Nella stampa 3D a resina, una parte importante del processo avviene fuori dalla vista dell’utente. Lo schermo LCD, il proiettore DLP o il laser solidificano uno strato sottile di materiale; poi la piattaforma si muove, il pezzo si separa dal film della vasca e nuova resina deve tornare sotto la superficie appena stampata. A occhio nudo si vede solo il risultato: stampa riuscita, stampa fallita, supporti rotti o pezzo deformato.
Flashforge sta lavorando su un approccio diverso: misurare le forze durante il ciclo di stampa e usare quei dati per decidere quando passare allo strato successivo. Il brevetto citato, CN121871109A, riguarda un metodo di controllo per stampanti 3D a fotopolimerizzazione in cui un sensore di forza raccoglie dati in tempo reale e il controller della macchina li interpreta per gestire riflusso della resina, rilascio delle tensioni e distacco del layer.
Perché la stampa 3D a resina ha bisogno di capire cosa succede tra i layer
Le stampanti 3D a resina, nelle varianti SLA, DLP, MSLA e LCD, usano una sorgente luminosa per solidificare una resina liquida fotosensibile. Nelle macchine “bottom-up”, molto diffuse nel desktop e nel prosumer, il layer viene formato vicino al fondo trasparente della vasca. Dopo l’esposizione, la piattaforma deve sollevare il pezzo e separare lo strato appena polimerizzato dal film di rilascio.
Questo passaggio è delicato. Se la forza di distacco è troppo alta, possono comparire deformazioni, perdita di adesione, rottura dei supporti o difetti dimensionali. Se invece il movimento è troppo prudente, la stampa impiega più tempo del necessario. Formlabs, che da anni lavora sulla riduzione delle forze di peel con serbatoi flessibili e tecnologie a bassa forza, indica proprio le forze di distacco come uno dei limiti storici delle stampanti a resina invertite.
Il problema è che molte macchine economiche o semi-professionali lavorano ancora con parametri fissi: tempo di attesa, distanza di sollevamento, velocità di lift, velocità di ritorno, ritardo prima dell’esposizione. Questi valori funzionano quando sono scelti bene, ma non tengono conto di tutto ciò che cambia durante la stampa: viscosità della resina, temperatura, sezione del layer, usura del film FEP o nFEP, geometria del pezzo e comportamento dei supporti.
Il brevetto Flashforge: non aspettare a tempo, ma leggere le forze
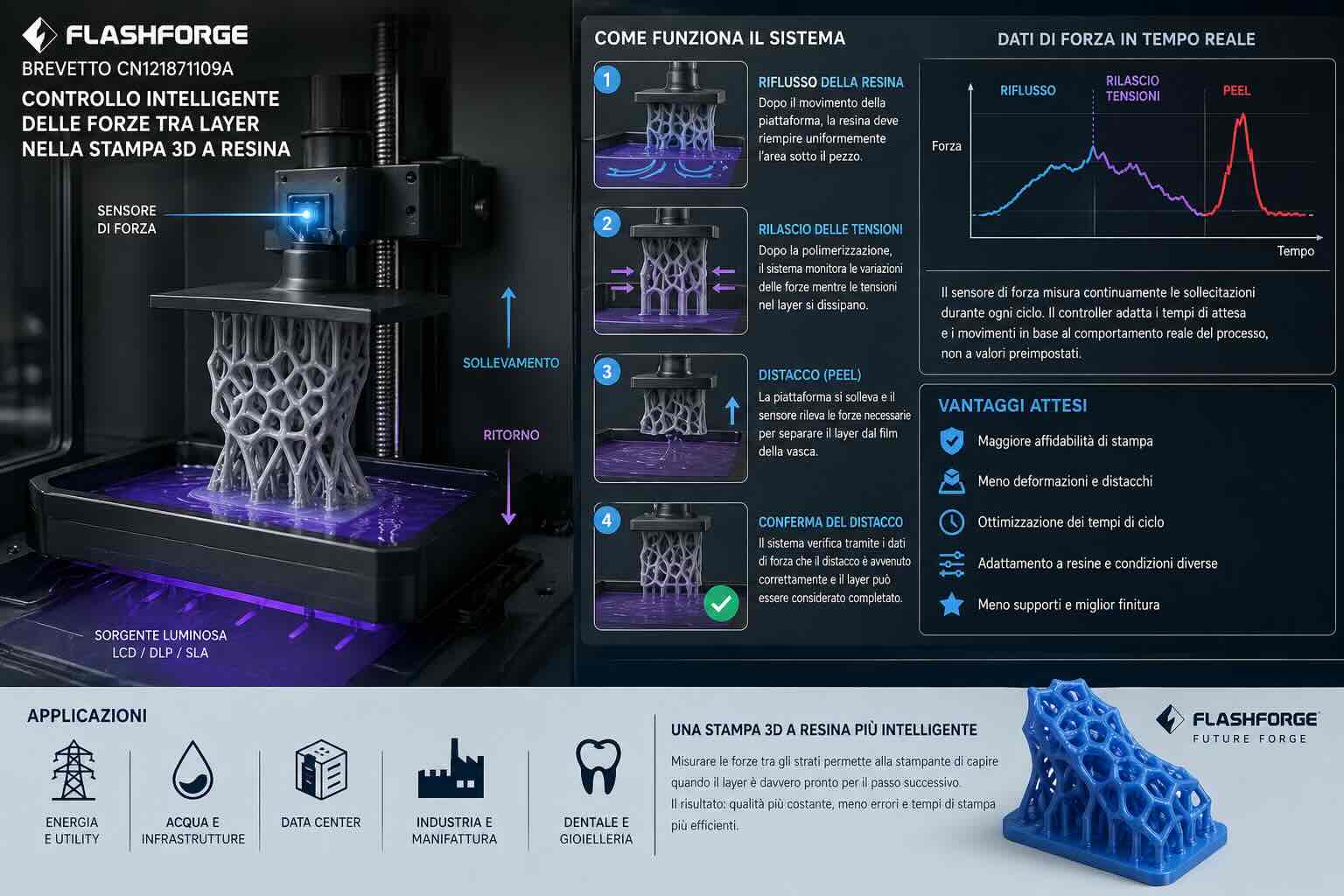
Il metodo descritto da Flashforge punta a sostituire una parte delle attese preimpostate con un controllo basato sui dati. Il sensore di forza registra l’andamento delle sollecitazioni durante il ciclo di stampa; il controller analizza più finestre temporali e decide se il processo è pronto per la fase successiva.
La logica può essere riassunta in tre momenti.
Il primo riguarda il riflusso della resina. Dopo il movimento della piattaforma, il materiale liquido deve tornare sotto la parte. Se la resina non ha riempito bene l’area, il layer successivo può nascere incompleto o con spessori non uniformi. Il sistema osserva le letture del sensore e verifica se il comportamento della resina si è stabilizzato.
Il secondo momento riguarda il rilascio delle tensioni dopo la polimerizzazione. Quando la luce solidifica la resina, non si forma solo un nuovo strato: si generano anche tensioni meccaniche legate al materiale, alla geometria e al vincolo tra pezzo e film della vasca. Il brevetto prevede di osservare queste variazioni prima di comandare il distacco.
Il terzo momento riguarda la conferma dell’avvenuto peel. Il sistema non si limita a sollevare la piattaforma e presumere che il layer si sia separato correttamente. Usa una nuova finestra di dati per capire se il distacco è avvenuto. Solo a quel punto lo strato viene considerato completato.
Cosa cambia rispetto a una stampante a resina tradizionale
In una stampante tradizionale, il firmware esegue una sequenza stabilita: esposizione, pausa, sollevamento, discesa, pausa, nuovo layer. L’utente o il profilo materiale impostano i tempi, e la macchina li ripete per tutta la stampa. Questo approccio è semplice, ma non distingue tra un layer piccolo e uno con grande superficie, tra una resina fluida e una più viscosa, tra un film nuovo e uno che ha già molte ore di utilizzo.
Il brevetto Flashforge aggiunge una forma di controllo chiuso. La macchina non si limita a seguire una tabella: legge ciò che sta succedendo e adatta il ciclo. Questo può ridurre i tempi morti quando il layer è pronto prima del previsto, oppure aumentare la cautela quando il sensore rileva un comportamento anomalo.
La differenza è importante perché nella stampa a resina ogni layer introduce una possibilità di errore. Formlabs osserva che l’accuratezza di un pezzo dipende da molti fattori, tra cui proprietà della resina, impostazioni di stampa, progettazione hardware e post-processing; inoltre, ogni strato può accumulare piccole deviazioni che incidono sulla precisione finale.
Perché le forze di peel sono il punto critico
Il distacco dal film è uno dei passaggi più difficili da ottimizzare. Se la macchina solleva troppo velocemente, il pezzo può deformarsi o staccarsi dalla piattaforma. Se solleva troppo lentamente, la qualità può migliorare, ma la produttività cala. Se il layer ha una grande sezione piena, la forza può salire. Se i supporti sono sottili, possono cedere.
Per questo molti produttori lavorano sul problema da strade diverse. Formlabs usa serbatoi flessibili e soluzioni di rilascio per ridurre le forze di peel; altri produttori intervengono su film, geometria della vasca, motori, profili di lift, algoritmi di slicing e parametri di esposizione.
Flashforge sembra puntare su un aspetto complementare: misurare la forza invece di limitarsi a ridurla meccanicamente. In teoria, un sistema del genere potrebbe funzionare anche con materiali diversi, geometrie diverse e condizioni operative non identiche tra una stampa e l’altra.
Dove potrebbe essere utile: grandi sezioni, resine viscose e produzione ripetitiva
Un controllo basato sui dati può avere valore soprattutto quando le condizioni cambiano molto da un layer all’altro. Pensiamo a un pezzo con zone sottili e poi improvvisamente una grande superficie piena. In quel caso la forza di distacco può aumentare in modo sensibile. Un profilo fisso deve essere prudente per tutta la stampa, anche quando non serve. Un controllo adattivo può invece rallentare o attendere solo dove il processo lo richiede.
Il discorso vale anche per resine tecniche, resine caricate o materiali più viscosi. Le ricerche sulla vat photopolymerization mostrano che materiali e configurazioni avanzate ampliano le applicazioni della stampa 3D a resina, ma aumentano anche la complessità del processo.
Un altro caso interessante è la produzione in piccola serie. Una singola miniatura fallita può essere un fastidio; una piastra piena di componenti dentali, gioielli, prototipi tecnici o parti funzionali può rappresentare ore perse e materiale da buttare. Se un sensore riesce a riconoscere comportamenti anomali durante la separazione, la stampante può diventare più adatta a flussi di lavoro continui.
Flashforge e il posizionamento nel mercato
Flashforge non è nuova alla stampa 3D desktop e professionale. L’azienda propone linee FDM, soluzioni WaxJet, materiali, software e sistemi DLP come R1/R1 Max nell’area enterprise. Sul sito industriale compaiono anche materiali in resina e applicazioni per gioielleria, engineering, manufacturing, sport, salute e consumer electronics.
La società presenta inoltre una gamma che comprende stampanti FDM consumer e industriali, oltre a sistemi a resina e cera. Questo rende plausibile l’interesse per un brevetto applicabile a macchine a fotopolimerizzazione, anche se il deposito non va confuso con il lancio di un prodotto.
Il mercato delle stampanti a resina è affollato. Marchi come Anycubic, Elegoo, Phrozen, Creality e Formlabs hanno spinto su risoluzione, velocità, schermi più grandi, sorgenti luminose più uniformi, workflow software e materiali. Il brevetto Flashforge si inserisce in questa competizione spostando l’attenzione dal solo dato ottico — pixel, risoluzione, sorgente luminosa — al comportamento meccanico del layer durante la stampa.
La parte più interessante: capire quando il layer è completo
L’idea chiave non è solo aggiungere un sensore. Un sensore, da solo, produce numeri. Il valore sta nel modo in cui quei numeri vengono usati per prendere decisioni. Nel brevetto, i dati di forza vengono osservati in finestre temporali diverse per distinguere riflusso, rilascio delle tensioni e distacco completato.
Questa distinzione è utile perché una stampante a resina non deve solo “tirare” il pezzo verso l’alto. Deve sapere se il materiale liquido è tornato in posizione, se lo strato solidificato ha smesso di generare variazioni significative e se la separazione dal film è avvenuta senza problemi.
In altre parole, la macchina potrebbe passare da una logica di movimento ripetitivo a una logica di processo. Non più: “aspetta cinque secondi perché il profilo lo dice”. Ma: “aspetta finché il comportamento misurato indica che il sistema è stabile”.
Impatto possibile su qualità, supporti e velocità
Se applicato bene, un sistema di questo tipo potrebbe intervenire su tre aree.
La prima è la qualità del pezzo. Minori sollecitazioni non controllate possono aiutare a ridurre deformazioni, errori dimensionali e difetti sulle superfici. Non eliminano la necessità di calibrazione, orientamento corretto e supporti adeguati, ma danno alla macchina più informazioni.
La seconda è la robustezza dei supporti. Molti utenti aumentano il diametro dei supporti o aggiungono punti di contatto per evitare distacchi. Questo però peggiora la finitura e aumenta il lavoro di post-processing. Se la stampante riesce a controllare meglio le forze di peel, può diventare più facile usare supporti meno invasivi.
La terza è la velocità reale di stampa. Le stampanti a resina sono spesso valutate in base al tempo di esposizione per layer, ma il ciclo completo include pause, sollevamenti, ritorni e attese. Formlabs evidenzia che la velocità delle tecnologie MSLA/DLP dipende anche dal fatto che il layer viene polimerizzato in una sola esposizione, ma il tempo totale resta influenzato dalla gestione del serbatoio, del rilascio e del materiale.
Un brevetto non è una promessa di prodotto
È importante non leggere il brevetto come annuncio di una nuova stampante già pronta. Un deposito può diventare un prodotto, restare una protezione tecnica o essere usato solo in parte in sistemi futuri. Nel caso specifico, la documentazione pubblica indica un metodo di controllo, non una macchina commerciale con nome, prezzo e data di uscita.
Detto questo, il tema è concreto. La stampa 3D a resina ha già raggiunto risoluzioni elevate e buone velocità; il prossimo margine di miglioramento passa anche da affidabilità, ripetibilità e riduzione degli errori. Sensori e controllo software possono diventare elementi importanti quanto schermi, sorgenti luminose e guide lineari.
Perché questo brevetto interessa anche chi usa stampanti economiche
Gli utenti professionali hanno spesso profili validati, materiali certificati e macchine con sensori integrati. Chi usa sistemi desktop a basso costo lavora invece con più variabili: resine di terze parti, temperature non costanti, vasche usurate, film sostituiti manualmente, supporti generati da software diversi e profili presi da comunità online.
Un sistema che misura la forza durante il processo potrebbe ridurre una parte della dipendenza dall’esperienza dell’operatore. Non risolve errori di orientamento, resine scadenti o manutenzione trascurata, ma può aiutare la macchina a distinguere una condizione stabile da una rischiosa.
Per Flashforge questo può avere senso anche dal punto di vista commerciale. L’azienda opera in segmenti diversi, dal consumer all’enterprise, e una tecnologia di controllo adattivo potrebbe essere declinata su più fasce: macchine desktop più affidabili, sistemi professionali per piccole serie, soluzioni per resine tecniche o applicazioni dentali e orafe.
Il brevetto Flashforge sulle forze tra i layer affronta un problema molto pratico della stampa 3D a resina: la macchina spesso non sa davvero cosa sta succedendo durante riflusso, polimerizzazione, rilascio delle tensioni e distacco dal film. Lavora per tempi predefiniti e spera che quei tempi siano adatti a tutta la stampa.
L’uso di un sensore di forza e di finestre temporali di analisi cambia la prospettiva. La stampante può osservare il comportamento meccanico dello strato, decidere quando la resina si è stabilizzata, quando le tensioni sono scese e quando il peel è completato. È un passo verso macchine più attente al processo, non solo alla geometria da esporre.
Per ora si parla di proprietà intellettuale, non di un prodotto annunciato. Ma il tema è rilevante: nella stampa 3D a resina, velocità e qualità non dipendono soltanto da pixel, watt e micron. Dipendono anche da ciò che accade nel breve momento in cui uno strato appena formato deve staccarsi dal fondo della vasca senza rovinare tutto il lavoro precedente.