Un brevetto cinese affronta la contaminazione dei sensori ottici
La società cinese Qingdao Future Intelligent Creation 3D Printing Co., Ltd. ha ottenuto un brevetto per modello di utilità relativo a un sistema retrattile destinato al controllo del filamento nelle stampanti 3D FFF.
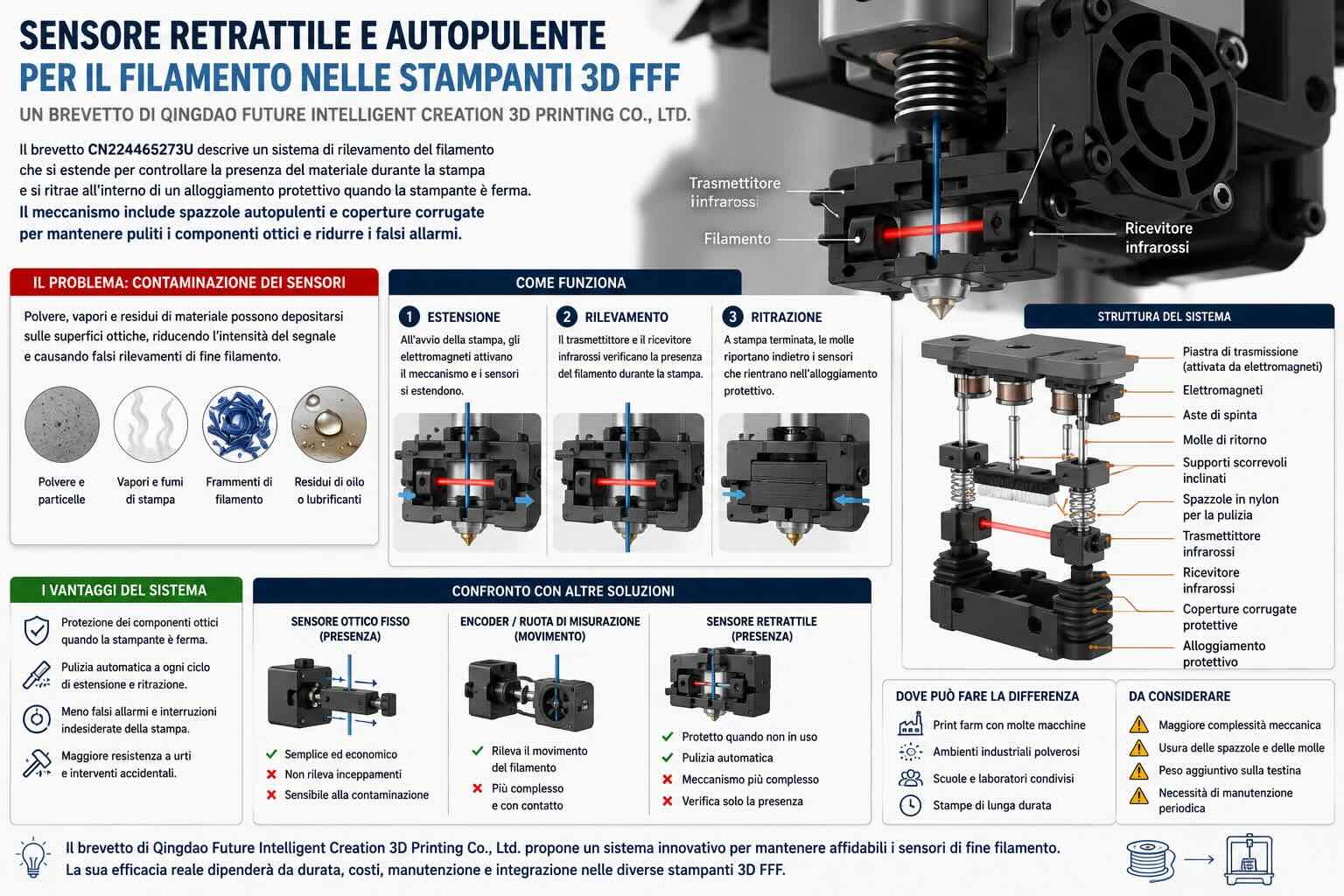
Il documento, identificato con il numero CN224465273U, descrive un gruppo di rilevamento capace di esporre i propri componenti ottici durante la stampa e di proteggerli all’interno di un alloggiamento quando la macchina non è in funzione.
Il progetto cerca di risolvere un problema che può sembrare secondario, ma che diventa importante nelle stampe di lunga durata e negli impianti formati da numerose macchine: l’accumulo di polvere, vapori, frammenti di materiale e residui sulle superfici di un sensore a infrarossi.
Questi contaminanti possono ridurre l’intensità del segnale ottico e causare rilevamenti errati. La stampante potrebbe interpretare una lettura anomala come esaurimento del filamento, arrestando il processo anche quando la bobina contiene ancora materiale.
La soluzione di Qingdao Future Intelligent Creation 3D Printing Co., Ltd. non si limita a racchiudere il sensore in una protezione fissa. Utilizza un sistema meccanico che sposta il trasmettitore e il ricevitore, li pulisce durante il movimento e li ritrae quando il controllo non è necessario.
Perché le stampanti 3D utilizzano sensori di fine filamento
Nella stampa FFF, il materiale termoplastico viene fornito sotto forma di un filo continuo avvolto su una bobina. Il filamento viene trascinato dall’estrusore, riscaldato nell’hotend e depositato sul piano di costruzione attraverso un ugello.
Se la bobina termina durante la lavorazione, l’estrusore continua a eseguire i comandi previsti dal file di stampa, ma non deposita più materiale. La testina può quindi muoversi a vuoto per minuti o ore, mentre il componente rimane incompleto.
Un sensore di fine filamento serve a riconoscere l’assenza del materiale prima che questo raggiunga l’estrusore. Il firmware può mettere in pausa la stampa, parcheggiare la testina e chiedere all’operatore di installare una nuova bobina.
Dopo la sostituzione, la produzione può riprendere dal punto in cui era stata interrotta. Il sistema non garantisce sempre che il componente venga recuperato senza difetti, ma riduce la probabilità di perdere un’intera lavorazione.
Questa funzione è ormai presente su numerose stampanti prodotte da aziende come Bambu Lab, Creality, Prusa Research, UltiMaker, Raise3D, Anycubic, Elegoo e Flashforge.
I sensori utilizzati dai diversi produttori non funzionano tutti nello stesso modo. Alcuni rilevano soltanto la presenza fisica del filamento, mentre altri possono misurarne il movimento e identificare anche rotture, inceppamenti o errori di trascinamento.
Il funzionamento di un sensore ottico
Un sensore ottico di fine filamento utilizza generalmente un emettitore e un ricevitore a infrarossi.
Quando il filamento attraversa il dispositivo, interrompe o modifica il fascio luminoso. Il circuito elettronico converte questa variazione in un segnale che indica la presenza del materiale.
Il principio permette di realizzare sensori piccoli, economici e privi di contatti elettrici direttamente azionati dal filamento. L’assenza di un interruttore meccanico può inoltre ridurre la resistenza esercitata sul materiale.
Il sensore ottico presenta però alcuni limiti. Polvere e residui possono depositarsi sull’emettitore o sul ricevitore, attenuando il fascio. Anche le caratteristiche del filamento possono influire sulla lettura: materiali trasparenti, semitrasparenti o molto riflettenti possono comportarsi diversamente rispetto ai filamenti opachi.
Le condizioni dell’ambiente incidono a loro volta sull’affidabilità. In un laboratorio nel quale vengono lavorati materiali, carteggiati componenti o utilizzate numerose macchine, la quantità di particelle sospese può essere superiore a quella presente in un ambiente domestico.
Il brevetto di Qingdao Future Intelligent Creation 3D Printing Co., Ltd. parte dal presupposto che il sensore non debba rimanere esposto quando la stampante è ferma.
Le cause della contaminazione
Il documento individua diverse possibili fonti di contaminazione.
Una parte della polvere può essere aspirata dai sistemi di ventilazione della testina. Le stampanti FFF utilizzano ventole per raffreddare l’hotend, il dissipatore e il materiale appena depositato. Il flusso d’aria può trasportare particelle verso i componenti collocati vicino al gruppo di estrusione.
La lavorazione di materiali come PLA e ABS può inoltre generare vapori e particelle ultrafini. Una parte delle sostanze emesse può depositarsi sulle superfici più fredde della macchina, formando nel tempo una pellicola capace di interferire con il percorso ottico.
Anche il filamento stesso può rilasciare frammenti. Materiali rigidi, caricati con fibre o conservati in condizioni non corrette possono produrre polvere durante lo scorrimento nei tubi e negli ingranaggi dell’estrusore.
Il PETG può lasciare residui sulle parti che entrano in contatto con il materiale. I filamenti caricati con fibra di carbonio, fibra di vetro, legno, metalli o altri additivi possono aumentare l’usura e la quantità di particelle presenti nel percorso di alimentazione.
Oli e lubrificanti utilizzati sugli elementi meccanici costituiscono un’ulteriore fonte di contaminazione. Se raggiungono il sensore, possono trattenere polvere e creare uno strato difficile da rimuovere con un semplice getto d’aria.
Un sistema basato su elettromagneti e molle
Il progetto di Qingdao Future Intelligent Creation 3D Printing Co., Ltd. colloca il trasmettitore e il ricevitore a infrarossi all’interno di una struttura di monitoraggio montata sotto il gruppo di estrusione.
Ciascun componente ottico è installato su un supporto scorrevole inserito in una sede protetta.
Quando il sistema di estrusione viene alimentato, due elettromagneti esercitano una forza su una piastra di trasmissione. La piastra aziona una serie di aste collegate a supporti inclinati.
Lo spostamento dei supporti spinge verso l’esterno il trasmettitore e il ricevitore. I due elementi raggiungono così la posizione prevista per il controllo del filamento.
Durante la stampa, i componenti restano esposti e verificano la presenza del materiale lungo il percorso di alimentazione.
Quando la lavorazione termina e gli elettromagneti vengono disattivati, alcune molle di ritorno riportano indietro i supporti. Il trasmettitore e il ricevitore rientrano nell’alloggiamento, dove risultano meno esposti alla polvere, agli urti e agli interventi dell’operatore.
Il principio ricorda quello di un componente telescopico: la parte sensibile viene portata all’esterno soltanto quando deve svolgere la propria funzione.
Le spazzole effettuano la pulizia durante il movimento
Il sistema integra anche una funzione di pulizia automatica.
Alcune piastre protettive si muovono insieme ai supporti dei sensori e includono spazzole morbide in nylon. Quando gli elementi ottici vengono estesi o retratti, le spazzole passano sulle superfici di rilevamento.
Il movimento rimuove almeno una parte della polvere e dei residui poco aderenti. La pulizia viene quindi effettuata utilizzando gli stessi cicli di avvio e arresto della stampante, senza richiedere un intervento separato dell’operatore.
Le spazzole in nylon devono essere abbastanza morbide da non graffiare le superfici, ma sufficientemente rigide da spostare le particelle. La loro efficacia dipenderebbe dalla pressione di contatto, dalla forma delle setole e dal tipo di contaminante.
Polvere asciutta e frammenti superficiali possono essere rimossi con facilità maggiore rispetto a depositi oleosi o sostanze condensate. Il sistema non eliminerebbe quindi ogni esigenza di manutenzione, ma potrebbe allungare gli intervalli tra una pulizia manuale e l’altra.
L’usura delle spazzole rappresenterebbe un altro elemento da considerare. Dopo numerosi cicli, le setole potrebbero deformarsi, perdere efficacia o trattenere i residui rimossi dal sensore.
Le coperture corrugate proteggono il meccanismo interno
Il brevetto prevede inoltre coperture flessibili corrugate intorno alle parti scorrevoli.
Questi elementi si comprimono e si estendono insieme al movimento del sensore, limitando l’ingresso di polvere nelle guide e nelle cavità interne.
Il concetto è simile a quello dei soffietti utilizzati su macchine utensili, attuatori e guide lineari. Una barriera flessibile protegge le superfici mobili senza impedire lo spostamento.
Nel sistema descritto da Qingdao Future Intelligent Creation 3D Printing Co., Ltd., le coperture dovrebbero impedire che la polvere rimossa dalle spazzole raggiunga le guide del dispositivo.
La protezione delle parti scorrevoli è importante perché un accumulo di residui potrebbe aumentare l’attrito, ostacolare il ritorno delle molle o impedire ai sensori di raggiungere la posizione corretta.
Il materiale delle coperture dovrebbe resistere alle temperature presenti vicino alla testina, ai vapori generati dai polimeri e a migliaia di cicli di compressione.
La protezione contro gli urti accidentali
Il rientro nell’alloggiamento protegge il sensore anche dagli urti.
Durante la pulizia del piano, il cambio dell’ugello o la sostituzione del filamento, l’operatore può avvicinare utensili e mani al gruppo di estrusione. Un componente ottico esposto potrebbe essere colpito, spostato o graffiato.
Questo rischio aumenta sulle stampanti aperte, sulle macchine utilizzate in laboratori condivisi e sulle apparecchiature sottoposte a frequenti interventi.
Il sensore retratto occupa una posizione meno accessibile e può quindi essere meno vulnerabile durante le operazioni di manutenzione.
Il vantaggio dipenderebbe comunque dalla struttura complessiva della testina. Su molte stampanti moderne, i sensori sono già collocati all’interno di carter o lungo il percorso del filamento, dove risultano poco esposti.
Il limite dei sensori che controllano soltanto la presenza
La soluzione brevettata sembra destinata soprattutto a rilevare se il filamento si trova davanti al sensore.
Questo controllo non permette necessariamente di stabilire se il materiale stia avanzando.
Un frammento di filamento potrebbe rimanere inserito nel sensore mentre l’estremità a valle è spezzata. Il dispositivo continuerebbe a segnalare la presenza del materiale, anche se l’estrusore non ricevesse più plastica.
Una situazione simile può verificarsi in caso di inceppamento. Gli ingranaggi dell’estrusore possono girare senza riuscire a spingere il filamento, che resta comunque nella posizione rilevata dal sensore.
Anche un ugello ostruito non viene identificato da un semplice sensore di presenza. Il materiale esiste e si trova lungo il percorso corretto, ma non riesce a uscire dalla testina.
Per riconoscere questi problemi servono sistemi capaci di controllare il movimento, la forza di estrusione, la pressione nel materiale fuso o il risultato visibile della deposizione.
Encoder e ruote di misurazione
Una soluzione più completa consiste nel far passare il filamento accanto a una ruota collegata a un encoder.
Quando il materiale avanza, la ruota gira. Il firmware confronta il movimento effettivamente misurato con la quantità di filamento che l’estrusore avrebbe dovuto trascinare.
Se il motore dell’estrusore esegue i comandi ma l’encoder non rileva uno spostamento sufficiente, il sistema può identificare un inceppamento, uno slittamento degli ingranaggi o una rottura.
Questo approccio fornisce più informazioni rispetto a un semplice fascio a infrarossi. Introduce però contatto e attrito, richiede una ruota capace di aderire al filamento e può essere influenzato da polvere, usura o variazioni del diametro.
Anche il sistema brevettato per il monitoraggio dell’alimentazione del filamento associato a Stratasys, Inc. utilizza il movimento di elementi meccanici controllati da un sensore ottico per identificare anomalie nell’avanzamento.
La combinazione tra sensori di presenza e sensori di movimento può distinguere un esaurimento completo della bobina da un problema di trascinamento.
Il controllo della forza di estrusione
Un’altra strategia consiste nel misurare la forza esercitata sul filamento.
Quando l’ugello è parzialmente ostruito o la temperatura non è adeguata, l’estrusore deve applicare una forza maggiore per spingere il materiale.
Una cella di carico o un sensore integrato nel percorso meccanico può rilevare queste variazioni. Il sistema può quindi riconoscere una condizione anomala prima che la stampa si interrompa completamente.
Il metodo è più complesso perché la forza dipende da numerosi fattori: temperatura, velocità, materiale, diametro dell’ugello, accelerazioni e geometria del percorso.
Per utilizzare il dato in modo affidabile, il firmware deve distinguere tra variazioni normali del processo e segnali di un guasto.
Il vantaggio è la possibilità di individuare problemi che un sensore di presenza non vede, compresi alcuni tipi di ostruzione e slittamento.
Telecamere e monitoraggio della deposizione
Produttori come Bambu Lab, Creality, Prusa Research, UltiMaker e Raise3D hanno introdotto telecamere e funzioni di controllo remoto su diverse linee di prodotto.
L’analisi delle immagini può identificare componenti staccati dal piano, accumuli di materiale, estrusioni irregolari e altri difetti visibili.
I sistemi più avanzati confrontano le immagini della stampa con il comportamento atteso e segnalano le anomalie all’operatore.
Il monitoraggio visivo presenta però limiti legati all’illuminazione, alla posizione della telecamera e alla geometria del componente. Alcuni difetti possono trovarsi dietro la testina o all’interno dell’oggetto e non essere immediatamente visibili.
Le telecamere richiedono inoltre elaborazione software e non sostituiscono necessariamente i sensori collocati lungo il percorso del filamento.
Un sistema affidabile può quindi combinare più fonti: presenza del materiale, movimento misurato, corrente del motore, immagini e temperatura.
Più componenti significano più manutenzione
Il vantaggio principale della soluzione di Qingdao Future Intelligent Creation 3D Printing Co., Ltd. è la protezione del sensore. Il principale svantaggio è l’aumento della complessità.
Un sensore ottico fisso può essere formato da pochi componenti ed essere sostituito a basso costo. Il meccanismo brevettato aggiunge elettromagneti, molle, aste, supporti scorrevoli, piastre, spazzole e coperture flessibili.
Ciascuna parte può usurarsi, sporcarsi o perdere l’allineamento.
Le molle possono modificare la propria elasticità dopo un elevato numero di cicli. Le guide possono accumulare detriti. Gli elettromagneti richiedono alimentazione e generano una piccola quantità di calore. Le spazzole devono mantenere una pressione costante sulle superfici.
Se il meccanismo non estendesse completamente il trasmettitore o il ricevitore, il fascio ottico potrebbe risultare disallineato. Il sistema genererebbe quindi proprio gli errori che dovrebbe evitare.
La progettazione dovrebbe prevedere anche una modalità di verifica. Il firmware potrebbe controllare il segnale del sensore dopo ogni estensione e segnalare un’anomalia quando il valore non rientra nell’intervallo previsto.
Il peso sulla testina di stampa
Il documento colloca il gruppo sotto l’estrusore. Questa scelta può aumentare la massa della testina in movimento.
Sulle stampanti cartesiane e CoreXY, il peso dell’insieme mobile influisce sulle accelerazioni, sulle vibrazioni e sulla qualità delle superfici.
Una testina più pesante richiede forze maggiori per cambiare direzione. Il telaio e i motori devono gestire l’inerzia aggiuntiva, mentre il software può dover ridurre accelerazione e velocità per limitare risonanze e difetti.
Le tecniche di input shaping utilizzate da aziende come Bambu Lab, Prusa Research, Creality, Klipper e altri sviluppatori di firmware possono compensare una parte delle vibrazioni, ma non eliminano le conseguenze fisiche di una massa maggiore.
Per risultare vantaggioso, il meccanismo dovrebbe essere compatto e leggero oppure essere collocato in una zona fissa del percorso del filamento.
Una posizione esterna alla testina ridurrebbe la massa mobile, ma potrebbe aumentare la distanza tra il punto di rilevamento e l’estrusore. Dopo il rilevamento dell’esaurimento, una quantità maggiore di materiale resterebbe nel tubo.
Un possibile interesse per le print farm
La soluzione potrebbe avere più valore nelle print farm che sulle singole stampanti domestiche.
In un impianto con decine o centinaia di macchine, anche un sensore economico può causare costi significativi se genera falsi allarmi. Ogni arresto richiede la verifica da parte di un operatore e può ritardare una consegna.
Una pulizia automatica eseguita a ogni ciclo potrebbe ridurre alcune attività di manutenzione periodica.
Nelle print farm, però, conta anche la semplicità. I gestori tendono a preferire componenti facili da sostituire, standardizzati e disponibili a basso costo.
Un dispositivo meccanicamente complesso sarebbe interessante soltanto se dimostrasse di ridurre il costo totale di gestione. Il risparmio ottenuto grazie a un numero inferiore di falsi arresti dovrebbe superare il costo del componente, le sostituzioni e gli interventi sul meccanismo.
Per misurare il beneficio servirebbero prove con migliaia di cicli, filamenti differenti e ambienti caratterizzati da diversi livelli di contaminazione.
Le applicazioni in ambienti industriali e scolastici
Un sensore protetto può essere utile anche in officine, scuole e laboratori condivisi.
Negli ambienti industriali possono essere presenti polvere di lavorazione, fibre e particelle generate da altri macchinari. Il rischio di contaminazione è superiore rispetto a quello di un ufficio pulito.
Nelle scuole, le stampanti vengono utilizzate da numerose persone e sono sottoposte a frequenti cambi di materiale. La protezione dagli urti accidentali potrebbe quindi rappresentare un vantaggio.
Le macchine professionali impiegate in questi contesti devono tuttavia privilegiare la facilità di manutenzione. Il sensore dovrebbe poter essere ispezionato, pulito e sostituito senza smontare l’intero gruppo di estrusione.
La documentazione tecnica dovrebbe indicare anche il numero previsto di cicli, le temperature ammesse e la compatibilità con materiali abrasivi.
Un brevetto non equivale a un prodotto commerciale
L’assegnazione del brevetto a Qingdao Future Intelligent Creation 3D Printing Co., Ltd. non significa che il sistema verrà installato su una stampante disponibile sul mercato.
Le aziende depositano brevetti e modelli di utilità per proteggere idee, componenti e possibili direzioni di sviluppo. Alcuni progetti vengono incorporati in prodotti successivi, mentre altri non superano la fase di prototipo.
Nel caso di questo sensore, l’adozione dipenderà dal rapporto tra beneficio e complessità.
Per molte stampanti potrebbe essere più conveniente utilizzare un sensore fisso ben protetto, progettato per essere sostituito o pulito in pochi minuti.
Il meccanismo retrattile avrebbe maggiore interesse nelle applicazioni in cui la contaminazione è frequente, gli arresti indesiderati sono costosi e la manutenzione manuale deve essere ridotta.
Prima di una valutazione industriale servirebbero dati su affidabilità, durata delle spazzole, precisione del movimento, consumo elettrico e comportamento con differenti filamenti.
La direzione futura del monitoraggio del filamento
Il progetto di Qingdao Future Intelligent Creation 3D Printing Co., Ltd. mostra come anche un componente semplice come il sensore di fine filamento possa diventare oggetto di interventi orientati all’automazione.
Le stampanti FFF stanno integrando un numero crescente di controlli: livellamento automatico, compensazione delle vibrazioni, identificazione delle bobine, monitoraggio del flusso, telecamere e riconoscimento degli errori.
L’obiettivo non è soltanto ottenere una buona qualità di stampa. I produttori cercano di ridurre il tempo richiesto agli operatori e aumentare la capacità delle macchine di gestire autonomamente le anomalie.
Un sensore retrattile e autopulente si inserisce in questa direzione, ma risolve soltanto una parte del problema. Protegge il dispositivo ottico e può ridurre la contaminazione, senza verificare necessariamente il movimento del filamento o la corretta deposizione del materiale.
La soluzione più completa potrebbe derivare dall’integrazione tra diversi metodi: controllo ottico della presenza, encoder per misurare l’avanzamento, rilevamento della forza e analisi visiva della stampa.
Il valore del brevetto non dipenderà quindi soltanto dall’originalità del meccanismo. Dipenderà dalla capacità di Qingdao Future Intelligent Creation 3D Printing Co., Ltd. o di eventuali licenziatari di trasformarlo in un componente leggero, economico e più affidabile dei sensori fissi già disponibili.