Cosa è sto maledetto Brim mentre cercavo una definizione in italiano trovo quasto sito leganerd.com e questo autore Hattorifranzo e mi accorgo che nonostante google ci sputi sopra sia la migliore serie di articoli su come iniziare a stampare in 3d in un siti che vale la pena di mettere sul proprio Bookmark o nei propri preferiti trovate la serie di articoli a questo indirizzo http://leganerd.com/author/hattorifranzo/
voglio dire questo in due parole spiega bowden e non bowden……
 Stampa 3D per babbani: la fase di stampa
Stampa 3D per babbani: la fase di stampa
A distanza di mesi dall’ultimo articolo torniamo nello sfavillante mondo della stampa 3D low cost per parlare della stampa vera e propria.
Il momento della giornata che prima odierete a morte, poi amerete per un breve e fugace attimo, poi tornerete ad odiare con tutta l’anima maledicendo fino alla terza generazione chi vi ha venduto la stampante, per poi tornare ad amarlo definitivamente. Si spera.
Differenze principali tra le stampanti in commercio
Cominciamo subito con una piccola lista. Le stampanti in commercio differiscono più o meno per le stesse cose:
Diametro dell’ugello da cui esce la plastica fusa (nozzle): tipicamente 0.4 mm, ma esistono anche 0.3, 0.5mm e altri.
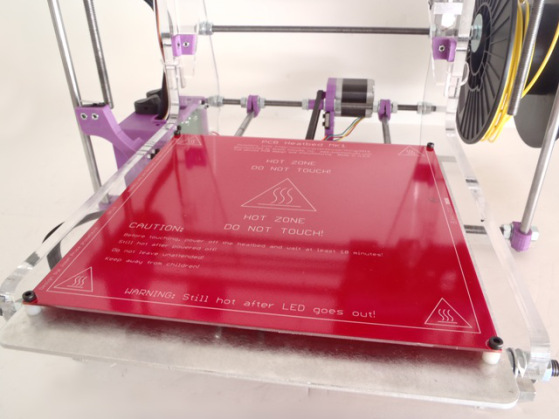
Presenza o meno di un piano riscaldato sotto il piatto di stampa: un piano riscaldato è utile per far aderire correttamente il modello durante la stampa, evitando che si alzi durante il processo.
L’assenza del piatto riscaldato significa stampare solo in PLA perchè è un materiale che risente meno degli sbalzi termici e attacca bene anche su piatti “freddi” , a differenza dell’ ABS che richiede un temperatura alta e costante all’interno dell’area di stampa, un problema importante considerato che la maggior parte delle stampanti sono aperte su tutti i lati.
Estrusore di tipo Reprap o Bowden: il filamento plastico deve essere spinto da una ruota dentata dentro la camera di fusione da cui poi uscirà per essere depositato sul piatto di stampa. Questa fase di spinta può essere fatta direttamente sulla testina di stampa, come evidenziato dal riquadro, (ovviamente compreso anche il motore passo passo alle spalle) e si parla di Reprap.
Oppure a monte, più vicino al rocchetto del filamento, allora è un Bowden.
La differenza è che un estrusore Bowden permette alla testina di stampa di essere più leggera e quindi più precisa di un estrusore di tipo Reprap ma logicamente la spinta va un po’ a perdersi lungo il tragitto dalla ruota dentata alla testina di stampa.
Questo può essere un problema se si stampano materiali morbidi come la gomma.
Presenza o meno di lettore di schede SD: questa pure è abbastanza importante. Se la stampante non ha un lettore SD incorporato, deve avere un pc collegato per stampare, non si può prendere e staccare tutto. Con un lettore SD invece la stampante è autonoma, cosa non da poco quando si cominciano stampe lunghe 8-12 ore.
In alcune stampanti è il piatto di stampa a muoversi lungo l’asse Z, in altre è direttamente la testina, con il piano che si limita a muoversi sull’asse y (qui dal decimo secondo si vede bene).
Piatto di stampa. Vetro, compensato, policarbonato, plexiglass, direttamente uno specchio, ecc.
I materiali di cui può essere fatto il piatto di stampa sono molteplici.
Personalmente ho sempre utilizzato il vetro e mi sono sempre trovato ottimamente, è compatibile con il piano riscaldato (caratteristica che non tutti i materiali possiedono) ed è anche più “scenico”. L’idea è sempre quella di trovare un materiale che garantisca una buona aderenza, né scarsa né ottima.
A mio avviso le caratteristiche fondamentali da tenere d’occhio in fase di valutazione/acquisto sono queste, poi logicamente le minuzie sono millemila: modello dei motori passo passo, numero di estrusori, tipo di cinghie, geometria della testina (hot end), numero di ventole di raffreddamento, … , però alla fine della fiera il concetto è lo stesso: se usate bene, la qualità di stampa è paragonabile in tutte le stampanti.
Alcune sono più facili da usare, altre sono user friendly come uno squalo bianco affamato e inca***to nero, ma il teorema resta valido.
Armamentario Base
Se come me siete dotati di stampante con piano riscaldato e piatto di vetro**, vediamo un po’ di armamentario che vi tornerà più o meno utile per le vostre stampe:
1 – Colla/lacca: uno dei problemi maggiori che si incontrano in fase di stampa consiste nel far aderire bene il modello al piatto di stampa. Spruzzate un leggero velo di lacca o stendete uno strato di colla prima di cominciare la stampa per facilitare l’adesione.
Per la lacca consiglio di togliere il piatto, spruzzare, lasciar seccare qualche minuto e poi infilare di nuovo il piatto al suo posto. Se spruzzate direttamente sul piatto, magari anche caldo, l’adesione ne gioverà molto poco e ci sarà una soave puzza di salone di bellezza per signore attempate.
La colla in stick va molto bene, tiene saldo e una volta finita la stampa viene via con acqua calda e sapone. La lacca è più arcigna da togliere e richiede una spugnetta leggermente abrasiva.
2 – Nastro 3M mod. 2090. Scoperto per caso, è una buona scelta per chi non ha il piano riscaldato. Tiene bene e non sporca troppo quando viene sostituito. Tagliate n strisce di scotch e stendetele sul piano di stampa, cercando di evitare sovrapposizioni ma anche spazi vuoti fra le strisce. Pecca abbastanza grande, deve essere cambiato spesso, perchè togliendo una stampa dal piano si graffia, si alza, ecc. I furboni della makerbot lo vendono in pratici fogli adesivi già dimensionati al piatto di stampa dei loro macchinari.
3 – Spatola: si usa per togliere la stampa dal piatto. Occhio a come si usa: il piatto può rigarsi, la stampa può risultare molto/troppo attaccata al piatto e di conseguenza potete romperla se mettete troppa forza.
Aspettate che il piatto sia freddo, poi procedete alla rimozione della stampa.
4 – Calibro digitale: utile per misurare il diametro del filamento. In tutti i software per lo slicing/generazione del gcode c’è un’opzione riservata al diametro del filamento, che serve al programma per calcolare quanta plastica estrudere in relazione al movimento da far fare alla testina.
Se impostate un filamento di 1.75 mm quando in realtà è di 1.90 mm, non va bene, potreste avere imperfezioni sulla stampa. Più in generale il calibro è fondamentale nella fase di calibrazione della stampante se avete acquistato un kit, ma qui si parla di macchine già calibrate in fabbrica.
5 – Cesoie da modellismo: spesso e volentieri sul vostro modello ci saranno delle piccole imperfezioni o elementi da rimuovere a stampa finita, vedi strutture di supporto o raft ( ne parliamo dopo).
Una piccola cesoia da modellismo è importante per eliminare precisamente tutto quello che non vi serve più/non dovrebbe esserci sulla superficie della stampa.
6 – ABS Glue. Se stampate con l’ABS e avete problemi di tenuta piatto/modello, l’abs glue è l’ultima spiaggia. Trattasi di miscela artigianale fatta da acetone e scarti di ABS, tipicamente stampe uscite male.
L’acetone scioglie l’ABS e crea un intruglio che viene spalmato sul piatto di stampa. La parte positiva è che adesso il vostro modello aderirà benissimo. La parte negativa è che adesso il vostro modello aderirà benissimo. Troppo benissimo. Avete appena creato superattack a casa vostra, andatene fieri.
7 – Biglietto da visita o cartoncino di ugual spessore. Serve per calibrare la distanza della testina dal piatto di stampa. Appena sentite che la testina gratta poco più che leggermente sul cartoncino, quella è l’altezza giusta per stampe di qualità.
Assicuratevi anche che la distanza sia costante in più punti del piano. Una volta impratichiti con il cartoncino, potete usare un foglio di carta, ma non mi prendo responsabilità per piatti frantumati 🙂
8 – Carta vetrata a grana fine, da 180 in su. Per carteggiare le piccole imperfezioni sulla stampa.
** NB: per l’armamentario mi riferisco a stampanti già assemblate. Se comprate una stampante in kit, vi attende la fase di montaggio (il link porta alla guida per assemblare una prusa mendel, uno dei kit più conosciuti.
È un modello superato, ma fa capire bene la mole di lavoro che vi attende) , quella di calibrazione dei motori, livellamento piano di stampa, misurazione del filo, caricamento del firmware, ecc ecc.
Si parla di discreti kg di imprecazioni a buon mercato, ma gli occhioni lucidi screziati di rosso di chi ha già attraversato la valle di lacrime e sangue e ne è uscito vivo per raccontarvi l’esperienza vi faranno capire che è uno di quei rari momenti della vita che lascia qualcosa dentro.
Oppure che gira una brutta allergia.
Parametri base
Bene, finalmente ci siamo, state per premere il fatidico pulsante ” Stampa” o “Invia a scheda SD” o ” Salva Gcode sul pc” o whatever…ma aspettate! E i parametri di stampa ? Si dai, quei piccoli numeri che possono trasformare una stampa di 2 ore in una da 14 e più in generale un successo in un disastro epocale e viceversa..esatto, proprio quelli.
I parametri veramente fondamentali, quelli a cui dovete badare ad ogni stampa, sono sempre gli stessi, a prescindere dal software che usate:
Altezza del layer
Per stampe di qualità il layer deve andare da 0.10 mm a scendere, ma non troppo. Ho stampato anche a 0.03 mm ma non percepisco differenze rispetto ad una stampa a 0.07mm, quindi salvate tempo e stampate a 0.10 – 0.08mm.
Per stampe buone/discrete impostate il layer fino a 0.15mm.
Per stampe di prova da 0.20 a 0.30 mm massimo, a seconda della dimensione del vostro ugello. Io uso un ugello da 0.40 per la cronaca.
Percentuale di infill
La percentuale di riempimento del vostro oggetto.
In genere un minimo di infill si mette sempre, diciamo un 10%, a meno di non stampare un modello vuoto come un vaso o un busto, ma per la mia esperienza è meglio mettere un po’ di infill anche in quel caso, le stampe vengono meglio.
Velocità
Nonostante venga pubblicizzata molto la velocità di una stampante, specialmente quando la si può spingere 5 mm/s più della sua rivale, la regola è semplice: stampate piano.
Piano è bello, piano è meglio.
Scordatevi i 100 mm/s, se volete qualità 30-40 mm/s è il numero che state cercando.
Materiale di supporto
Il materiale di supporto, se abilitata l’opzione nello slicer, viene calcolato automaticamente dal software. Certo potete giocarci un po’, ma di norma viene aggiunto sotto alle strutture che sporgono con angoli importanti.
Pensiamo ad una delle posizioni dell’uomo vitruviano, ciascuna necessiterebbe di supporto sotto le braccia se voleste stamparlo in piedi.
Anche qui la regola sarebbe meno supporto c’è meglio è, anche perchè poi dovete toglierlo, e non è quasi mai un’ operazione indolore, qualche segno sul modello stampato resta sempre, c’è poco da fare al momento.
Per ovviare al problema si ricorre a più stratagemmi, come per esempio orientare il modello in posizioni diverse da quelle convenzionali: per l’uomo vitruviano di cui prima possiamo pensare a stamparlo in posizione supina, per dirne una. Un altro “trucco” è quello di tagliare il modello in più parti e stamparlo più comodamente.
Se sezionassimo il nostro omino dalla testa ai piedi, come se fosse un filone di pane, potremmo stampare le due metà del panino leonardesco comodamente poggiate sul piatto.
Poi incolliamo il tutto. Semplice e qualitativamente vincente.
Prendiamo la stampa qui sopra. Qualità discutibile a parte, tutto il materiale sotto le braccia è tutto materiale di supporto, tutta roba che poi verrà buttata. Uno spreco abbastanza grande.
Skirt e/o Brim
La skirt è un numero n a vostro arbitrio di linee che seguono il profilo del modello e che vengono stampate ad una certa distanza dal modello stesso prima di cominciare la stampa vera e propria.
Qualche giro di skirt serve a pulire bene la testina/camera di combustione da residui, polvere e sporcizia varia prima di cominciare la stampa vera e propria. Indispensabile, almeno un giro mettetelo sempre.
Il brim è una skirt che però va a toccare il modello. Serve ad aumentare la superficie del modello a contatto con il piatto di stampa e quindi l’aderenza.
Retraction
La retraction si occupa di tirare indietro il filamento quando la testina deve spostarsi da un punto ad un altro della stampa.
Dato che il filamento è ad una temperatura compresa tra i 180 e i 230°C a seconda del materiale, tende a colare. Senza la retraction avreste un bella stampa piena di piccole bolle e filamenti volanti.
Shell
Dovete pensare al modello che state per stampare come ad una cipolla. Quanti strati (o gusci) volete che il vostro modello abbia ? Ovviamente più gusci = più resistenza e quindi più tempo di stampa.
Nella stampa qui sotto abbiamo un riempimento al 10% e 2 shells.
Raft
Il raft è un pò come l’ABS glue di prima, gioca anche lui nel campionato delle ultime spiagge.
Se il modello non tiene bene sul piano potete impostare l’opzione riguardante il raft sul software e lui genererà una zattera su cui poggerà la vostra stampa, per cercare di aumentarne l’aderenza.
Oltre allo spreco di materiale, togliere bene un raft dalla base del modello è spesso una causa persa in partenza.
La stampa
Ok quindi adesso abbiamo più o meno tutti gli strumenti e le nozioni base per cominciare a stampare, cosa può ancora andare storto? Più o meno tutto!
Se per esempio stampate in abs e la temperatura esterna è troppo bassa o l’area di stampa si raffredda, la stampa si crepa:
L’aderenza al piano può essere eccessiva:
Il bordi del modello possono alzarsi durante la stampa. Ne soffre molto l’ABS, meno il PLA. Le cause sono diverse: piano riscaldato troppo caldo, poca adesione al piatto, correnti d’aria, ecc ecc.
Sbagliare una stampa è molto molto facile, ma fa parte del gioco i primi tempi.
Su flickr c’è una galleria: “The art of 3d print failure” che illustra molti esempi magnifici di stampe andate a cipollette, fatevi un giro 🙂
Documentarsi molto e un pò di pazienza sono le armi migliori per questa battaglia. Alla fine le stampe verranno bene, fidatevi.
Bene, credo si possa chiudere qui per questa puntata, sperando che l’articolo vi sia piaciuto, vi lascio con una galleria di modelli che ho stampato recentemente, alla prossima!
Ps: Sono stati tutti creati con l’ultima arrivata, una fiammante Ultimaker 2, su cui magari farò una mini recensione 🙂
da hattorifranzo da leganerd.com