Sbalzi in LPBF: perché sono un problema strutturale
Nella fusione a letto di polvere laser, gli sbalzi sono tra le geometrie più delicate da produrre, perché il bagno di fusione perde progressivamente il sostegno del materiale solidificato sottostante e viene influenzato da gravità, pressione di rinculo dei vapori e tensione superficiale del metallo fuso. Man mano che l’angolo di sbalzo si avvicina all’orizzontale, il metallo tende a colare verso il basso e a creare cordoni pendenti, con formazione di dross, forte rugosità sulla faccia inferiore e difetti interni come porosità o mancanza di fusione. Per compensare questi effetti, i progettisti ricorrono a supporti estesi: strutture aggiuntive che ancorano lo sbalzo al letto di polvere ma che aumentano il consumo di materiale, allungano il tempo di costruzione e richiedono lunghe operazioni di rimozione manuale o meccanica, con possibili danni alla superficie. Alcuni processi LPBF “micro” con spot ridotti, strati sottili e polveri fini possono migliorare la qualità degli sbalzi, ma a prezzo di velocità di produzione molto inferiori rispetto alle macchine per volumi standard.
Dual‑laser LPBF: separare il problema degli sbalzi dal resto del pezzo
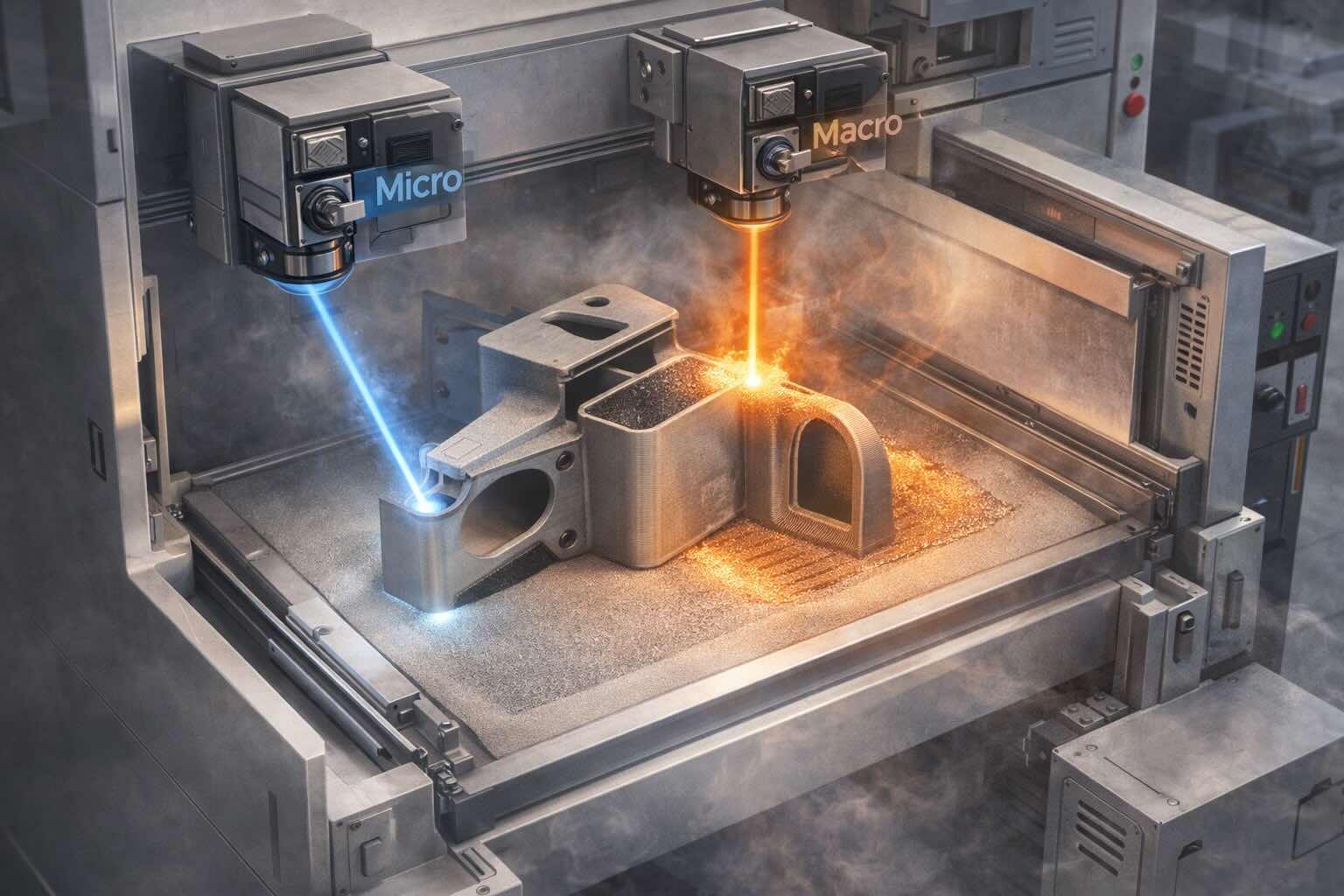
L’idea alla base del nuovo approccio è trattare sbalzi e volume principale come due problemi di processo distinti all’interno della stessa macchina, sfruttando due laser con parametri diversi. Il flusso inizia dallo slicing: il software segmenta il modello CAD in “overhang portion” e “support/solid portion”, assegnando a ciascuna una propria serie di slice e un sotto‑campo dedicato sul piano di costruzione. All’interno della camera di processo, sigillata e riempita di gas inerte, operano due sistemi galvanometrici, ognuno abbinato a un laser che lavora con settaggi ottimizzati per il suo compito specifico.
Per gli sbalzi, il primo laser opera in una finestra di processo assimilabile al micro‑LPBF, con spot piccolo e strati sottili per ottenere un controllo molto fine del bagno di fusione. Per il resto del pezzo, il secondo laser lavora con parametri più “grossolani” ma molto produttivi, in linea con i sistemi LPBF industriali convenzionali. In questo modo si cerca un compromesso: qualità vicina al micro‑LPBF dove serve, nei sottosquadri critici, mantenendo però tempi ciclo per il volume complessivo comparabili a quelli di una macchina standard.
Primo laser: micro‑LPBF dedicato alle geometrie a sbalzo
Il primo canale laser utilizza un fascio con diametro compreso tra 10 e 40 μm, abbinato a uno spessore strato tipico di 10–15 μm. La potenza rientra in un intervallo di 25–75 W, con velocità di scansione attorno a 900–1100 mm/s e distanza di hatch di circa 50 μm; questi valori permettono di mantenere un bagno di fusione piccolo e controllato, riducendo il collasso del materiale fuso verso il basso. La strategia di scansione prevede una rotazione di 90° dello schema da un layer al successivo, in modo da limitare direzioni preferenziali di tensione residua e microstrutture troppo anisotrope nella zona a sbalzo. Questo blocco di parametri mira a massimizzare la qualità superficiale e la fedeltà dimensionale delle regioni sospese, anche quando gli angoli si avvicinano a valori tipicamente critici per i processi LPBF.
Secondo laser: produttività per il volume principale
Il secondo laser lavora su un sotto‑campo dedicato alle porzioni di pezzo che non presentano problemi di sbalzo, con diametro spot più grande, spessore strato aumentato e parametri di potenza pensati per massimizzare la velocità di deposizione. Sebbene il brevetto non entri nei dettagli numerici completi di questo canale, l’impostazione richiama quella dei sistemi LPBF industriali in cui layer più spessi, potenze elevate e velocità di scansione importanti consentono una rapida costruzione del volume. L’integrazione tra i due sotto‑campi richiede una precisa calibrazione dei galvo e dei piani di riferimento, in modo che le porzioni a sbalzo “micro” si innestino perfettamente sulle porzioni “macro” del pezzo.
Un aspetto importante è la gestione del flusso di gas e del campo termico complessivo: la camera deve garantire rimozione efficace di fumi e vapori, senza turbare la stabilità del piccolo bagno di fusione del canale micro‑LPBF. Inoltre, il controllo numerico deve sincronizzare i due percorsi di scansione, evitando che il lavoro di un laser disturbi termicamente la zona in cui l’altro sta fondendo.
Benefici attesi su qualità e design degli sbalzi
Questo schema duale punta a migliorare soprattutto la qualità delle superfici inferiori degli sbalzi e a ridurre la necessità di supporti, con un impatto diretto su tempi di post‑processing e spreco di materiale. Se la finestra di processo del primo laser permette di ottenere sbalzi a bassa rugosità anche sotto i limiti classici di angolo minimo, progettisti e ingegneri potranno ridurre vincoli e compromessi nelle geometrie, avvicinandosi di più all’obiettivo di overhang quasi “support‑free” nel metal AM. Il concetto risulta particolarmente interessante per componenti aerospaziali e automotive con canali interni, condotti di raffreddamento e strutture a traliccio, dove i supporti interni sono difficili da rimuovere e spesso costringono a modifiche di design.
Resta però da validare sperimentalmente fino a che punto il nuovo schema migliora gli angoli massimi senza supporto, la rugosità misurata e la resistenza meccanica nella zona ibrida tra porzioni micro e macro. Inoltre, l’implementazione industriale richiede una catena software‑hardware integrata, con slicer in grado di riconoscere automaticamente le porzioni critiche a sbalzo e assegnare i parametri corretti ai due canali di processo.