Nella produzione additiva dei metalli, ottenere la forma prevista dal progetto rappresenta soltanto una parte del problema. Durante la fusione e la solidificazione della polvere, il materiale sviluppa una struttura interna composta da grani cristallini che possono assumere dimensioni, forme e orientamenti differenti.
Questa organizzazione microscopica influisce direttamente sul comportamento del componente. Due pezzi prodotti con la stessa lega e con una geometria identica possono presentare resistenza, duttilità, conducibilità termica, comportamento a fatica e risposta alla corrosione differenti se la loro struttura cristallina non è la stessa.
Un gruppo di ricercatori ha raccolto e analizzato le principali tecniche impiegate per controllare questa caratteristica nello studio intitolato “Tailoring Crystallographic Texture by Additive Manufacturing: From Fundamental Mechanisms, Programmable Control to Novel Applications”.
Il lavoro è stato firmato da Yang Mo, Jinlong Su, Jin Wu, Ali Ghasemi, Runsheng Li, Fulin Jiang e Swee Leong Sing e pubblicato sulla rivista scientifica Virtual and Physical Prototyping. La ricerca non presenta una singola tecnologia pronta per l’industria, ma descrive un insieme di metodi che potrebbero trasformare la texture cristallografica in un vero parametro di progettazione.
Che cosa significa texture cristallografica
Nel linguaggio comune, la parola texture richiama l’aspetto o la sensazione tattile di una superficie. In metallurgia indica invece la distribuzione degli orientamenti dei cristalli presenti all’interno di un materiale policristallino.
I metalli utilizzati nell’industria non sono normalmente costituiti da un unico cristallo. Sono formati da una moltitudine di piccoli cristalli, chiamati grani, separati dai rispettivi bordi.
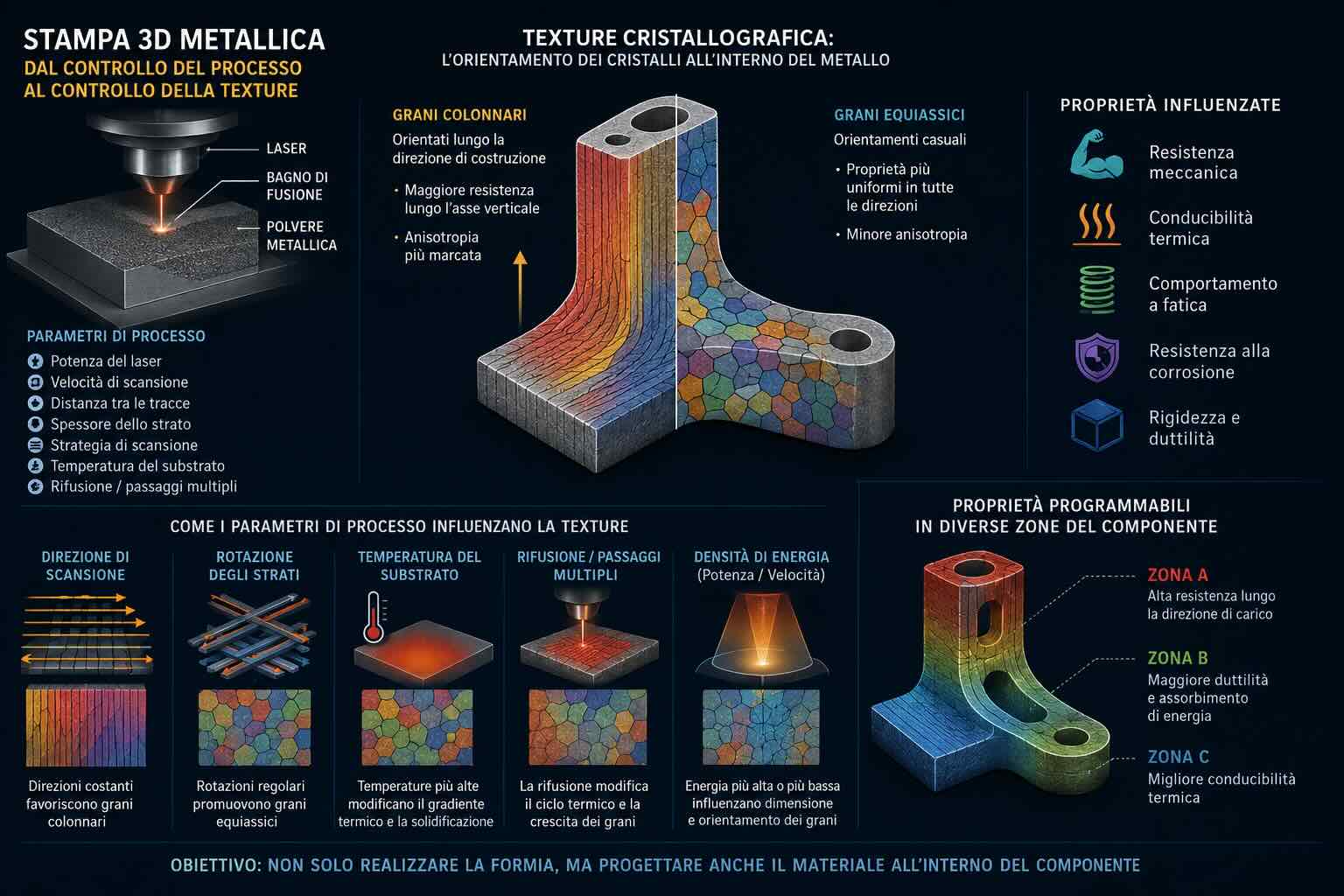
Se questi grani sono orientati in modo casuale, il materiale tende ad avere proprietà relativamente simili nelle diverse direzioni. Quando molti grani condividono uno stesso orientamento preferenziale, il materiale diventa anisotropo: può comportarsi in modo diverso a seconda della direzione nella quale viene sollecitato.
Un componente può quindi risultare più resistente lungo l’asse verticale di costruzione e meno resistente sul piano orizzontale, oppure mostrare differenze nella propagazione del calore, nella deformazione elastica e nella crescita delle cricche.
L’anisotropia non è sempre un difetto. Può diventare utile quando viene compresa, riprodotta e orientata in funzione dell’applicazione.
Perché i metalli stampati in 3D sviluppano orientamenti preferenziali
Nei processi come Laser Powder Bed Fusion, indicato anche come LPBF o PBF-LB, un laser fonde selettivamente sottili strati di polvere metallica. Il bagno di fusione si raffredda e solidifica in tempi molto brevi, mentre il componente è sottoposto a ripetuti cicli termici durante la costruzione degli strati successivi.
La direzione nella quale il calore viene disperso esercita una forte influenza sulla crescita dei cristalli. I grani che presentano un orientamento favorevole rispetto al flusso termico tendono a svilupparsi più velocemente, mentre quelli orientati in modo meno favorevole vengono progressivamente limitati.
Possono così formarsi grani allungati, spesso diretti lungo l’asse di costruzione, anziché una distribuzione uniforme di piccoli grani equiassici.
Condizioni simili si verificano nella Directed Energy Deposition, o DED, dove polvere o filo metallico vengono alimentati direttamente in una zona fusa generata da un laser, un fascio di elettroni o un arco elettrico.
La geometria del bagno di fusione, la velocità di solidificazione e il gradiente termico determinano in larga misura la direzione nella quale si sviluppa la microstruttura.
La macchina sta già “programmando” il materiale
Ogni componente metallico prodotto tramite manifattura additiva riceve una sorta di programmazione termica, anche quando l’operatore non cerca intenzionalmente di controllarla.
Potenza del laser, velocità di scansione, distanza tra le tracce, spessore dello strato, orientamento dei vettori, strategia di rotazione, temperatura del piano e numero di rifusioni modificano il modo in cui il metallo fonde e solidifica.
Il problema è che questa programmazione avviene spesso come conseguenza indiretta delle impostazioni scelte per ottenere densità, produttività e qualità superficiale.
La prospettiva proposta dalla ricerca consiste nel ribaltare questo approccio: i parametri di processo non dovrebbero essere selezionati soltanto per realizzare la geometria, ma anche per produrre intenzionalmente una determinata struttura cristallina.
La stampante diventerebbe quindi uno strumento metallurgico, oltre che un sistema per costruire forme complesse.
Dal controllo della forma al controllo delle proprietà
Nella manifattura tradizionale, le proprietà dei metalli vengono modificate attraverso una successione di lavorazioni meccaniche e trattamenti termici.
Forgiatura, laminazione ed estrusione deformano il materiale e cambiano la disposizione delle dislocazioni. Ricottura, tempra, rinvenimento e trattamenti di soluzione modificano grani, fasi e precipitati.
Questi processi possono però risultare difficili da applicare a componenti prodotti in forma quasi definitiva mediante stampa 3D. Una forte deformazione meccanica successiva rischierebbe di compromettere canali interni, reticoli, cavità e geometrie complesse.
Per questo motivo la possibilità di intervenire sulla microstruttura durante la costruzione assume un interesse particolare. Invece di stampare un componente e cercare poi di correggerne le proprietà, una parte della lavorazione metallurgica potrebbe essere integrata nel processo additivo.
Un lavoro condotto sull’acciaio inossidabile 316L ha mostrato, per esempio, che la distanza tra le tracce laser e la rifusione degli strati possono essere utilizzate per programmare la stabilità termica del materiale e il modo in cui esso ricristallizza durante un successivo trattamento termico.
I ricercatori hanno prodotto, nello stesso componente, regioni con microstrutture diverse e con differenti risposte al trattamento. Questo approccio consente di programmare localmente il comportamento del metallo senza ricorrere a una deformazione meccanica successiva.
Grani colonnari oppure grani equiassici
Una parte importante del controllo riguarda la scelta tra grani colonnari e grani equiassici.
I grani colonnari sono allungati e seguono generalmente una direzione preferenziale. Possono offrire buone prestazioni quando il carico principale è noto e orientato nella stessa direzione della microstruttura.
I grani equiassici hanno invece dimensioni più simili nelle varie direzioni e possono contribuire a ottenere un comportamento più uniforme.
Non esiste una configurazione migliore in assoluto. La scelta dipende dal tipo di componente, dalle condizioni di carico e dall’ambiente di esercizio.
Una pala di turbina potrebbe trarre vantaggio da una struttura orientata lungo la direzione delle sollecitazioni termomeccaniche. Una staffa soggetta a carichi imprevedibili potrebbe richiedere una risposta più isotropa.
La possibilità più interessante consiste nel combinare entrambe le strutture all’interno dello stesso oggetto.
Proprietà diverse in punti diversi dello stesso componente
La manifattura additiva permette di variare i parametri durante la costruzione. Non è quindi necessario utilizzare la stessa strategia di scansione per l’intero pezzo.
Una zona può essere prodotta con condizioni che favoriscono grani allungati, mentre un’altra può essere costruita con parametri che promuovono una struttura più fine ed equiassica.
Il componente potrebbe avere una parte rigida e resistente lungo una determinata direzione e un’altra maggiormente capace di deformarsi o assorbire energia.
Questo concetto avvicina la produzione additiva ai cosiddetti materiali a gradiente funzionale, nei quali composizione, porosità o microstruttura cambiano progressivamente nello spazio.
La differenza è che, in questo caso, la variazione non richiede necessariamente l’impiego di leghe diverse. Anche una singola lega potrebbe sviluppare comportamenti differenti in funzione della struttura prodotta localmente.
Strategie di scansione come strumenti metallurgici
La strategia di scansione stabilisce l’ordine e la direzione con cui il laser percorre ogni strato.
Rotazioni regolari tra uno strato e il successivo possono ridurre l’accumulo di orientamenti preferenziali. Percorsi mantenuti nella stessa direzione possono invece rafforzare una determinata texture.
Anche la lunghezza delle tracce e la suddivisione della superficie in isole modificano il flusso del calore.
Una scansione a scacchiera distribuisce l’energia in modo diverso rispetto a lunghi vettori paralleli. Una strategia a spirale crea condizioni termiche differenti rispetto a un riempimento lineare.
Il controllo non dipende quindi soltanto dalla quantità totale di energia fornita. Conta il modo in cui l’energia si sposta nel tempo e nello spazio.
La forma del bagno di fusione
Il bagno di fusione è la piccola zona di metallo liquido generata dal laser. La sua profondità, larghezza e curvatura condizionano la direzione della solidificazione.
Un bagno profondo e stretto produce gradienti termici diversi rispetto a uno largo e poco profondo.
Variando potenza, velocità e dimensione del punto laser è possibile modificare questa geometria. Tuttavia, gli effetti non sono sempre lineari.
Una potenza eccessiva può causare il regime di keyhole, con vaporizzazione del metallo e formazione di una cavità profonda. Una potenza insufficiente può lasciare zone non fuse e porosità da mancanza di fusione.
Il controllo della texture deve quindi rimanere all’interno di una finestra di processo capace di garantire anche densità e integrità del componente.
Il ruolo della temperatura del substrato
Riscaldare la piattaforma di costruzione riduce la differenza di temperatura tra il materiale appena fuso e il componente già solidificato.Questo intervento modifica i gradienti termici, rallenta il raffreddamento e può influenzare la nucleazione dei grani.Il preriscaldamento è già utilizzato per ridurre tensioni residue, deformazioni e rischio di cricche in leghe difficili da stampare.Nel contesto della programmazione microstrutturale, la temperatura del substrato potrebbe diventare un parametro usato per scegliere il tipo di grano e la forza della texture.
Il limite è rappresentato dal fatto che la temperatura della piattaforma agisce normalmente su gran parte del volume di costruzione. Ottenere variazioni locali richiede sistemi di riscaldamento più selettivi o un controllo combinato con altri parametri.
Rifusione e passaggi multipli del laser
Il laser può percorrere più volte una stessa zona. Il secondo passaggio rifonde o riscalda il materiale già consolidato, modificando il ciclo termico e l’omogeneità chimica.La rifusione può ridurre alcuni difetti, ma anche cambiare la densità delle dislocazioni, la segregazione degli elementi di lega e la stabilità dei grani.
Nell’acciaio 316L, combinazioni diverse di distanza tra le tracce e rifusione hanno permesso di produrre regioni capaci di ricristallizzare oppure di mantenere la microstruttura originaria dopo il trattamento termico.
Questo dimostra che le proprietà finali non dipendono soltanto dallo stato del componente appena uscito dalla macchina. I parametri di stampa possono programmare anche la risposta alle lavorazioni successive.
La composizione della lega rimane determinante
La strategia di processo non può essere separata dalla composizione chimica.
Leghe di alluminio, titanio, nichel e acciaio presentano differenti direzioni preferenziali di crescita, intervalli di solidificazione e sensibilità ai cicli termici.Piccole variazioni nella concentrazione degli elementi possono cambiare la morfologia dei grani e l’orientamento delle dendriti.
Il controllo sviluppato per una lega non può quindi essere trasferito automaticamente a un altro materiale.Occorrono mappe di processo specifiche che colleghino composizione, parametri, geometria del bagno di fusione, velocità di raffreddamento e texture finale.
Texture e comportamento meccanico
L’orientamento cristallografico influisce sulla facilità con cui le dislocazioni si muovono nel reticolo del metallo.
Questo meccanismo determina una parte importante della deformazione plastica e della resistenza.Una texture forte può aumentare la rigidezza o la resistenza lungo una direzione, ma ridurle lungo un’altra. Può inoltre modificare l’allungamento prima della rottura e il modo in cui si sviluppano le cricche.Uno studio basato sulla sovrapposizione tra forma del componente e orientamento cristallografico ha mostrato che è possibile amplificare l’anisotropia del modulo di Young attraverso un progetto congiunto della geometria e della texture.In questo modo non si progetta soltanto il materiale né soltanto la forma: si progetta l’interazione tra entrambi.
Il comportamento a fatica
La fatica è uno dei temi più delicati nella qualificazione dei componenti metallici stampati in 3D.
Piccoli difetti, porosità, rugosità superficiale e tensioni residue possono favorire l’avvio di cricche sotto carichi ripetuti.
La texture cristallografica può influire sia sulla nucleazione sia sulla propagazione di queste cricche. Un orientamento favorevole può rallentarne la crescita in una direzione, ma creare percorsi più vulnerabili in un’altra.
Per applicazioni aeronautiche, energetiche e biomedicali non è quindi sufficiente indicare una resistenza media. Occorre conoscere la relazione tra orientamento di costruzione, direzione del carico e struttura cristallina.
Conducibilità termica e applicazioni energetiche
La struttura interna può influire anche sul trasporto del calore.
Un componente progettato per uno scambiatore potrebbe richiedere una conducibilità elevata lungo il percorso del flusso termico e una conduzione ridotta nelle direzioni laterali.
La possibilità di controllare localmente la texture offrirebbe un ulteriore strumento accanto alla geometria dei canali e alla scelta della lega.
In una parte destinata a un motore o a una turbina, la distribuzione della temperatura potrebbe essere guidata sia dalla forma sia dall’orientamento dei grani.
Raggiungere questo risultato su scala industriale richiederà però modelli accurati che colleghino texture e proprietà termiche effettive.
Impianti biomedicali con risposta meccanica differenziata
Un impianto ortopedico deve possedere sufficiente resistenza, ma una rigidezza troppo elevata rispetto all’osso può causare il fenomeno dello stress shielding.
Quando l’impianto assorbe una quota eccessiva del carico, l’osso circostante riceve sollecitazioni inferiori e può ridurre progressivamente la propria densità.
La produzione additiva permette già di intervenire sulla rigidezza attraverso strutture reticolari e porosità controllata.
Il controllo cristallografico potrebbe aggiungere un secondo livello di progettazione. Le diverse zone dell’impianto potrebbero essere orientate per adattarsi meglio alla distribuzione delle forze, senza cambiare necessariamente la forma esterna.
Pale di turbina e componenti ad alta temperatura
Nelle turbine a gas vengono utilizzati componenti progettati per resistere a temperature elevate, scorrimento viscoso e carichi ciclici.
La produzione convenzionale di alcune pale impiega tecniche di solidificazione direzionale o monocristallina per eliminare bordi di grano sfavorevoli.
La stampa 3D non consente ancora di sostituire automaticamente questi processi, ma il controllo della texture può avvicinare la produzione additiva a strutture maggiormente orientate.
Una possibile soluzione consiste nel favorire grani colonnari nell’area della pala esposta alle sollecitazioni principali e una struttura diversa nelle zone di collegamento, dove possono essere richieste altre proprietà.
La difficoltà principale è la ripetibilità
Un risultato ottenuto su un piccolo provino non è necessariamente riproducibile su un componente industriale.
Il campo termico cambia con la massa del pezzo, la sua altezza, la presenza di pareti sottili, la vicinanza ad altri oggetti e la disposizione dei supporti.
Anche lo stato della macchina esercita un’influenza. Dimensione e forma del fascio laser, distribuzione della polvere, flusso del gas, contenuto di ossigeno e calibrazione degli assi possono variare nel tempo.
La chimica della polvere cambia inoltre tra lotti differenti e dopo più cicli di recupero.
Una strategia capace di generare una determinata texture su un campione potrebbe quindi produrre risultati diversi su una geometria complessa.
Misurare la texture durante e dopo il processo
La verifica dell’orientamento cristallografico viene svolta spesso mediante Electron Backscatter Diffraction, o EBSD.
Questa tecnica utilizza un microscopio elettronico per ricostruire l’orientamento dei grani sulla superficie di una sezione preparata.
L’EBSD fornisce mappe molto dettagliate, ma richiede il taglio e la preparazione del campione. Non può quindi essere utilizzata come controllo non distruttivo di ogni componente finito.
La diffrazione a raggi X consente di misurare la texture su volumi più ampi, ma presenta limiti di accessibilità e risoluzione locale.
Per passare dalla ricerca alla produzione sarà necessario collegare le misure di laboratorio ai segnali disponibili direttamente nella macchina, come immagini del bagno di fusione, emissioni ottiche, temperatura e comportamento acustico.
Uno studio pubblicato nel 2025 ha introdotto un metodo statistico per quantificare e prevedere le texture di solidificazione, combinando osservazioni sperimentali e simulazioni phase-field. Il lavoro mostra quanto sia importante distinguere un vero orientamento preferenziale dalle normali variazioni casuali tra i singoli grani.
Il ruolo delle simulazioni
Simulare la formazione di ogni singolo grano in un intero componente rimane estremamente impegnativo.
I modelli devono descrivere il trasferimento di calore, il flusso del metallo liquido, la nucleazione, la crescita dendritica e la competizione tra cristalli.
I tempi coinvolti vanno dai microsecondi della fusione alle ore richieste per costruire il componente, mentre le scale spaziali partono dalla microstruttura e arrivano a oggetti di decine di centimetri.
Per affrontare il problema vengono utilizzati modelli phase-field, cellular automata, calcoli agli elementi finiti e approcci basati sull’apprendimento automatico.
Una ricerca ha proposto un metodo integrato nel quale la simulazione phase-field viene impiegata per guidare il controllo della texture nel processo Laser Powder Bed Fusion. L’obiettivo è ridurre il numero di prove sperimentali necessarie e prevedere l’effetto delle condizioni termiche sulla crescita dei grani.
Il software di preparazione deve evolvere
Gli attuali software per la produzione additiva sono progettati soprattutto per orientare i componenti, generare supporti, suddividere i modelli in strati e assegnare strategie di scansione.
Il controllo microstrutturale richiede funzioni differenti.
Il progettista dovrebbe poter indicare non soltanto dove depositare il materiale, ma anche quali proprietà ottenere nelle diverse zone.
Il software dovrebbe tradurre queste richieste in parametri laser, orientamenti di scansione, riscaldamenti, rifusioni e trattamenti successivi.
In prospettiva, una mappa tridimensionale delle proprietà potrebbe essere associata al modello CAD. Il sistema di produzione dovrebbe poi convertirla in una strategia eseguibile dalla macchina.
Si tratterebbe di uno sviluppo paragonabile al passaggio dalla semplice definizione della geometria alla progettazione delle strutture reticolari, ma applicato alla scala cristallina.
Il controllo ad anello chiuso
Una vera programmazione della texture non può basarsi esclusivamente su parametri stabiliti prima della stampa.
Le condizioni reali del processo possono deviare dal modello a causa di variazioni della polvere, accumulo di calore e differenze geometriche.
Servono quindi sistemi ad anello chiuso capaci di osservare il bagno di fusione e modificare i parametri durante la costruzione.
Telecamere ad alta velocità, pirometri, sensori fotodiodi e sistemi di imaging termico possono raccogliere informazioni sul processo.
Il controllo dovrebbe interpretare questi segnali e correggere potenza, velocità o percorso prima che la microstruttura si allontani dall’obiettivo.
La difficoltà consiste nel fatto che la texture non è misurabile direttamente e istantaneamente con i normali sensori di macchina. Deve essere dedotta da indicatori termici e ottici, attraverso modelli validati sperimentalmente.
I trattamenti successivi possono modificare il risultato
Una microstruttura prodotta intenzionalmente durante la stampa può cambiare durante il trattamento termico.
Distensione, ricottura, solubilizzazione e invecchiamento possono provocare crescita dei grani, ricristallizzazione o trasformazioni di fase.
Anche la pressatura isostatica a caldo, utilizzata per ridurre porosità e difetti interni, può alterare la texture.
Questo non significa che i trattamenti vadano eliminati. Devono essere considerati come parte della programmazione.
Il progetto dovrebbe prevedere quale struttura verrà prodotta dalla macchina e come essa evolverà durante l’intero ciclo di post-processo.
In alcuni casi, la stampa potrebbe creare intenzionalmente regioni con diversa stabilità, così che lo stesso trattamento termico generi esiti differenti nelle varie zone.
Dai materiali omogenei ai materiali programmati
Il concetto di materiale programmabile può generare equivoci.
Non si tratta necessariamente di un materiale che cambia forma a comando, come avviene in alcuni esempi di stampa 4D.
Nel caso della texture cristallografica, la programmazione avviene durante la produzione. I parametri scelti determinano l’organizzazione interna e quindi le proprietà del pezzo.
Il componente finito non deve contenere elettronica, sensori o attuatori. La sua funzione è incorporata nell’orientamento dei grani e nella microstruttura.
Una zona può essere progettata per offrire maggiore rigidezza, un’altra per condurre meglio il calore e una terza per resistere alla propagazione delle cricche.
Una prospettiva ancora lontana dalla produzione automatica
Il controllo della texture non è ancora una funzione standard che l’operatore può selezionare dal pannello della stampante.
Le relazioni tra processo e microstruttura sono complesse e dipendono dalla lega, dalla macchina, dalla geometria e dal post-processo.
Mancano inoltre procedure condivise per qualificare componenti con proprietà intenzionalmente variabili.
Le norme industriali sono state sviluppate in gran parte per materiali omogenei. Un pezzo con microstruttura differenziata richiede metodi di verifica capaci di dimostrare che ogni zona possiede le caratteristiche previste.
La certificazione sarà uno dei passaggi più impegnativi, soprattutto in aerospazio, energia e settore medicale.
Verso una progettazione congiunta di forma e materia
La produzione additiva viene spesso descritta come una tecnologia capace di liberare la geometria dai vincoli delle lavorazioni tradizionali.
Il controllo cristallografico aggiunge una seconda forma di libertà: non soltanto decidere dove collocare il materiale, ma anche come organizzarlo internamente.
Il modello CAD potrebbe quindi evolvere da descrizione della forma a rappresentazione completa del componente, comprendendo geometria, porosità, composizione, orientamento cristallino e proprietà locali.
Per raggiungere questo obiettivo servirà una maggiore integrazione tra scienza dei materiali, progettazione meccanica, simulazione, software di slicing, sensoristica e controllo di processo.
La direzione indicata dalla ricerca è chiara: la stampa 3D metallica non viene più considerata soltanto un metodo per realizzare forme difficili. Può diventare un processo capace di costruire contemporaneamente il componente e la sua struttura metallurgica.
Il passaggio da una texture subita a una texture progettata potrebbe consentire di sfruttare l’anisotropia invece di limitarla. La sfida sarà trasformare risultati ottenuti su provini e laboratori in procedure ripetibili, verificabili e certificabili sulle macchine industriali.