Nella stampa 3D a resina si parla spesso di velocità di esposizione, risoluzione, sorgenti UV, pixel, precisione e dimensioni del volume di costruzione. Meno visibile, ma altrettanto importante, è ciò che accade prima di ogni esposizione: la formazione di uno strato uniforme di materiale liquido.
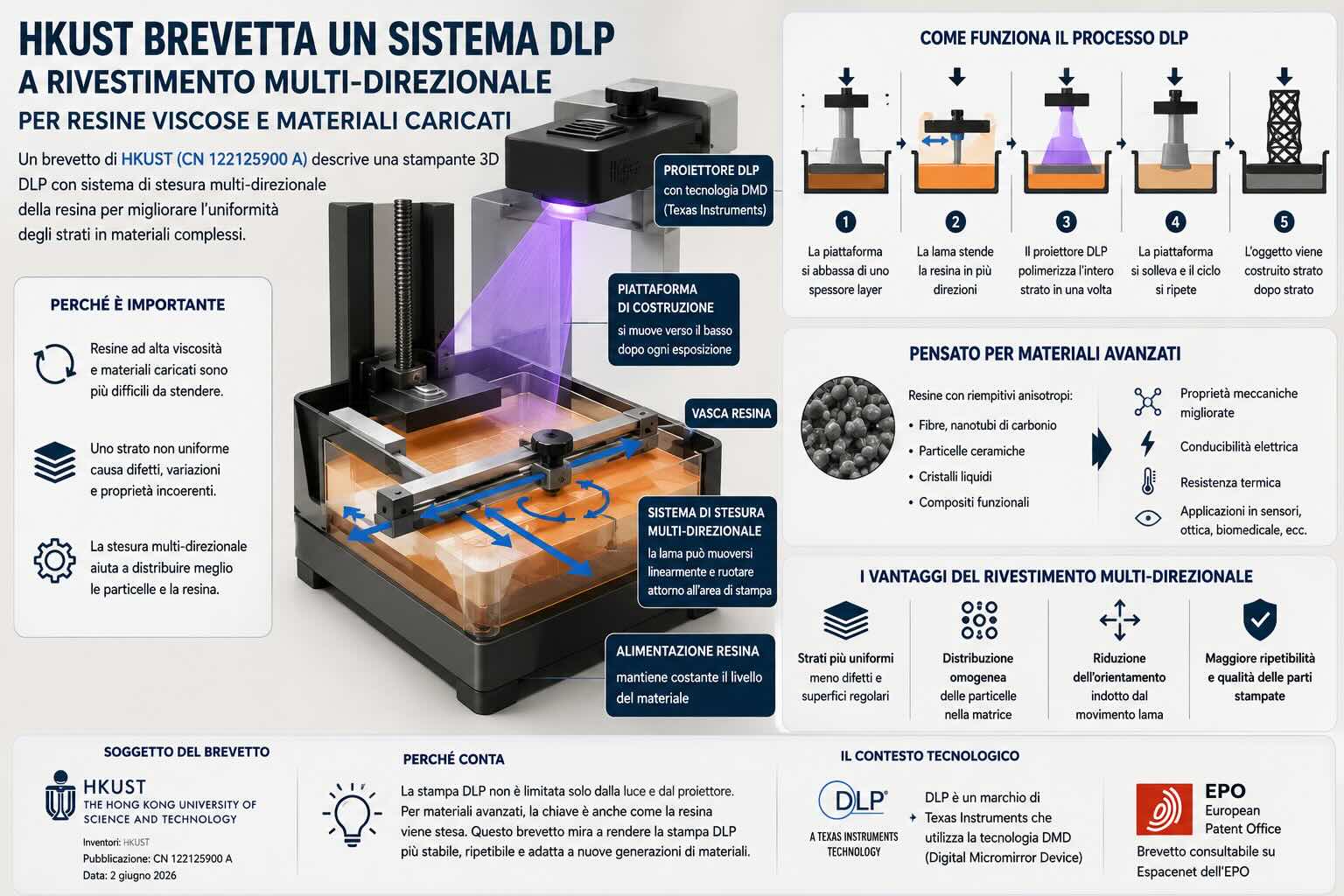
Un brevetto depositato dalla Hong Kong University of Science and Technology, HKUST, affronta proprio questo passaggio. L’idea è una stampante 3D DLP a fotopolimerizzazione con un sistema di stesura multi-direzionale della resina, pensato per materiali che non si comportano come le normali resine desktop. Il documento è indicato come CN 122125900 A e descrive un dispositivo DLP “sinking”, cioè con piattaforma di costruzione che scende all’interno della vasca durante la produzione del pezzo.
Il punto centrale non è proiettare luce in modo più potente o aumentare la velocità del proiettore. Il brevetto si concentra su un problema più meccanico e materiale: come distribuire in modo regolare una resina densa, caricata o anisotropa prima che venga polimerizzata.
Perché la stesura della resina è così importante
Nelle stampanti DLP, l’oggetto viene costruito strato dopo strato attraverso una proiezione luminosa che indurisce selettivamente una resina fotosensibile. Il sistema DLP usa una matrice di microspecchi, o DMD, per controllare la luce e formare l’immagine dello strato da polimerizzare. Il vantaggio rispetto a tecnologie punto per punto, come alcune configurazioni SLA, è che un’intera sezione può essere esposta in una sola volta.
Questa velocità, però, funziona bene solo se lo strato di resina è pronto. Deve avere spessore corretto, superficie regolare, materiale distribuito in modo omogeneo e assenza di difetti evidenti come righe, accumuli, bolle o zone povere di carica.
Con le resine standard il problema è gestibile perché il materiale scorre con facilità. Dopo il movimento della piattaforma o della vasca, la resina tende a livellarsi. Con materiali più viscosi la situazione cambia: il liquido non si ridistribuisce con la stessa rapidità, può lasciare tracce, accumularsi ai bordi o non riempire bene alcune zone.
Il risultato è semplice da capire: se lo strato non è uniforme, anche la parte stampata non sarà uniforme.
Il limite delle resine caricate
Il brevetto HKUST cita materiali ad alta viscosità e fotopolimeri contenenti riempitivi anisotropi. Questa categoria può includere resine con fibre, nanotubi di carbonio, particelle lamellari, materiali a cristalli liquidi o altre cariche funzionali.
Questi riempitivi vengono aggiunti per ottenere proprietà che una resina normale non avrebbe: maggiore rigidità, migliore comportamento termico, conducibilità elettrica, risposta ottica, proprietà magnetiche, capacità sensoriali o caratteristiche meccaniche direzionali. Il problema è che ogni miglioramento del materiale può rendere più difficile il processo di stampa.
Una resina con nanotubi di carbonio o fibre corte non è solo “più ricca” dal punto di vista funzionale. È anche più difficile da mescolare, più sensibile alla sedimentazione, più complessa da stendere e più incline a orientare le particelle nella direzione del movimento della lama. Se una lama passa sempre nello stesso verso, può creare una struttura interna preferenziale. In alcuni casi questo orientamento può essere desiderato, ma in altri può generare proprietà non uniformi tra una zona e l’altra del pezzo.
Qui entra in gioco il concetto di stesura multi-direzionale.
Come funziona il dispositivo proposto da HKUST
La configurazione descritta nel brevetto è una stampante DLP top-down. In una macchina di questo tipo il proiettore UV è posizionato sopra la superficie della resina e l’esposizione avviene dall’alto. La piattaforma di costruzione scende all’interno della vasca man mano che il pezzo cresce.
La piattaforma è inserita in una struttura centrale simile a una manica o a un cilindro, con un movimento verticale controllato lungo l’asse Z. Dopo ogni esposizione, la piattaforma si abbassa di uno spessore prestabilito, corrispondente al layer successivo.
La parte più interessante è il sistema di recoating, cioè il gruppo che prepara lo strato successivo di resina. Invece di affidarsi solo al flusso naturale del materiale, il dispositivo utilizza una lama raschiante montata su un sistema di movimento. Questa lama può muoversi linearmente sopra l’area di stampa, ma può anche ruotare attorno alla zona di costruzione. In pratica, la resina può essere distribuita da più direzioni, non sempre dallo stesso lato.
Il brevetto prevede anche regolazioni di precisione per impostare l’altezza della lama rispetto alla superficie del materiale. Questo dettaglio è importante perché, con resine dense o caricate, pochi decimi di millimetro possono cambiare la qualità dello strato. Una lama troppo alta può non livellare bene; una lama troppo bassa può trascinare materiale, disturbare la superficie o introdurre difetti.
Un sistema di alimentazione può aggiungere resina nella vasca per mantenere stabile il livello del materiale durante il processo.
Perché muovere la lama in più direzioni può aiutare
Una singola passata della lama in una sola direzione è una soluzione semplice, ma non sempre basta. Se il materiale contiene particelle anisotrope, cioè particelle con forma o comportamento direzionale, il movimento può orientarle lungo il verso della stesura. Il pezzo finito potrebbe quindi avere proprietà diverse lungo direzioni diverse.
Con passate da direzioni differenti, il sistema può ridurre questo effetto oppure controllarlo meglio. La stesura multi-direzionale può aiutare a distribuire il materiale con maggiore uniformità, rompere eventuali accumuli, ridurre striature e compensare zone dove la resina tende a non fluire.
Non è solo una questione di estetica superficiale. In una parte funzionale, la distribuzione dei riempitivi influenza il comportamento finale. Se una zona ha più carica, una zona ne ha meno, oppure se le particelle si orientano in modo non controllato, la parte può cambiare rigidità, conducibilità, risposta termica o resistenza a seconda del punto misurato.
Per materiali avanzati, quindi, il recoating non è un dettaglio secondario. È parte del processo di fabbricazione.
DLP, materiali funzionali e problema della viscosità
La stampa DLP è interessante perché combina alta risoluzione e buona produttività. Un’intera sezione viene polimerizzata attraverso una proiezione luminosa, e questo permette di lavorare con dettagli fini e tempi competitivi. Il limite nasce quando si vogliono usare materiali più ambiziosi rispetto alle resine standard.
Le resine fotopolimeriche comuni sono formulate per essere stampabili: devono scorrere, bagnare la superficie, polimerizzare con l’energia luminosa disponibile, non ritirarsi troppo e mantenere stabilità nel tempo. Quando si aggiungono cariche ceramiche, fibre, particelle conduttive o materiali intelligenti, questo equilibrio diventa più difficile.
Una sospensione ceramica, per esempio, può richiedere un’alta percentuale di polvere per ottenere buone proprietà dopo sinterizzazione. Questo aumenta la viscosità e rende più complicato ottenere layer sottili e uniformi. Un materiale conduttivo caricato con nanotubi o grafene può assorbire o schermare parte della luce UV, rendendo più difficile la polimerizzazione profonda. Un materiale con fibre può avere orientamento preferenziale e comportamento meccanico diverso a seconda della direzione.
Il brevetto HKUST si inserisce in questo punto preciso: non basta inventare una resina funzionale, serve anche una macchina capace di trattarla.
Un brevetto non è ancora una stampante commerciale
È importante distinguere il valore tecnico del brevetto da un prodotto già disponibile sul mercato. Al momento si parla di una domanda brevettuale, non di una macchina venduta da HKUST o da un partner industriale. Il documento descrive una soluzione meccanica e di processo, ma non dimostra da solo tempi di stampa, affidabilità, costo industriale o ripetibilità su lunghe serie.
Restano diverse domande aperte. Quanto è complesso mantenere pulita una lama che lavora con resine caricate? Come si evita la sedimentazione delle particelle durante stampe lunghe? Il sistema multi-direzionale aumenta i tempi tra uno strato e l’altro? La rotazione della lama può introdurre bolle o turbolenze? Quanto è semplice calibrare altezza, pressione e velocità della lama per materiali molto diversi?
Sono domande normali quando una tecnologia passa dalla descrizione brevettuale alla macchina da laboratorio o alla produzione.
Il punto interessante: il collo di bottiglia può essere il materiale, non la luce
Molti sviluppi nella stampa 3D a resina si concentrano su schermi, proiettori, sorgenti luminose e ottiche. È comprensibile: sono elementi che determinano risoluzione, area di esposizione, velocità e accuratezza. Tuttavia, con materiali avanzati il collo di bottiglia può spostarsi.
Se la resina non si distribuisce bene, non importa quanto sia buono il proiettore. Se lo strato non è ripetibile, anche la parte non lo sarà. Se il materiale caricato crea zone più dense e zone meno dense, le proprietà finali diventano difficili da controllare.
La soluzione HKUST guarda quindi alla parte meno spettacolare della stampa DLP, ma anche a una delle più decisive: il modo in cui il materiale arriva nella posizione giusta prima dell’esposizione.
Possibili applicazioni
Un sistema di questo tipo potrebbe interessare la stampa di compositi fotopolimerici, materiali ceramici, resine conduttive, componenti ottici, materiali con risposta direzionale, parti per sensori, piccoli dispositivi funzionali e strutture con proprietà controllate.
Nel settore biomedicale, materiali caricati e resine funzionali possono servire per dispositivi personalizzati, microstrutture, supporti cellulari o componenti con risposta meccanica specifica. Nell’elettronica, una migliore gestione di resine conduttive o dielettriche potrebbe aiutare nella fabbricazione di componenti integrati o supporti funzionali. Nella ricerca sui materiali, il controllo della stesura può rendere più facile testare formulazioni difficili da processare su macchine DLP convenzionali.
Il vantaggio potenziale non è stampare oggetti comuni con una macchina più complessa. È aprire spazio a materiali che oggi sono difficili da usare perché non si lasciano stendere bene.
Le aziende e le organizzazioni coinvolte
L’attore principale è la Hong Kong University of Science and Technology, indicata come soggetto che ha depositato il brevetto. Non risultano, dalle informazioni disponibili, aziende industriali direttamente coinvolte nella domanda citata.
Il termine DLP va ricondotto a Texas Instruments, azienda proprietaria del marchio e della tecnologia basata su DMD, anche se questo non significa che Texas Instruments sia parte del brevetto HKUST. Espacenet, gestito nell’ecosistema dell’Ufficio Europeo dei Brevetti, è la banca dati da cui è stato individuato il documento brevettuale. Fabbaloo ha segnalato la notizia, ma non è parte tecnica della soluzione.
Perché questa ricerca può contare per la stampa 3D a resina
La stampa 3D a resina ha già dimostrato di poter produrre parti ad alta definizione. Il passaggio più difficile è portare materiali funzionali, compositi e ad alte prestazioni dentro un processo stabile, ripetibile e gestibile.
Il brevetto HKUST non promette una soluzione universale, ma indica una direzione utile: progettare la macchina attorno al comportamento del materiale. Per resine fluide può bastare un sistema semplice. Per resine dense, caricate o anisotrope serve un controllo più attento dello strato.
Se questo approccio verrà sviluppato oltre il brevetto, potrebbe aiutare la stampa DLP a uscire dal perimetro delle resine standard e ad avvicinarsi a componenti con proprietà meccaniche, elettriche, termiche o ottiche più controllate. Non è solo una questione di stampare con più precisione, ma di rendere stampabili materiali che oggi mettono in difficoltà molte macchine a vasca.