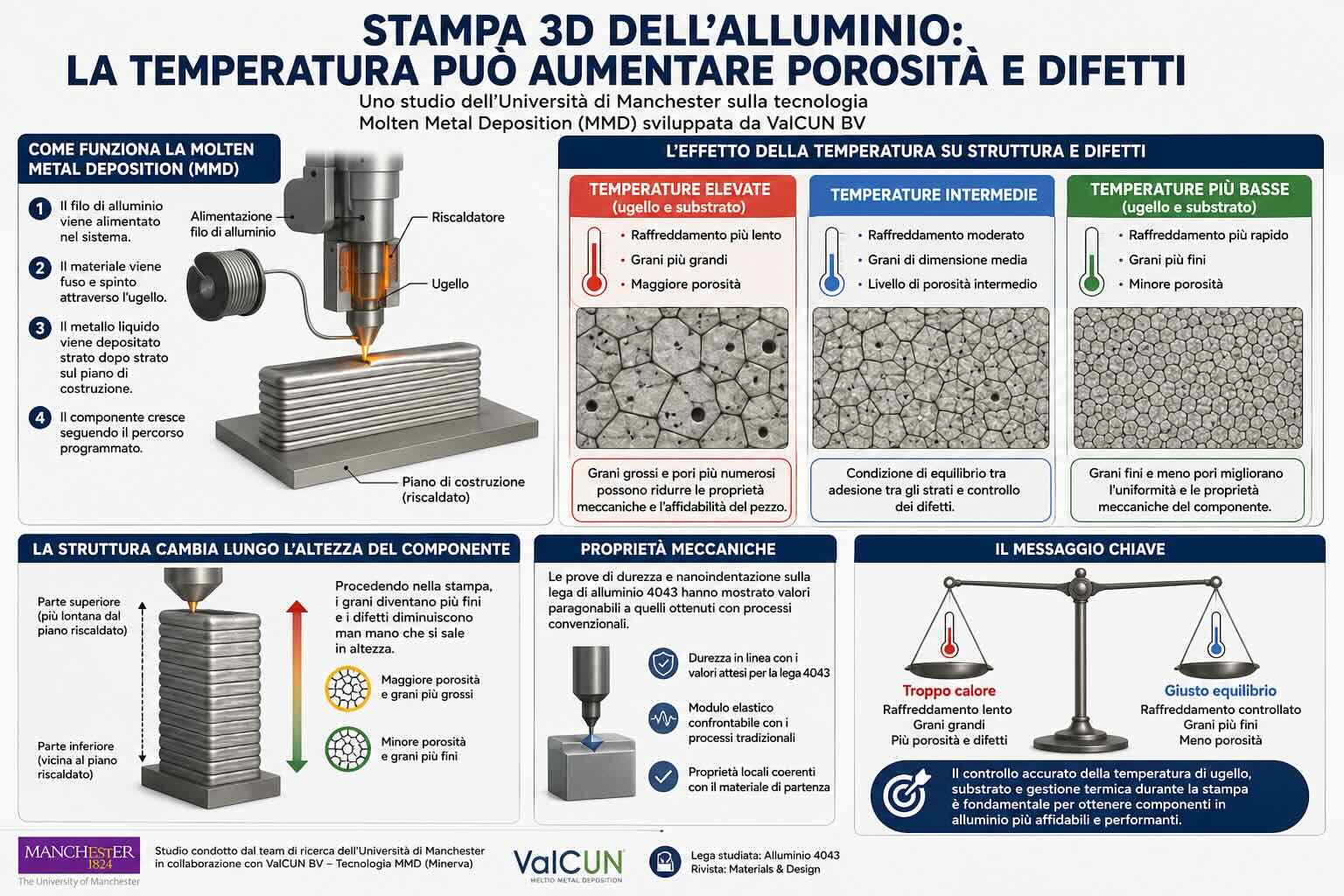
Nella stampa 3D dei metalli, aumentare la temperatura non significa necessariamente ottenere una fusione migliore o un componente più compatto. Uno studio condotto dall’Università di Manchester mostra che, nella deposizione di alluminio fuso, temperature elevate dell’ugello e del piano di costruzione possono rallentare il raffreddamento, ingrandire i grani metallici e favorire la formazione di porosità.
Il gruppo di ricerca ha analizzato componenti prodotti in lega di alluminio 4043 mediante Molten Metal Deposition, abbreviata in MMD. A differenza dei processi a letto di polvere, questa tecnologia non utilizza un laser per fondere selettivamente particelle metalliche. L’alluminio viene portato allo stato liquido all’interno del sistema e depositato attraverso un ugello, seguendo un percorso programmato.
Lo studio aiuta a comprendere un processo ancora poco documentato dal punto di vista metallurgico. Gran parte delle ricerche sulla Molten Metal Deposition si era concentrata su simulazioni, modelli termici e comportamento del materiale durante l’estrusione. Mancavano invece analisi sistematiche capaci di collegare i parametri di stampa alla struttura dei grani, alla porosità e alle proprietà meccaniche del pezzo.
Che cos’è la Molten Metal Deposition
La Molten Metal Deposition può essere descritta, in termini semplici, come una forma di deposizione di metallo già fuso.
Il materiale viene riscaldato prima di uscire dall’ugello e depositato strato dopo strato sul piano di costruzione. La geometria cresce attraverso cordoni sovrapposti, in modo concettualmente simile alla stampa a estrusione dei polimeri, ma con temperature e problemi metallurgici completamente differenti.
Il processo studiato a Manchester è stato sviluppato da ValCUN BV, azienda con sede in Belgio specializzata in sistemi per la produzione additiva dell’alluminio. Il nome ValCUN deriva da “Valuable Consistent Universal”, mentre la piattaforma tecnologica dell’azienda è conosciuta anche con il nome Minerva.
L’obiettivo di ValCUN è rendere la stampa 3D metallica più accessibile attraverso un sistema che non richiede polveri metalliche, laser ad alta potenza o camere di processo paragonabili a quelle delle macchine laser powder bed fusion.
Il materiale di partenza può essere alimentato sotto forma di filo o di altro semilavorato compatibile con il sistema. Una volta fuso, l’alluminio viene spinto attraverso l’ugello e depositato nella posizione richiesta.
Questa impostazione può semplificare la gestione del materiale. Le polveri fini richiedono infatti procedure specifiche per lo stoccaggio, la manipolazione, la filtrazione e la protezione degli operatori. Un sistema alimentato con materiale compatto elimina diverse difficoltà associate alle particelle metalliche disperse nell’ambiente.
La MMD non deve però essere interpretata come una copia metallica di una normale stampante FDM. La solidificazione dell’alluminio, la formazione dei grani, l’ossidazione e il trasferimento del calore tra gli strati richiedono un controllo molto più complesso.
Lo studio sulla lega di alluminio 4043
I ricercatori hanno utilizzato la lega 4043, un materiale a base di alluminio e silicio impiegato nelle saldature e in numerose applicazioni industriali.
La presenza del silicio migliora la fluidità del metallo liquido e riduce la sensibilità alla formazione di cricche durante la solidificazione. Per queste ragioni, la 4043 viene utilizzata come materiale d’apporto nella saldatura di diverse leghe di alluminio ed è adatta allo studio dei processi basati sulla deposizione di metallo fuso.
Il gruppo di Manchester ha prodotto campioni modificando le temperature dell’ugello e del substrato. Dopo la stampa, i ricercatori hanno analizzato la struttura interna del materiale, le dimensioni e l’orientamento dei grani, la distribuzione dei pori e alcune proprietà meccaniche.
Tra le tecniche utilizzate figura l’Electron Backscatter Diffraction, conosciuta con la sigla EBSD. Questa analisi, eseguita attraverso un microscopio elettronico a scansione, permette di ricostruire l’orientamento cristallografico dei grani metallici.
Sono state effettuate anche prove di durezza e nanoindentazione. La nanoindentazione misura la risposta locale del materiale applicando una forza molto piccola mediante una punta controllata con precisione. Consente di ricavare informazioni sulla durezza e sul modulo elastico anche in zone limitate del campione.
Più calore non significa automaticamente meno vuoti
Uno dei risultati principali riguarda l’effetto combinato della temperatura dell’ugello e di quella del piano.
Quando entrambe erano più elevate, il materiale depositato rimaneva caldo più a lungo. Il raffreddamento rallentava e i grani avevano più tempo per crescere prima che la struttura si stabilizzasse.
Il risultato era una microstruttura caratterizzata da grani mediamente più grandi e da un livello superiore di porosità.
Questo comportamento può sembrare contrario all’idea secondo cui un materiale più caldo dovrebbe aderire meglio allo strato precedente. Una temperatura maggiore può effettivamente migliorare la bagnabilità e ritardare la solidificazione, ma prolunga anche il tempo durante il quale gas, ossidi e instabilità del materiale liquido possono contribuire alla formazione di vuoti.
Nella produzione additiva metallica occorre quindi trovare un equilibrio. Una temperatura troppo bassa può compromettere l’unione tra gli strati, mentre una temperatura troppo alta può rallentare eccessivamente la solidificazione e modificare la struttura del materiale.
Lo studio non propone un unico valore valido per qualsiasi componente. Dimostra invece che ugello, substrato, quantità di energia fornita e velocità di raffreddamento devono essere considerati come parti dello stesso problema.
Temperature inferiori, grani più fini e meno porosità
Riducendo la temperatura del substrato e l’energia termica immessa nel processo, il materiale raffreddava più rapidamente.
La maggiore velocità di raffreddamento limitava la crescita dei grani, producendo una struttura più fine. Allo stesso tempo diminuiva il livello dei difetti osservati nei campioni.
Una grana fine viene spesso associata a una maggiore uniformità delle proprietà meccaniche. I bordi tra i grani possono ostacolare il movimento delle dislocazioni, contribuendo alla resistenza del materiale.
Non è tuttavia possibile stabilire la qualità di un componente soltanto dalla dimensione dei grani. Contano anche la loro forma, l’orientamento cristallografico, la distribuzione delle fasi, la presenza di pori, l’adesione tra i cordoni e le tensioni residue.
Il valore dello studio risiede proprio nell’aver messo in relazione diversi elementi. I ricercatori hanno osservato una correlazione tra l’aumento delle dimensioni dei grani e la crescita della porosità. Questo permette di utilizzare la microstruttura come indicatore di ciò che è avvenuto durante la deposizione e il raffreddamento.
La parte cambia mentre cresce in altezza
Il comportamento termico non è rimasto costante per tutta la costruzione.
Procedendo dagli strati inferiori verso quelli superiori, i ricercatori hanno osservato una riduzione progressiva sia della dimensione media dei grani sia del livello dei difetti.
Gli strati iniziali vengono depositati vicino al piano riscaldato e ricevono calore sia dall’ugello sia dal substrato. La dispersione termica è quindi condizionata dalla temperatura della base e dall’accumulo di calore nella zona inferiore del pezzo.
Quando la costruzione aumenta in altezza, la distanza dal piano cresce. Gli strati superiori possono trovarsi in condizioni di raffreddamento differenti, con una dispersione più efficace verso l’ambiente circostante.
Il componente non viene quindi prodotto in una condizione termica uniforme. Ogni strato risente della storia precedente, della geometria già costruita e della distanza dal substrato.
Questo aspetto è importante per l’industrializzazione della MMD. Impostare una sola temperatura all’inizio della stampa potrebbe non essere sufficiente per garantire una microstruttura omogenea lungo tutta l’altezza.
Un sistema più evoluto potrebbe modificare i parametri durante il processo. La temperatura dell’ugello, il riscaldamento del piano, la velocità di deposizione o il tempo tra gli strati potrebbero essere adattati in funzione della quota raggiunta e della geometria locale.
Il problema della porosità
I pori sono piccoli vuoti che rimangono intrappolati all’interno del componente dopo la solidificazione.
Non tutti i pori hanno la stessa origine. Alcuni possono derivare da gas presenti nel metallo liquido, altri da ossidi, interruzioni tra cordoni o riempimento incompleto delle zone di contatto.
Nell’alluminio, l’idrogeno rappresenta una delle principali cause della porosità da gas. La sua solubilità è maggiore nel metallo liquido e diminuisce durante il raffreddamento. Quando l’alluminio solidifica, l’idrogeno può essere espulso dalla struttura e formare cavità.
Anche lo strato di ossido superficiale dell’alluminio deve essere gestito con attenzione. L’ossido si forma rapidamente a contatto con l’aria e può essere incorporato tra le tracce depositate, creando discontinuità interne.
La presenza di pori non determina necessariamente il cedimento immediato del componente, ma riduce la sezione resistente e può creare punti di concentrazione delle tensioni.
Il problema diventa particolarmente importante nei pezzi sottoposti a carichi ciclici. Una cavità interna può costituire il punto dal quale parte una cricca di fatica, anche quando la resistenza misurata in una semplice prova statica appare soddisfacente.
Per impiegare la MMD in applicazioni strutturali sarà quindi necessario controllare non soltanto la quantità complessiva di porosità, ma anche dimensione, forma e posizione dei difetti.
Proprietà meccaniche confrontabili con i processi tradizionali
Nonostante la presenza di porosità, i campioni hanno mostrato valori di durezza e modulo elastico compresi nell’intervallo atteso per la lega di alluminio 4043 ottenuta attraverso processi convenzionali.
Questo risultato indica che il materiale depositato conserva proprietà locali coerenti con la lega utilizzata.
Non significa però che qualsiasi componente prodotto in MMD possa essere considerato equivalente a una parte laminata, fusa o lavorata dal pieno. Durezza e modulo elastico descrivono soltanto alcune caratteristiche.
Per una qualifica industriale completa occorre valutare anche resistenza a trazione, allungamento, tenacità, comportamento a fatica, anisotropia e ripetibilità tra costruzioni differenti.
La distribuzione dei difetti può avere un impatto limitato sulla durezza locale, ma condizionare in modo marcato la durata sotto carichi ripetuti. Saranno quindi necessarie ulteriori campagne di prova, soprattutto su componenti di dimensioni maggiori e geometrie rappresentative delle applicazioni reali.
Una tecnologia diversa dalla fusione laser a letto di polvere
La MMD non nasce per sostituire ogni processo di stampa 3D metallica.
La fusione laser a letto di polvere rimane adatta alla produzione di parti con geometrie complesse, pareti sottili, canali interni e dettagli di dimensioni ridotte. Offre una risoluzione elevata, ma richiede polveri sferiche, sistemi laser, atmosfere controllate e una gestione accurata della sicurezza.
La deposizione di metallo fuso può puntare su altri vantaggi: alimentazione più semplice, maggiore velocità di accumulo del materiale, costi potenzialmente inferiori e minori problemi legati alla manipolazione delle polveri.
La finitura superficiale e la precisione dimensionale possono risultare inferiori rispetto al powder bed fusion. Per molte applicazioni, il componente dovrà essere lavorato dopo la stampa per ottenere tolleranze e superfici funzionali.
La MMD potrebbe quindi trovare spazio nella produzione di preforme, componenti di medie dimensioni, parti personalizzate e oggetti nei quali il costo e la velocità contano più della risoluzione estrema.
Il ruolo di ValCUN
ValCUN BV sta sviluppando la tecnologia MMD con l’obiettivo di proporre una produzione additiva metallica utilizzabile senza le infrastrutture tipiche dei sistemi a polvere.
La collaborazione con l’Università di Manchester permette di andare oltre la dimostrazione della capacità di depositare alluminio. Per convincere l’industria occorre comprendere ciò che accade all’interno del materiale e definire finestre di processo ripetibili.
Una macchina può produrre una geometria apparentemente corretta, ma la qualità reale dipende dalla microstruttura e dai difetti nascosti. Senza una conoscenza quantitativa di questi fenomeni diventa difficile certificare il pezzo o prevederne il comportamento.
Lo studio fornisce a ValCUN e agli utilizzatori della tecnologia una base per sviluppare strategie di controllo più precise. La temperatura non deve essere vista come un semplice valore impostato nel software, ma come una variabile che evolve durante tutta la costruzione.
Verso il controllo termico durante la stampa
La conseguenza pratica del lavoro di Manchester è la necessità di monitorare il processo mentre avviene.
Sensori termici, termocamere e modelli digitali potrebbero essere utilizzati per misurare la temperatura degli strati e regolare automaticamente i parametri. L’obiettivo sarebbe mantenere una velocità di solidificazione più uniforme, compensando la crescita del componente e l’accumulo di calore.
Un controllo a ciclo chiuso potrebbe intervenire quando la temperatura supera una determinata soglia, riducendo l’energia fornita, aumentando il tempo di raffreddamento oppure modificando la velocità di deposizione.
Questa impostazione è già oggetto di studio in altri processi di produzione additiva metallica. Nel caso della MMD assume un’importanza particolare perché il materiale viene depositato già allo stato liquido e il risultato dipende direttamente dalla sua storia termica.
Cosa insegna lo studio
Il lavoro condotto da Haole Qin, Fan Wu, Zhe Cai, Lingfei Kong, Chuyuan Xu, Chola Elangeswaran, Jonas Galle e Wajira Mirihanage mostra che la qualità della deposizione di alluminio fuso non dipende soltanto dalla capacità di mantenere il metallo sopra il punto di fusione.
Temperature elevate dell’ugello e del substrato rallentano il raffreddamento e possono produrre grani più grandi e maggiore porosità. Temperature inferiori e un minore apporto energetico favoriscono invece una solidificazione più rapida, una struttura più fine e un livello inferiore di difetti.
Lo studio evidenzia anche che le condizioni cambiano lungo l’altezza del componente. Gli strati inferiori e quelli superiori non attraversano la stessa storia termica e possono quindi sviluppare microstrutture differenti.
Per trasformare la Molten Metal Deposition in un processo industriale affidabile serviranno sistemi capaci di adattare i parametri durante la costruzione, oltre a controlli sul materiale e verifiche non distruttive sui pezzi.
La ricerca dell’Università di Manchester non elimina i problemi della stampa 3D dell’alluminio, ma identifica con maggiore precisione uno dei punti sui quali intervenire. La gestione del calore diventa così una leva concreta per ridurre la porosità e ottenere componenti più omogenei.