Raether e J. Vogt discutono di potenziali problemi di conformità man mano che la produzione di ceramica diventa più diffusa, illustrando in dettaglio le loro scoperte nel recente pubblicato ” Dalla prototipazione alla produzione seriale – Stampa 3D nella produzione di ceramica “.
Dall’inizio della stampa 3D negli anni ’80 tramite Chuck Hull (Sistemi 3D), non vi è stata alcuna esigenza di garanzia della qualità poiché l’attenzione si concentrava principalmente sulla prototipazione rapida; ora, tuttavia, la stampa 3D e la produzione additiva offrono agli utenti una gamma così ampia di vantaggi: convenienza, accessibilità, migliore velocità di produzione e capacità di produrre parti su richiesta, che stanno impiegando la fabbricazione digitale per parti funzionali in molte applicazioni critiche oggi.
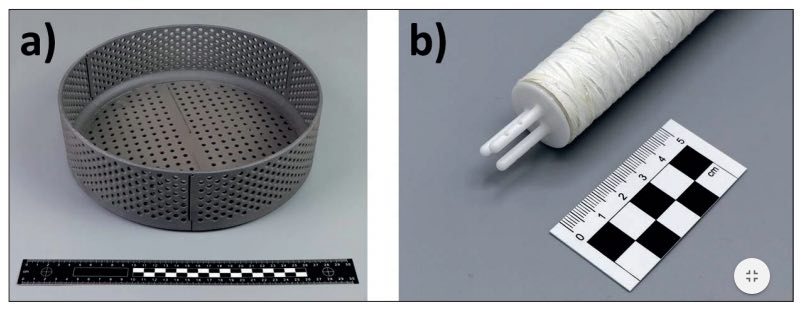
a – b Parti in ceramica prodotte dalla stampa 3D: a) contenitore leggero per il trattamento termico delle fibre ceramiche; b) sensore ad alta temperatura per la misurazione simultanea del flusso e della temperatura del gas
La gestione della qualità (QM) sta diventando sempre più importante in quanto la sicurezza può essere un problema, insieme a molti altri fattori come i costi di produzione, la longevità e la vera funzionalità. In termini di ceramica, ci sono diversi dettagli che rendono l’industria più che pronta per una maggiore responsabilità in termini di qualità. In primo luogo, Raether e Vogt notano che ci sono ancora sfide da superare nella produzione additiva con la ceramica, in particolare nel raggiungimento della resistenza e dell’affidabilità.
“Entrambi sono più difficili da ottenere con AM che con la produzione standard”, hanno affermato gli autori.
Ci sono anche problemi con la sinterizzazione, poiché interferisce con le prestazioni della forma netta, una qualità influenzata anche da deviazioni durante la stampa.
“Un controllo dimensionale in linea delle parti stampate, che viene utilizzato in un circuito chiuso, viene usato raramente, ma sarebbe fortemente raccomandato. Poiché la materia prima deve soddisfare requisiti aggiuntivi rispetto alla produzione standard, l’ispezione delle materie prime è una questione fondamentale nella gestione della qualità dei processi AM ”, hanno affermato gli autori.

Sondaggio su problemi di qualità relativi alla stampa 3D di ceramiche
E mentre c’è latitudine quasi infinita in termini di innovazione con la stampa 3D e i processi AM nella progettazione, ancora una volta ci sono limiti oltre il potenziale per migliorare superfici, strutture a griglia, sottosquadri e altro, poiché le strutture di supporto possono aggiungere complessità. Esiste già un software creato per supportare gli ingegneri nelle attività di AM, ma la realtà è che formazione e “sviluppo professionale” sono necessari per una produzione di qualità. Anche la trasformazione dei prodotti, nonché il monitoraggio negli impianti e le ispezioni possono essere influenzati.
“A seconda del suo campo di applicazione, AM deve soddisfare gli stessi standard dei processi di produzione normalmente, ad esempio EN / AS 9100 nel settore aerospaziale, IATF 16949 nell’industria automobilistica e ISO 13485 nella tecnologia medica”, hanno affermato gli autori.
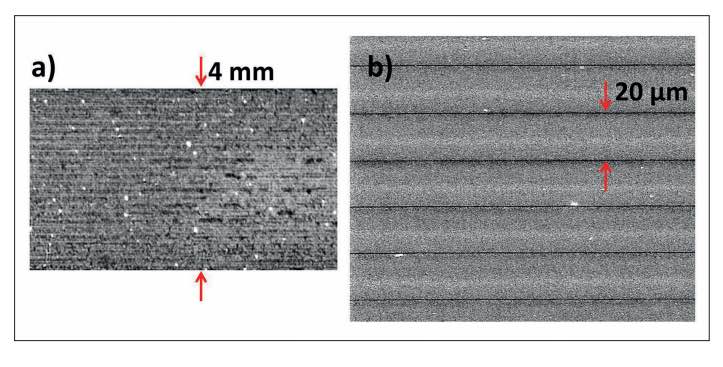
a – b Misurazione dell’omogeneità e della struttura dello strato di compatti verdi di allumina stampati in 3D: a) sezione trasversale di una parte prodotta dal getto del legante misurata mediante tomografia computerizzata; b) sezione trasversale di una parte prodotta mediante fotopolimerizzazione in vasca e misurata mediante microscopia elettronica a scansione dopo la lucidatura della sezione
Al momento non esistono standard di stampa 3D per la stampa 3D in ceramica, ma ce ne sono di generali che possono essere utilizzati:
ISO 5291017 per DFAM
ISO 52915-16 per i formati di file
ISO 52921-13 per sistemi di coordinate e metodologie di prova
Nuova guida VDI sulla DFAM della ceramica in preparazione
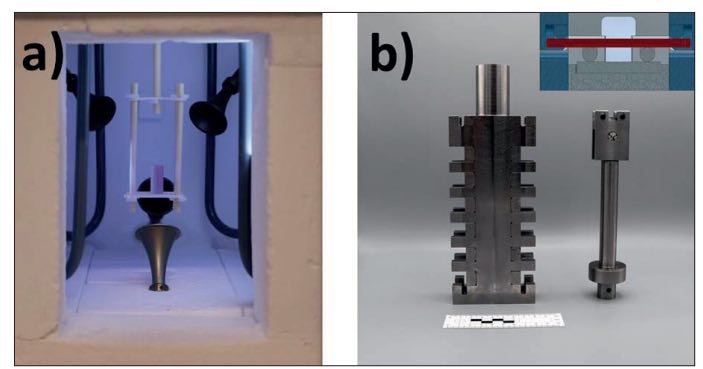
a – b Attrezzatura non standard richiesta per l’acquisizione dei dati dell’ottimizzazione del debinding: a) forno di misurazione termoottico dotato di sensore di peso, campane per la misurazione delle emissioni sonore e percorso del raggio ottico per la misurazione delle dimensioni; b) supporto multi-campione per prove di resistenza alla flessione su 4 punti su sei campioni parzialmente debinded
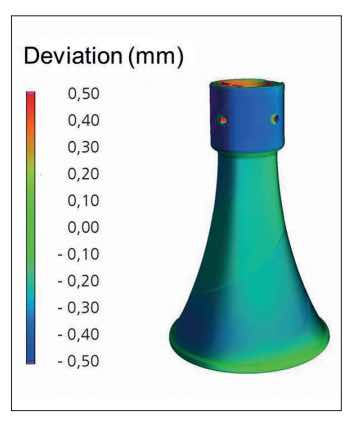
Differenza tra geometria impostata e forma finale di una campana di allumina (altezza 54 mm) prodotta mediante fotopolimerizzazione iva
I problemi di controllo della qualità rilevanti comprendono il controllo del verde compatto, il controllo del calore e i problemi relativi alle ispezioni finali, in particolare con strutture più complesse.
“La stampa multi-materiale è anche un vantaggio dei processi di stampa a getto d’inchiostro, che hanno mostrato rapidi progressi in termini di risoluzione. Tuttavia, la AM delle parti multi-materiale è limitata dalla sinterizzazione, dove è richiesto un attento adattamento delle proprietà di restringimento. Altrimenti si verificano problemi, che sono ben noti dal co-firing di strutture multistrato “, hanno concluso i ricercatori.
“Si stima che l’entusiasmo iniziale e l’attuale disillusione riguardo all’introduzione dell’AM nella produzione ceramica saranno sostituiti dall’uso selettivo dell’AM nella produzione personalizzata di piccole serie. I metodi e le stampanti AM possono essere accuratamente selezionati in base all’attività produttiva specifica. Il tasso di crescita dell’AM nella produzione ceramica sarà controllato dalla qualità e dal costo dei processi AM. “