Lo studio dei termoindurenti per l’uso nella sinterizzazione laser selettiva
La sinterizzazione laser selettiva, o SLS, è un processo di stampa 3D popolare per una buona ragione. Offre numerosi vantaggi: le parti possono essere prodotte con una geometria praticamente illimitata e non sono necessari supporti. Produce inoltre parti che sono in genere più resistenti e funzionali rispetto a quelle prodotte con altri metodi di stampa 3D. Tuttavia, ha alcune restrizioni in termini di materiali che possono essere elaborati e quindi le proprietà dei componenti risultanti sono limitate. In un documento intitolato ” Comportamento dell’infiltrazione di termosensibili per l’uso in un processo di polimerizzazione selettiva laser combinato di polimeri “, una coppia di ricercatori discute lo sviluppo di un nuovo processo di produzione additiva che combina liquidi reattivi come resine termoindurenti per generare parti SLS multimateriali .
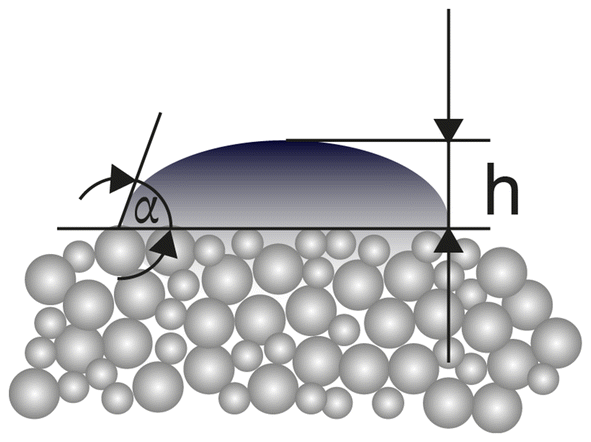
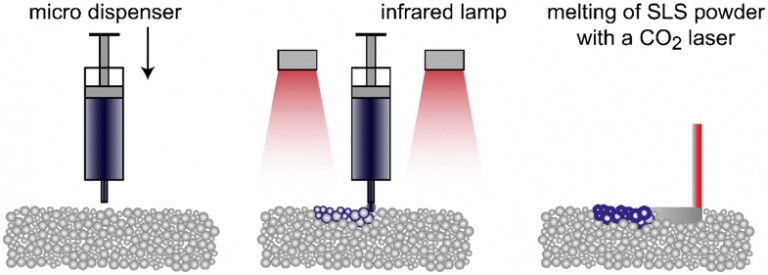
Come liquido reattivo, sono state utilizzate due resine epossidiche – Araldite GY 764, a base di bisfenolo A e Araldite GY 793, a base di bisfenolo A / F. La tensione superficiale e la viscosità delle resine sono state testate. Oltre all’influenza della temperatura, è stata studiata l’influenza della densità apparente sul comportamento di infiltrazione. Per analizzare il comportamento di infiltrazione, è stata applicata una goccia di resina sulla superficie del letto di polvere con una siringa microlitro. La goccia è stata illuminata da un lato da una sorgente luminosa e osservata da un sistema di telecamere CCD dall’altro lato.
“Con l’aumentare della temperatura, la viscosità mostra una prima diminuzione, che può essere collegata alla maggiore mobilità dei segmenti della catena con l’aumento della temperatura”, affermano i ricercatori. “Per temperature più elevate, avviene il processo di reticolazione o piuttosto di indurimento e la viscosità aumenta. La viscosità minima viene raggiunta in un intervallo di temperatura compreso tra 100 ° C e 120 ° C per le miscele di resina e indurente. La reazione di indurimento inizia per una velocità di riscaldamento di 2 K / min ad una temperatura di 100 ° C. Questo valore dipende dal tempo e dalla temperatura e quindi la velocità di riscaldamento gioca un ruolo importante. Confrontando le due resine, il trattamento si comporta quasi allo stesso modo. Il sistema con il marchio Araldite GY793 mostra un leggero ritardo nell’aumento della viscosità. “
“A 20 ° C, la resina non si infiltra totalmente nel letto di polvere”, concludono i ricercatori. “Per la temperatura più alta analizzata di 60 ° C, l’infiltrazione richiede <2 s. Questo significa che per i tempi di strato nella sinterizzazione laser selettiva di 40 secondi e la temperatura di lavorazione della superficie del letto di polvere di 120 ° C, il processo di infiltrazione non determinerà il tempo di lavorazione. Pertanto, i sistemi analizzati possono essere utilizzati nel processo di sinterizzazione laser combinato. Tuttavia, la profondità di infiltrazione e l’indurimento parallelo devono essere analizzati in ulteriori indagini. Inoltre, l’equazione di Washburn è stata utilizzata per prevedere il comportamento di infiltrazione della combinazione utilizzata di polveri e liquidi. Tenendo conto delle semplificazioni, potrebbe essere dimostrato un buon accordo sui valori calcolati e misurati. “
L’implementazione di liquidi reattivi come la resina epossidica, secondo i ricercatori, nel processo di sinterizzazione laser consente la generazione di parti multi-materiale, motivo per cui la comprensione del comportamento di indurimento e infiltrazione delle resine è così importante.
Gli autori del documento includono Katrin Wudy e Dietmar Drummer.