Il problema cronico dell’estrusione a pellet su larga scala
Nella stampa 3D di grande formato basata su estrusione di pellet — tecnologia nota anche come Large Format Additive Manufacturing (LFAM) o Large Area Extrusion (LAE) — uno dei problemi tecnici più persistenti riguarda la coerenza del cordone di materiale depositato. Quando il sistema di movimentazione del gantry accelera, rallenta o percorre curve e angoli stretti, la velocità di deposizione del materiale deve adattarsi in modo preciso. Se non lo fa, il risultato sono cordoni di materiale troppo spessi nelle zone lente e troppo sottili nelle zone veloci, con conseguente qualità dimensionale inaccettabile, soprattutto su parti strutturali di grandi dimensioni come stampi per compositi, attrezzature aerospaziali o modelli per fonderia.
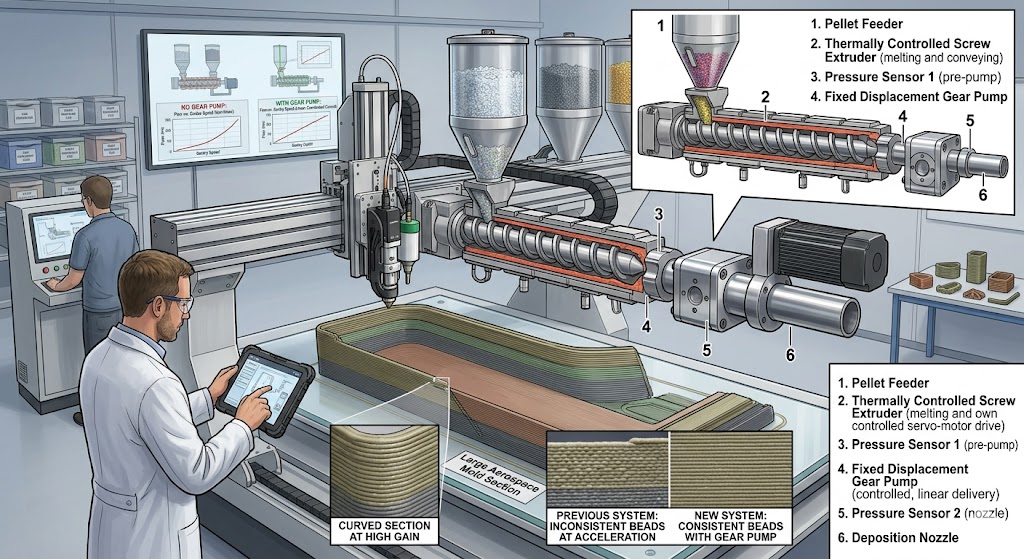
Thermwood Corporation, con sede a Dale, Indiana (USA), azienda attiva nel campo della produzione additiva di grande formato fin dal 2016 con la sua linea di sistemi LSAM (Large Scale Additive Manufacturing), ha depositato un nuovo brevetto che affronta questo problema specifico attraverso l’integrazione controllata di una pompa a ingranaggi a spostamento fisso nel percorso del fuso.
Come funziona uno screw extruder a pellet e perché non basta variarne la velocità
I sistemi LFAM di Thermwood — come gli LSAM AP510, LSAM MT e le varianti a doppio gantry — utilizzano una vite di estrusione industriale che processa granuli termoplastici (pellet), fondendoli e spingendoli verso l’ugello. La vite svolge due funzioni contemporaneamente: trasportare e pressurizzare il materiale fuso, e contribuire alla fusione stessa attraverso il calore generato per attrito. Questo accoppiamento tra funzione meccanica e termica è la radice del problema: variare la velocità della vite per seguire i cambiamenti di velocità del gantry modifica anche la temperatura del fuso, la sua viscosità e il comportamento nel tempo. In pratica, il flusso all’uscita della vite dipende non solo dalla velocità istantanea ma anche da ciò che la vite ha fatto nei momenti precedenti, rendendo la risposta dinamica insufficientemente precisa per applicazioni che richiedono alta ripetibilità geometrica.
La soluzione brevettata: una pompa a ingranaggi tra la vite e l’ugello
Il brevetto depositato da Thermwood propone di interporre una pompa a ingranaggi a spostamento fisso (fixed displacement polymer gear pump) tra lo screw extruder e l’ugello di deposizione. La logica è la seguente: la pompa, essendo a spostamento fisso, eroga una portata di materiale proporzionale alla propria velocità di rotazione in modo molto più prevedibile e lineare rispetto alla vite. Il controllore del sistema sincronizza le velocità della pompa e della vite in modo coordinato, monitorando continuamente la pressione all’ingresso della pompa. La vite viene gestita per mantenere la pressione target a monte della pompa, mentre è la pompa stessa a definire il flusso effettivo verso l’ugello.
