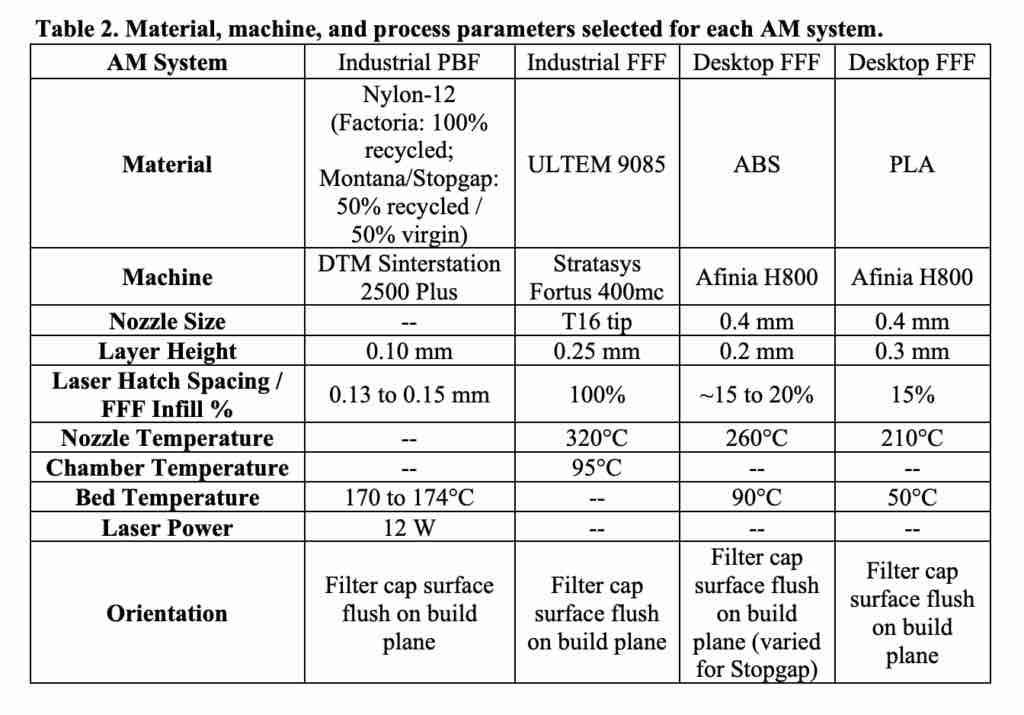
Ho anche preoccupazioni per i materiali a filamento stampati. Ho anche pensato che ULTEM 9085 stampato a 350 ° C? Sono confuso per la stampa ABS che ha un riempimento del 15-20%. Per me, per una parte d’uso quotidiana, utilizzerei almeno una percentuale di riempimento molto più alta del 30 percento. Inoltre, non capisco perché anche la parte PLA abbia un riempimento del 15 percento. Non sono riuscito a trovare nemmeno le impostazioni della macchina o il nome del fornitore di filamenti. Ci potrebbe essere molta variabilità nella loro temperatura dell’ugello secondo quanto indicato ed effettivo anche. Sappiamo tutti che possiamo ottenere molte differenze di adesione dello strato nelle stampe da velocità, materiale, temperatura. Quindi questo è un avvertimento. Mi piacerebbe davvero che il profilo Cura e le impostazioni della macchina fossero inclusi in questo tipo di ricerca. Se testeremo le parti, dovremmo sapere come sono state realizzate.
Questa non è una lamentela specifica di questo documento tuttavia; nessun documento ha questo. Personalmente non riesco davvero a far funzionare l’ABS al di sotto di una temperatura del letto di 100 ° C e la maggior parte raccomanda 110 ° C, quindi sembra basso, mentre 260 ° C sembra che potrebbe essere un po ‘troppo fumoso. Non consiglierei mai di stampare ABS oltre i 250 ° C e, il più delle volte, mi aspetto che la giusta temperatura sia molto più bassa di quella, molto più bassa di 260 ° C comunque. Inoltre, ogni parte del test è stata stampata una sola volta (a parte lo stopgap che hanno provato in due orientamenti). Ciò per me sta mettendo piuttosto un sacco di scorta nell’accuratezza del bambino di cinque anni Afinia e avrei preferito piuttosto vedere un certo numero di parti stampate e testate.
Il team quindi ci mostra che avevano difetti visibili nelle stampe.
“(A) Il respiratore Stopgap in ABS orientato con il cappuccio del filtro rivolto verso il basso sul piano di costruzione presenta alcuni strati smarriti; (b) Anche il respiratore Stopgap in ABS con orientamento alternato soffre di scarsità periodica; (c) Il respiratore Stopgap in PLA è visibilmente sottile su quasi tutte le superfici; (d) Il respiratore Stopgap in ULTEM mostra porosità sulla superficie parallela al filtro. “
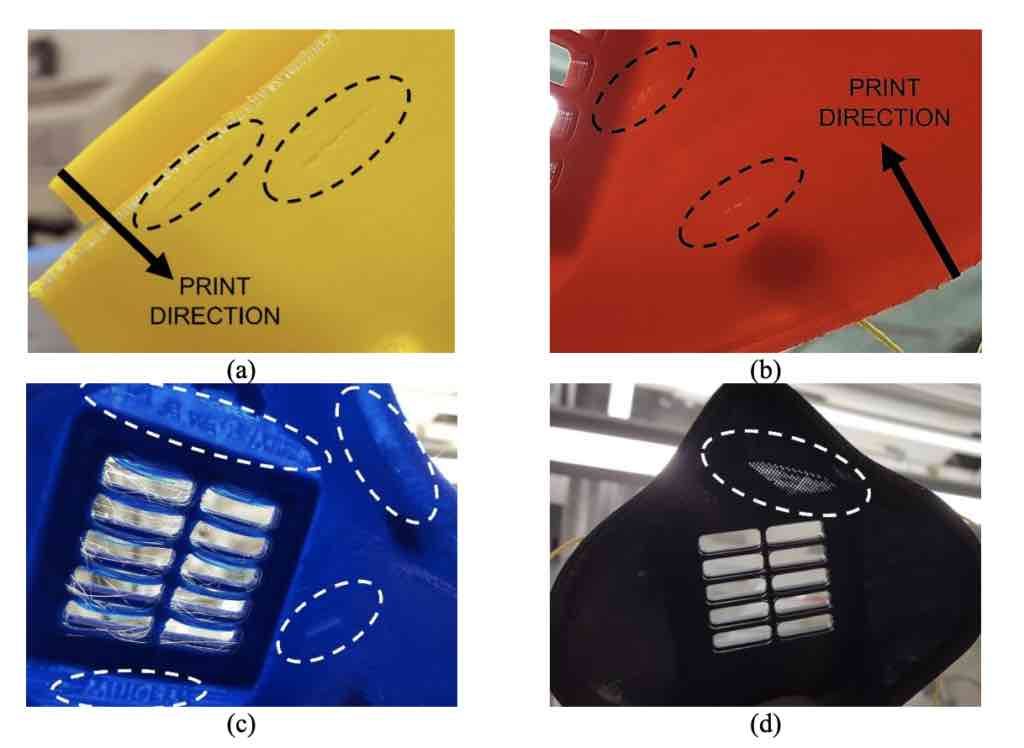
“La Figura 4c mostra il respiratore Stopgap fabbricato con PLA sostenuto da una luce per consentire l’osservazione di diverse regioni di materiale sottile lungo il guscio (come nelle Figure 4a e b), lungo il sigillo verso la faccia e sulla superficie a filo con il tappo del filtro. La Figura 4d mostra il respiratore Stopgap fabbricato con ULTEM sollevato da una luce. I pori macroscali su tutta la superficie a filo sul piano di costruzione sono osservati nonostante questa parte sia stampata al 100% con un sistema FFF su scala industriale ”, scrivono gli autori.
Il team afferma che il respiratore Stopgap è stato realizzato per la fusione del letto in polvere, quindi non doveva essere stampato con FFF / FDM. Continuano a testare le stampe Stopgap FFF / FDM e penso che ciò sia piuttosto ingiusto.
Ho un vero problema con gli autori che cambiano il rotolo di filamento per le stampe di orientamento della costruzione “a” e “b” e senza menzionare che si tratta di un materiale diverso. Anche se proveniva dallo stesso fornitore e la gestione era la stessa, i diversi coloranti indicano che esiste una temperatura di stampa ottimale diversa. È strano per me sia cambiare l’orientamento della stampa che il materiale e poi confrontare quelle stampe. Inoltre, gli autori affermano che si tratta di un problema di adesione, ma lo è? Sta scavando dall’ugello? La parte “c” è un ottimo esempio del perché non dovresti avere lettere da parte tua. Il modello tratteggiato sulla stampa “d” realizzato da ULTEM è molto strano. È quello il modello di riempimento a doppia densità sparsa? Non è stato stampato perché non supportavano bene la parte?
Il team ha continuato a testare i risultati dei diversi design dei filtri:
“L’analizzatore di particelle conta semplicemente la frequenza delle nanoparticelle rilevate; non distingue tra nanoparticelle risultanti dall’aerosol generato e nanoparticelle residue risultanti da particelle vaganti rilasciate dal guscio ”, è stato identificato un problema.
Continuano a trattare le maschere, dicendo che i “respiratori FFF sono stati sciacquati accuratamente con acqua di rubinetto e asciugati con aria compressa. Poiché l’acqua potrebbe causare aggregazione tra polvere secca, la fase di pulizia dei respiratori PBF ha comportato un’ulteriore aria compressa seguita dall’applicazione di due mani di vernice acrilica per formare un sigillante. “
Ne sono confuso poiché so che l’acqua può avere effetti sulle parti sinterizzate porose a lungo termine, ma non sono sicuro del perché i ricercatori non le abbiano semplicemente lavate in acqua, il che andrebbe bene a breve termine. Inoltre, dipingerlo cambia la parte e la rende meno flessibile. Non capisco affatto la parte di “aggregazione tra polvere secca” e non sono sicuro del motivo per cui avrebbero bisogno di dipingere il modello. Temo in particolare che le mani di vernice influenzeranno il modo in cui le diverse parti della maschera si incastrano. Potrei averlo letto male, ma perché allora nella tabella sopra dicono che risciacquano e asciugano le parti PBF? Inoltre sono abbastanza sicuro che i modelli PLA siano stati resi più fragili dall’acqua, ma forse è una limitazione della maschera che è buona da includere.
Il documento prosegue dimostrando che “nessuno dei respiratori stampati ha fornito la necessaria efficienza di filtrazione al 95%”.
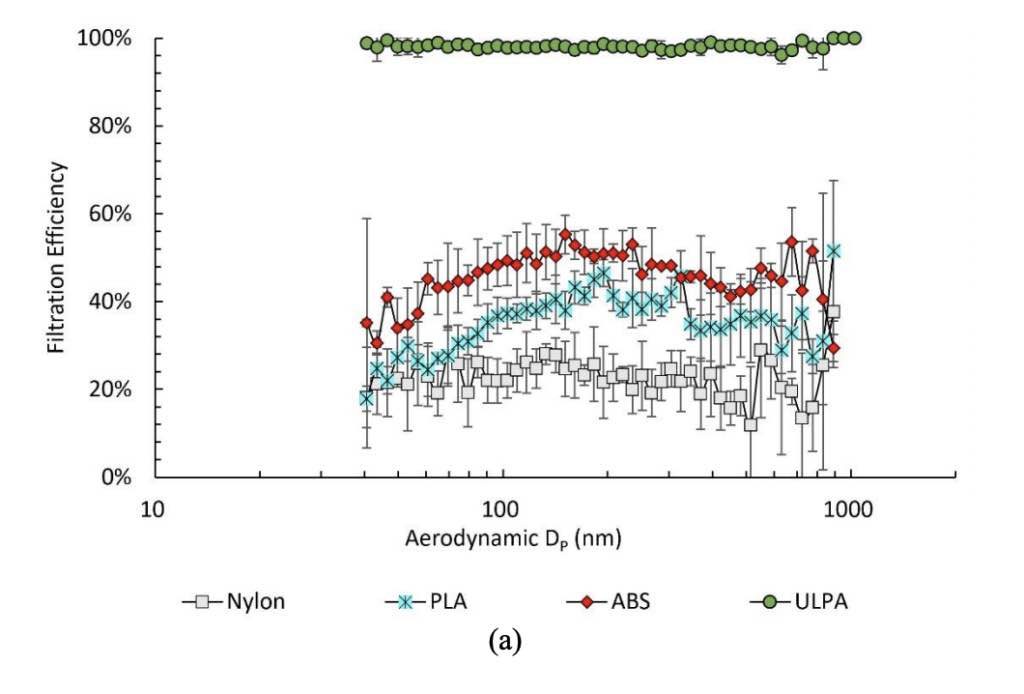
“I risultati del respiratore Montana (Figura 5a) mostrano un’efficienza di filtrazione costantemente inferiore al 60% per i materiali ABS, PLA e nylon, che è lontano dalle prestazioni di base del mezzo filtrante ULPA. La variante ULTEM del respiratore Montana non ha potuto essere testata come stampata perché il tappo del filtro era troppo lento per fissare adeguatamente il filtro. “
Il team prende la seguente determinazione:
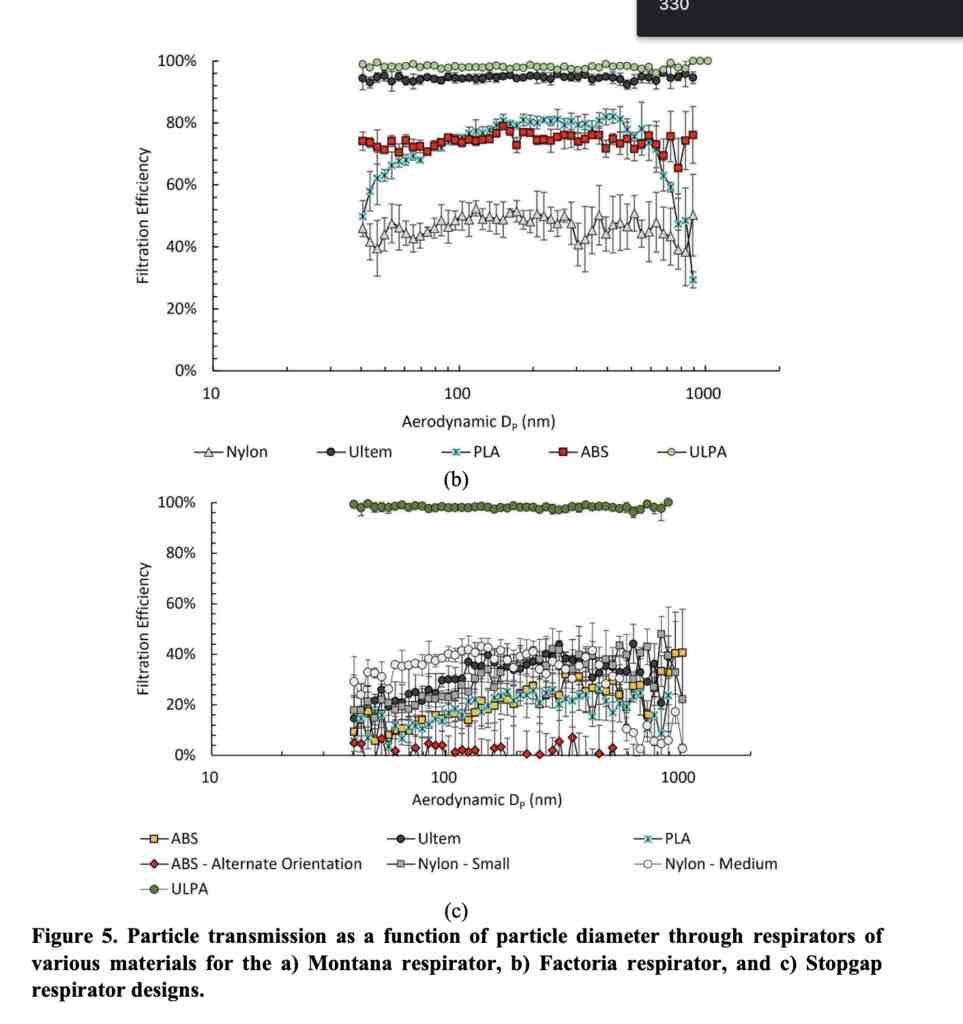
“I risultati del respiratore Factoria sono riportati nella Figura 5b. I respiratori PLA e ABS filtrano più particelle rispetto al design del respiratore Montana, ma entrambi proteggono solo dal 75% circa delle particelle. Il respiratore ULTEM Factoria offre le massime prestazioni osservate, con un’efficienza di filtrazione tra il 90-95%, a seconda del diametro delle particelle; tuttavia, scende leggermente inferiore al filtro ULPA testato (efficienza del 99%). Simile ai risultati del respiratore Montana, il respiratore stampato PBF presenta la più bassa efficienza di filtrazione (~ 45%). ”
“I respiratori Montana e Factoria sono quasi identici nel design del guscio, si prevede che la differenza nel design del cappuccio del filtro sia la causa delle prestazioni costantemente peggiori del respiratore Montana rispetto al respiratore Factoria. Il tappo a pressione del respiratore Montana potrebbe aver lasciato particelle attorno al filtro (che si correla al tappo del filtro sciolto stampato in ULTEM), mentre il tappo più grande del respiratore Factoria racchiude completamente il filtro. “
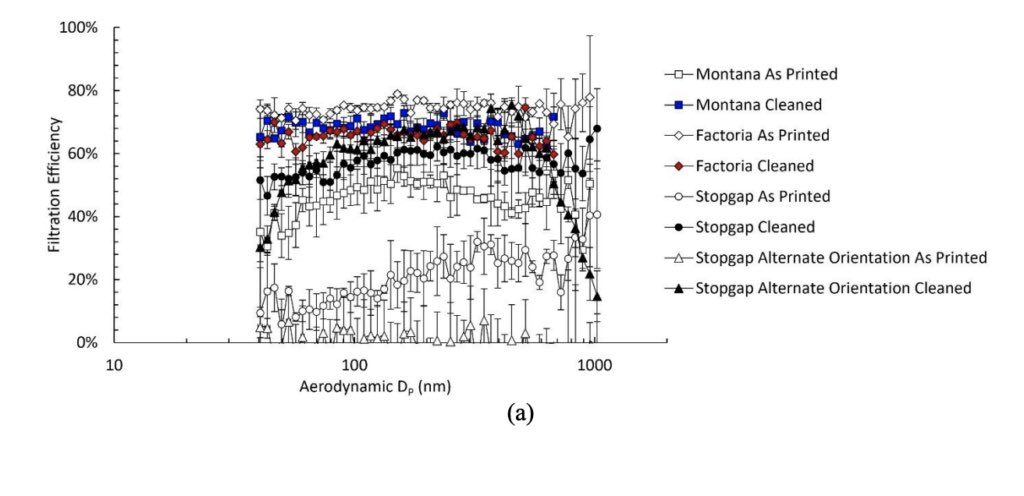
Un’altra cosa che non capisco è questa: “Nella Figura 6a si osserva che la pulizia del respiratore ABS Montana aumenta la misurazione dell’efficienza di filtrazione del 20% circa, ma la misurazione ABS Factoria diminuisce dell’efficienza del 10% circa. Le misure di efficienza ABS Stopgap migliorano significativamente, con entrambi gli orientamenti di stampa che offrono prestazioni simili una volta pulite. Nella Figura 6b, si vede che il respiratore ULTEM Factoria diminuisce di circa il 15% di efficienza dopo la pulizia. “
Sono abbastanza sorpreso che ci sarebbe una differenza così grande nell’efficienza di filtrazione solo dalla pulizia delle parti? Per me, questo indica il fatto che l’apparato di prova sta raccogliendo polvere sciolta e particelle sulle maschere da prima o che sono stati creati o rilasciati attraverso la pulizia. Ma non so abbastanza sul lato della filtrazione delle cose da sapere.
Il team ammette: “Questi risultati evidenziano la variabilità intrinseca dei risultati dovuta al metodo di test e alle condizioni di test, motivo per cui è stato fondamentale utilizzare gli stessi respiratori per ripetere i test. L’ambiente di test è stato mantenuto sempre più vicino alle stesse condizioni, eppure i respiratori Factoria sono diminuiti in qualche modo nell’efficienza di filtrazione. Si ritiene che un accoppiamento delle modalità di guasto identificate nella Sezione 1.2 possa contribuire alle tendenze irregolari. “
Continuano a sembrare più profondi, “L’applicazione del sigillante epossidico sul guscio aumenta l’efficienza raggiungendo il picco a ~ 75%. Ciò indica che la porosità del materiale PLA riduce l’efficienza di filtrazione del 20% circa. ” E “È probabile che le polveri residue derivanti dalla stampa, dal post-processo o dalla manipolazione siano responsabili delle scarse prestazioni dei respiratori stampati. Ciò conferma anche il motivo per cui i respiratori Montana e Factoria in nylon stampati avevano un’efficienza di filtrazione così bassa. Durante il test di alcune modifiche intermedie sono state dimenticate, è evidente che la modalità di errore dominante è l’interfaccia del filtro / shell. “
Le loro conclusioni sono le seguenti:
“Come stampato, la maggior parte dei respiratori ha funzionato male, con quasi tutti fornendo meno del 60% di efficienza di filtrazione (significativamente inferiore all’efficienza del 95% richiesta di un respiratore N95). Questo risultato è particolarmente scoraggiante se si considera che il test è stato eseguito con l’approssimazione di un sigillo perfetto tra il respiratore e il viso dell’utente (una modalità di guasto comune per i respiratori tessili N95 standard e probabilmente una modalità di guasto significativo per i polimeri rigidi stampati). Quando stampato in ULTEM su un sistema FFF su scala industriale, il respiratore Factoria ha fornito la migliore efficienza di filtrazione di quelli valutati, superando costantemente l’efficienza del 90% per tutte le dimensioni delle particelle. “
Dicono anche che “Ad esempio, mentre il respiratore Factoria in ULTEM ha raggiunto un’efficienza di filtrazione> 90% allo stato stampato, la sua efficienza misurata è stata ridotta all’80% dopo la pulizia. Nessun progetto testato con modifiche è stato in grado di ottenere costantemente un’efficienza di filtrazione del 95%, sebbene il respiratore Stopgap in nylon con modifiche sia stato in grado di filtrare ~ 85% delle particelle con dimensioni di 300 nm. “
“I risultati di questo studio non scartano completamente l’AM dall’essere appropriato per creare un respiratore N95 efficace”, scrivono gli autori. “Le prestazioni di ULTEM Factoria suggeriscono che (i) tecnologia di stampa ripetibile di alta qualità con (ii) impostazioni di processo corrette e (iii) tolleranza dell’interfaccia filtro / involucro del filtro allineata con una combinazione macchina / materiale specifica potrebbe fornire un efficace soluzione.”
Più avanti, dicono: “Nel caso dei respiratori Montana e Stopgap, le prestazioni stampate scendono al di sotto di quelle di molti semplici materiali tessili. I respiratori Factoria stampati e i respiratori Stopgap modificati post-processo offrono una protezione equivalente a questi materiali tessili e maschere chirurgiche, con ULTEM Factoria e respiratori PBF Stopgap modificati che offrono prestazioni leggermente migliorate a questi materiali. ” Questo è stato un risultato di cui molti di noi sarebbero stati davvero contenti, credo.
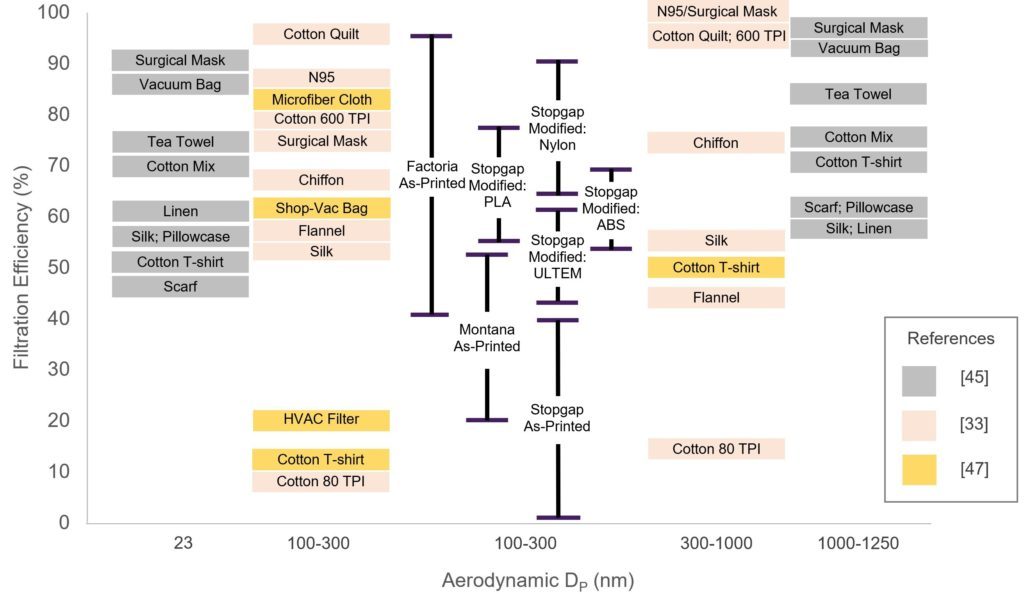
Inoltre, “I respiratori PBF Stopgap modificati possono funzionare meglio della maschera chirurgica, del cotone ad alto filo e del respiratore N95 dallo studio di Konda [33]. Questo studio mostra che i respiratori AM sono in grado di raggiungere un’efficienza di filtrazione competitiva elevata alla pari con le maschere per uso non medico solo quando si assume una tenuta perfetta sul viso. ” Questo è comunque un ottimo risultato e di cui saremmo molto contenti. Ma, come afferma giustamente il documento, questo sigillo perfetto è illusorio e probabilmente non è il caso di queste parti relativamente rigide. L’incapacità di creare un buon sigillo, soprattutto se paragonato a una maschera cucita in casa, è sempre stato per me il tallone d’Achille dei respiratori stampati in 3D.
Nel complesso, è molto positivo che questo tipo di ricerca sia in corso. Sono un po ‘confuso da alcuni dei parametri di stampa e coinvolti. Mi piacerebbe vedere più coerenza lì. Ma i problemi relativi all’assemblaggio e alla stampa negli esperimenti mi inducono solo a considerare in che modo tale variabilità ci impedisce di creare respiratori. Nel complesso, possiamo concludere che sarà difficile realizzare un respiratore che funzioni bene con la stampa 3D. Ciò non significa che dovremmo essere dissuasi dal cercare di migliorare questi progetti, ma piuttosto che dovremmo accogliere con rigore scientifico e analisi i nostri sforzi.