La stampa 3D mediante estrusione di materiale non riguarda più soltanto polimeri relativamente semplici come PLA, ABS e PETG. La ricerca sta cercando di estendere il processo MEX, Material Extrusion, a materiali tecnici capaci di lavorare in ambienti chimicamente aggressivi, a temperature elevate o all’interno di dispositivi elettronici e sensori.
Tra questi materiali figura il fluoruro di polivinilidene, conosciuto con la sigla PVDF. Si tratta di un fluoropolimero semicristallino apprezzato per la resistenza chimica, la stabilità termica, la flessibilità e le proprietà elettroattive. In determinate condizioni il PVDF può mostrare un comportamento piezoelettrico, generando una carica elettrica quando viene deformato.
Queste caratteristiche lo rendono interessante per sensori, dispositivi indossabili, sistemi per il recupero di energia, apparecchiature biomedicali, componenti per l’industria chimica e parti destinate ad ambienti difficili. Allo stesso tempo, la sua lavorazione mediante stampa 3D richiede un controllo più accurato rispetto ai materiali normalmente utilizzati sulle stampanti desktop.
Un gruppo di ricercatori della Hellenic Mediterranean University, della International Hellenic University e della Foundation for Research and Technology-Hellas, FORTH, ha analizzato in modo sistematico il rapporto tra parametri di stampa e qualità finale dei componenti in PVDF.
Il lavoro ha preso in considerazione sei variabili del processo, valutandone gli effetti sulla rugosità superficiale, sulla precisione dimensionale e soprattutto sulla presenza di pori e vuoti all’interno dei pezzi.
Perché il PVDF è interessante per la produzione additiva
Il PVDF appartiene alla famiglia dei fluoropolimeri, materiali caratterizzati dalla presenza di fluoro nella propria struttura molecolare. Questa composizione contribuisce alla resistenza nei confronti di solventi, acidi, basi, raggi ultravioletti e agenti atmosferici.
Nel settore industriale il PVDF viene già impiegato per tubazioni, rivestimenti, membrane, cavi elettrici, componenti per batterie, apparecchiature chimiche e dispositivi medicali.
La possibilità di lavorarlo mediante produzione additiva permetterebbe di ottenere geometrie personalizzate, canali interni, strutture leggere e componenti funzionali difficili da produrre con stampaggio o lavorazioni sottrattive.
Un esempio è rappresentato dai sensori piezoelettrici. Una parte in PVDF può deformarsi sotto l’azione di una forza e produrre una risposta elettrica misurabile. In teoria, la stampa 3D consentirebbe di incorporare queste funzioni direttamente nella geometria di un componente.
Per arrivare a questo risultato, però, il processo deve essere ripetibile. Un sensore, una membrana o una parte destinata al contatto con sostanze chimiche non può presentare una distribuzione casuale di vuoti, pareti irregolari o dimensioni lontane dal modello digitale.
La qualità interna diventa quindi importante quanto l’aspetto esterno.
Dal granulo al filamento da 1,75 millimetri
I ricercatori non hanno utilizzato un comune filamento commerciale già pronto. Il PVDF è stato inizialmente fornito sotto forma di granuli e trasformato in filamento mediante un estrusore desktop 3devo Precision 450.
Il filamento ottenuto aveva un diametro nominale di 1,75 millimetri, compatibile con il sistema di alimentazione della stampante utilizzata nei test.
Prima della stampa il materiale è stato sottoposto a essiccazione in forno per quattro ore a 80 °C. Questo passaggio serve a limitare la presenza di umidità, che durante l’estrusione può trasformarsi in vapore e contribuire alla formazione di bolle, irregolarità e difetti interni.
I provini sono stati prodotti con una INTAMSYS FUNMAT HT, stampante progettata per lavorare materiali tecnici ad alta temperatura. La macchina dispone di un hotend e di un piano riscaldato adatti a temperature superiori a quelle richieste da PLA o PETG.
La geometria dei campioni comprendeva superfici curve, angoli acuti, angoli retti e altre caratteristiche utili per valutare non soltanto la deposizione del materiale, ma anche il mantenimento delle dimensioni previste dal modello.
Sei parametri analizzati contemporaneamente
Lo studio ha preso in considerazione sei parametri di stampa:
- angolo di deposizione delle linee;
- densità di riempimento;
- temperatura dell’ugello;
- temperatura del piano;
- velocità di stampa;
- altezza dello strato.
Ogni parametro è stato sperimentato su cinque livelli differenti.
Un’analisi completa di tutte le combinazioni avrebbe richiesto migliaia di prove. Per ridurre il numero di campioni senza rinunciare alla significatività statistica, i ricercatori hanno utilizzato un piano sperimentale Taguchi L25.
Sono state quindi selezionate 25 combinazioni principali, affiancate da prove di conferma. I risultati sono stati elaborati con un modello di regressione quadratico ridotto, utilizzato per descrivere le relazioni non lineari tra parametri e caratteristiche del componente.
Questa impostazione è importante perché la stampa 3D non risponde sempre in modo lineare.
Aumentare la temperatura dell’ugello, per esempio, può migliorare la fusione tra le linee fino a un certo punto. Oltre quella soglia, il materiale può diventare troppo fluido, causando instabilità, perdita di precisione o deformazioni.
Anche una velocità più elevata non produce necessariamente un risultato peggiore. Nel caso del PVDF, alcune prove hanno mostrato una superficie più uniforme proprio a velocità maggiori, perché veniva depositata una quantità di materiale più equilibrata per unità di lunghezza.
La porosità misurata mediante tomografia computerizzata
Uno degli aspetti più interessanti della ricerca riguarda la misurazione dei vuoti interni attraverso scansioni CT, cioè tomografia computerizzata.
Le sole immagini della superficie non consentono di conoscere con precisione ciò che accade all’interno di un componente. Una parete apparentemente regolare può contenere cavità tra le linee estruse o tra uno strato e quello successivo.
La tomografia permette invece di ricostruire il volume interno del campione e individuare posizione, forma e dimensione dei pori.
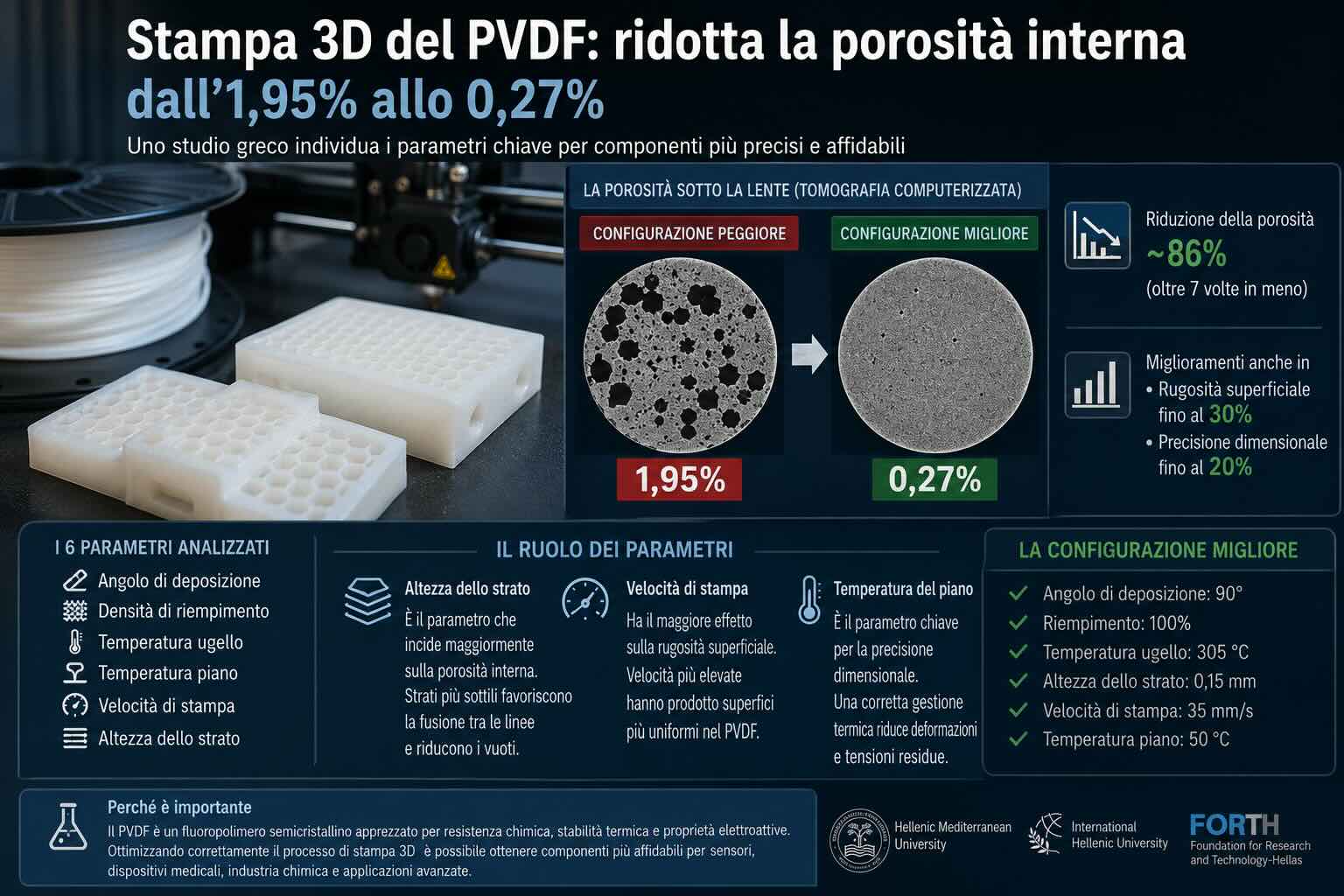
Nella combinazione meno favorevole, la porosità misurata ha raggiunto l’1,95%. Con la combinazione migliore è scesa allo 0,27%.
In termini matematici si tratta di una riduzione di circa l’86%. Un altro modo per leggere il risultato è osservare che la porosità della configurazione peggiore era più di sette volte superiore rispetto a quella della configurazione migliore.
La differenza è significativa perché i vuoti interni possono ridurre la resistenza meccanica, compromettere la tenuta a liquidi e gas, alterare la risposta elettrica e rendere meno prevedibile il comportamento del componente.
Per applicazioni come membrane, sensori o parti esposte a sostanze chimiche, una porosità non controllata può diventare un punto di ingresso per fluidi oppure una zona di concentrazione delle sollecitazioni.
Lo spessore del layer controlla gran parte dei vuoti
Tra i parametri esaminati, l’altezza dello strato è risultata quella con il maggiore effetto sulla porosità.
Il risultato è legato alla geometria delle singole linee estruse. Quando gli strati sono troppo alti rispetto al diametro e alla forma del cordone depositato, aumenta la possibilità che rimangano spazi non riempiti tra una linea e l’altra oppure tra due livelli successivi.
Il problema appare particolarmente importante nel PVDF perché il materiale dispone di una finestra di lavorazione più ristretta rispetto a PLA e ABS.
Con i polimeri più comuni è spesso possibile compensare una fusione insufficiente aumentando la temperatura o modificando la portata. Nel PVDF, invece, temperature troppo basse possono impedire al materiale di distendersi correttamente, mentre temperature eccessive possono rendere il flusso instabile.
Per questo motivo la scelta dello spessore del layer assume un peso superiore.
La configurazione che ha prodotto la porosità più bassa, pari allo 0,27%, prevedeva:
- angolo di deposizione di 90 gradi;
- riempimento al 100%;
- temperatura dell’ugello di 305 °C;
- altezza dello strato di 0,15 millimetri;
- velocità di stampa di 35 millimetri al secondo;
- piano riscaldato a 50 °C.
La configurazione con la porosità più alta, pari all’1,95%, utilizzava invece:
- angolo di deposizione di 45 gradi;
- riempimento al 100%;
- temperatura dell’ugello di 295 °C;
- altezza dello strato di 0,30 millimetri;
- velocità di 25 millimetri al secondo;
- piano a 65 °C.
Il confronto mostra che raddoppiare l’altezza del layer non comporta soltanto una riduzione dei tempi di produzione. Può cambiare in modo consistente la struttura interna del pezzo.
La densità di riempimento non spiega da sola la porosità
Un elemento apparentemente controintuitivo riguarda la densità di riempimento.
Si potrebbe pensare che aumentando l’infill diminuiscano automaticamente i vuoti. Nelle condizioni sperimentali analizzate, però, la densità di riempimento è risultata il parametro meno influente sulla porosità misurata.
Questo avviene perché la tomografia non valutava semplicemente gli spazi vuoti previsti dal disegno dell’infill. L’attenzione era concentrata sui difetti generati durante la deposizione e sull’unione tra linee e strati.
Anche un pezzo dichiarato al 100% di riempimento può quindi contenere microporosità, se i cordoni non si fondono correttamente.
La distinzione è importante. L’infill impostato nel software rappresenta una caratteristica geometrica del modello di riempimento. La porosità reale è invece legata anche alla qualità dell’estrusione, all’adesione tra strati, alla viscosità del materiale e alla stabilità termica del processo.
La velocità incide soprattutto sulla superficie
La velocità di stampa è risultata il parametro con il maggiore effetto sui due indicatori di rugosità superficiale esaminati.
La rugosità media è passata da un valore massimo di 19,33 micrometri a un minimo di 13,56 micrometri, con un miglioramento di circa il 30%.
La rugosità quadratica media è scesa da 24,57 a 17,90 micrometri, con una riduzione vicina al 27%.
Nel caso del PVDF, una velocità troppo bassa può portare a depositare una quantità eccessiva di materiale lungo il percorso. Il cordone tende così ad allargarsi in modo irregolare, generando creste e variazioni sulla superficie.
Una velocità più elevata può invece produrre linee meglio definite, purché la portata dell’estrusore e la temperatura riescano a sostenere il movimento.
Questo comportamento non deve essere esteso automaticamente a tutti i materiali. Con altri polimeri, velocità elevate possono ridurre il tempo disponibile per la fusione tra i cordoni e peggiorare la superficie.
Lo studio conferma quindi che i profili sviluppati per PLA, ABS o PETG non possono essere trasferiti direttamente al PVDF.
La temperatura del piano influenza la precisione dimensionale
Per quanto riguarda la fedeltà geometrica, il parametro più importante è risultato la temperatura del piano di stampa.
Il PVDF è un polimero semicristallino. Durante il raffreddamento, la formazione e la riorganizzazione delle regioni cristalline possono provocare contrazione, tensioni residue e deformazioni.
Il piano riscaldato controlla la velocità con cui gli strati inferiori perdono calore. Una temperatura non adeguata può creare forti differenze termiche tra la base e le parti superiori del campione.
La deviazione dimensionale rilevata dallo studio è passata da 471,15 micrometri nella configurazione meno precisa a 378,90 micrometri in quella migliore. Il miglioramento è stato di circa il 20%.
Non si tratta ancora di una precisione paragonabile a una lavorazione meccanica di finitura, ma il risultato mostra che la gestione termica può ridurre in modo misurabile lo scostamento dal modello nominale.
La combinazione più precisa utilizzava una temperatura dell’ugello di 300 °C, un piano a 70 °C, un’altezza del layer di 0,10 millimetri e una velocità di 30 millimetri al secondo.
Questa configurazione non coincide con quella che ha prodotto la porosità più bassa. È una differenza fondamentale per comprendere il significato dello studio.
Non esiste una sola impostazione migliore
Una stampante 3D viene spesso configurata cercando un profilo complessivamente “migliore”. Nel caso del PVDF, i risultati mostrano invece che l’impostazione ottimale dipende dalla funzione del componente.
Per una parte estetica o destinata al contatto con altre superfici può essere prioritaria la rugosità.
Per una membrana, una tubazione o un componente che deve mantenere la tenuta può essere più importante la porosità.
Per un sensore, un alloggiamento o una parte da assemblare con precisione può prevalere la stabilità dimensionale.
Velocità di stampa, temperatura del piano e altezza del layer controllano fenomeni differenti:
- la velocità determina in larga parte la regolarità del cordone e della superficie;
- la temperatura del piano influenza contrazione e tensioni residue;
- l’altezza dello strato condiziona la formazione dei vuoti tra le linee;
- la temperatura dell’ugello regola viscosità e capacità del materiale di fondersi;
- angolo di deposizione e orientamento influenzano il comportamento geometrico e meccanico.
Un profilo industriale dovrebbe quindi essere costruito partendo dall’applicazione finale, non soltanto dalla capacità di completare la stampa senza errori visibili.
Un modello per prevedere il risultato
Oltre a confrontare i provini, i ricercatori hanno sviluppato equazioni predittive basate su un modello di regressione quadratico ridotto.
Il modello ha ottenuto coefficienti di determinazione compresi indicativamente tra l’81% e il 93%. Nelle prove di conferma, lo scostamento delle previsioni è rimasto entro il 10%.
Questo significa che, all’interno dell’intervallo di parametri studiato, il sistema può stimare con una discreta affidabilità la rugosità, la porosità e la deviazione dimensionale attese.
Non è ancora un profilo universale valido per qualsiasi stampante o qualsiasi formulazione di PVDF. Il comportamento può cambiare con il diametro dell’ugello, il sistema di estrusione, l’ambiente termico, la marca del materiale e la geometria del pezzo.
Il metodo fornisce però una base per evitare lunghe sequenze di prove empiriche.
In un ambiente produttivo, questo approccio potrebbe essere integrato in un sistema di qualificazione del processo. Prima di realizzare un componente, il produttore potrebbe scegliere quale parametro privilegiare e individuare la combinazione più adatta.
Qualità interna e resistenza meccanica non coincidono perfettamente
Lo studio ha confrontato anche gli indicatori di qualità con alcuni risultati meccanici.
È emersa una correlazione positiva, ma debole, tra miglioramento della qualità e aumento della resistenza.
Questo significa che ridurre rugosità e porosità può contribuire alle prestazioni, ma non permette da solo di prevedere il comportamento meccanico completo.
Nel PVDF entrano in gioco anche cristallinità, orientamento delle catene polimeriche, adesione tra strati, direzione di deposizione e velocità con cui il pezzo viene sollecitato.
Un’altra ricerca condotta dallo stesso ambito accademico ha mostrato che i campioni in PVDF stampati mediante MEX presentano un comportamento sensibile alla velocità di deformazione. Nei test, la resistenza a trazione è aumentata fino a circa il 25% alle velocità più elevate, mentre la rigidezza ha mostrato variazioni legate al regime di carico.
Un componente in PVDF deve quindi essere progettato considerando sia il modo in cui viene stampato sia il tipo di carico che dovrà sopportare.
Le applicazioni possibili
Un PVDF stampato con porosità e dimensioni controllate potrebbe trovare spazio in diversi settori.
Nella sensoristica può essere utilizzato per rilevare deformazioni, pressioni, vibrazioni o urti.
Nei dispositivi indossabili può contribuire alla realizzazione di elementi flessibili capaci di seguire i movimenti del corpo.
Nel recupero di energia può convertire una parte delle sollecitazioni meccaniche in segnali elettrici.
Nel biomedicale può essere impiegato per strutture personalizzate, membrane e dispositivi nei quali resistenza chimica e flessibilità risultano importanti.
Nell’industria chimica può essere utilizzato per componenti a contatto con fluidi aggressivi, a condizione che porosità e tenuta siano qualificate.
Nel settore aerospaziale e nella difesa può offrire una combinazione di leggerezza, resistenza ambientale e multifunzionalità.
La presenza di proprietà interessanti non significa che ogni applicazione sia già pronta per la produzione. Saranno necessarie verifiche su invecchiamento, fatica, tenuta, biocompatibilità, comportamento elettrico e stabilità nel tempo.
Una ricerca che sposta l’attenzione dal materiale al processo
Il risultato più utile dello studio non è soltanto il valore minimo di porosità raggiunto.
La ricerca mostra che il PVDF può essere lavorato mediante estrusione di filamento con una qualità interna controllabile, purché il processo venga studiato in modo sistematico.
Non è sufficiente portare l’ugello a una temperatura elevata e trovare un’impostazione che consenta al materiale di uscire. Occorre comprendere come velocità, layer, piano, ugello, infill e orientamento interagiscano tra loro.
Il lavoro del gruppo greco fornisce una mappa di queste relazioni.
La riduzione della porosità dall’1,95% allo 0,27%, il miglioramento della rugosità fino al 30% e la riduzione della deviazione dimensionale di circa il 20% indicano che una parte dei difetti attribuiti al materiale può essere affrontata attraverso una corretta configurazione della stampa.
Per portare il PVDF fuori dal laboratorio serviranno filamenti più facilmente disponibili, profili qualificati, sistemi di controllo del processo e standard di prova adatti alle diverse applicazioni.
Lo studio rappresenta però un passaggio concreto: non dimostra soltanto che il PVDF può essere estruso, ma identifica quali parametri devono essere controllati per trasformarlo in un componente tecnico più prevedibile.