Spagna: influenza dei parametri e post-elaborazione su parti stampate 3D conduttive
I ricercatori spagnoli esplorano la complessità dei parametri nella fabbricazione digitale e le proprietà dei materiali e delle parti, rilasciando i loro risultati in ” Influenza dei parametri di produzione e post elaborazione sulla conduttività elettrica di parti di nanocompositi stampati in 3D basati su estrusione “.
In questo studio, gli autori si occupano degli effetti dei processi di fabbricazione di additivi basati sull’estrusione su nanoplatelets di grafene, compresi gli sforzi di post-elaborazione. La conduttività nei materiali per la stampa 3D continua ad essere una crescente area di interesse sia per la ricerca di maggiore funzionalità , compatibilità con sensori , antenne o tessuti intelligenti . Tali materiali possono essere fondamentali nelle applicazioni per l’industria automobilistica, aerospaziale, energetica e altro, oltre a funzionare bene in combinazione con altri composti.
“In particolare, il nanorinforzo a base di carbonio, come i nanotubi di carbonio (CNT) e le nanoplatelle di grafene (GNP), è stato ampiamente studiato. Le soglie di percolazione per i nanocompositi basati sul GNP sono state pubblicate tra l’1 e il 10% in peso, a seconda delle dimensioni laterali delle nanoplastiche e del loro spessore, nonché del grado di dispersione e dell’orientamento “, hanno affermato i ricercatori.
Per questo studio, i ricercatori hanno utilizzato pellet di nanocompositi GNP / ABS con un contenuto di GNP del 15% in peso, estrusi con Noztek Touch . Filamenti estrusi che dimostrano alta conduttività sono stati stampati su una stampante 3D Prusa i3 .

Proprietà ABS acrilonitrile-butadiene-stirene.
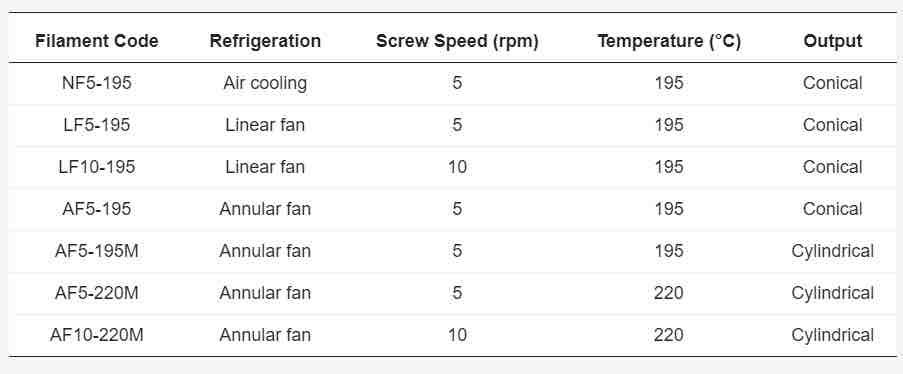
Parametri operativi per l’estrusione del filamento.
Campioni stampati in 3D misurati 10 × 10 × 10 mm 3 e vari spessori e larghezze per l’estrusione sono stati analizzati per studiare gli effetti della conduttività sulle parti fabbricate. I campioni sono stati anch’essi in argento per diminuire la resistenza di contatto, con misurazione resistenza elettrica lungo le x , y , e z assi.
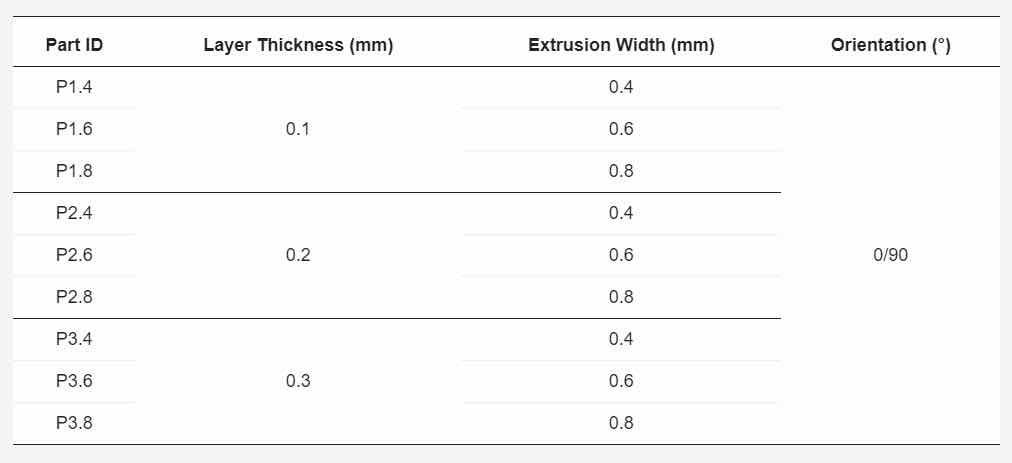
Parametri operativi per le parti stampate in 3D.
La post-elaborazione consisteva in diversi processi, tra cui la lucidatura a vapore con acetone, la post-elaborazione al plasma e il neosanding.
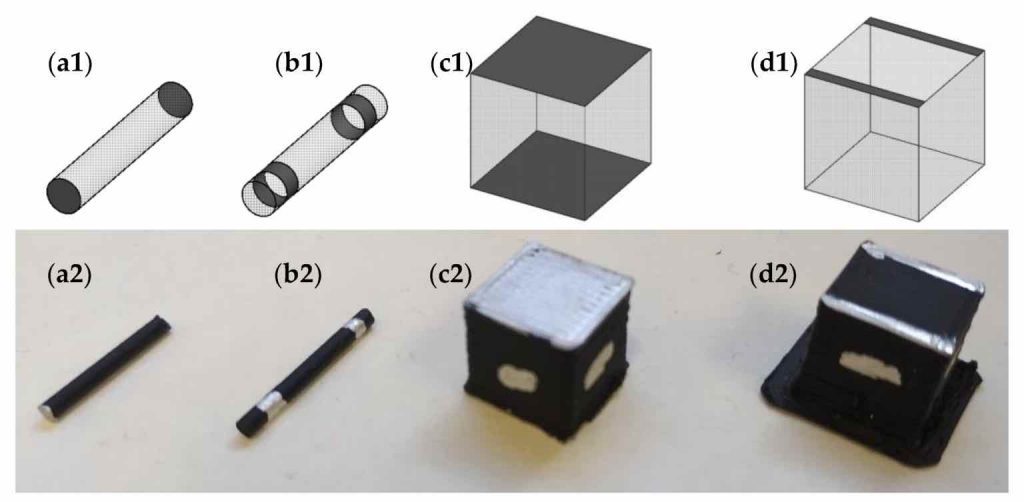
Campioni per la misurazione del volume (a, c) e (b, d) conducibilità elettrica superficiale di: (a, b) filamenti e (c, d) parti stampate in 3D (1 indice: rappresentazione schematica; 2 indice: parte reale)
I ricercatori hanno osservato che in ogni caso, la conduttività dei filamenti era “più di un ordine di grandezza inferiore alla conducibilità elettrica del volume”, causata da diametri di filamento ridotti che si traducevano in un aumento dei rapporti superficie-sezione. Il filamento AF10-220M mostrava la massima uniformità e, alla fine, veniva utilizzato per la fabbricazione di parti cubiche con spessore e larghezza diversi.
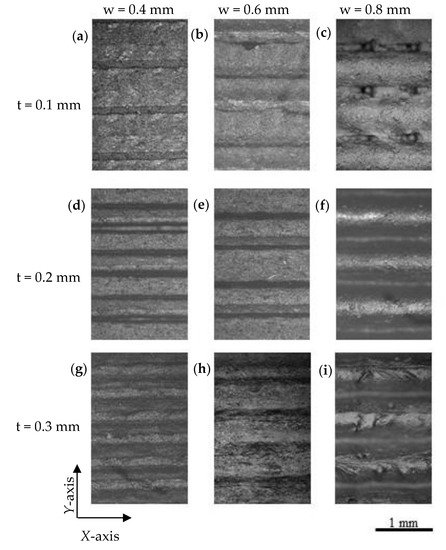
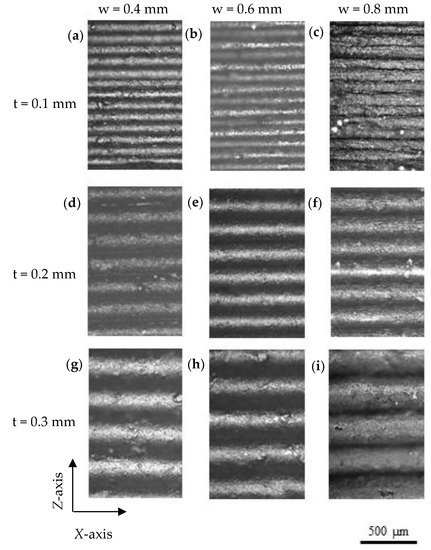
Micrografie ottiche della superficie delle parti stampate in 3D: (a) P1.4, (b) P1.6, (c) P1.8, (d) P2.4, (e) P2.6, (f) P2. 8, (g) P3.4, (h) P3.6 e (i) P3.8 (t = spessore dello strato, w = larghezza dell’estrusione)
Micrografie ottiche dello spessore degli strati delle parti stampate in 3D: (a) P1.4, (b) P1.6, (c) P1.8, (d) P2.4, (e) P2.6, (f) P2 .8, (g) P3.4, (h) P3.6 e (i) P3.8 (t = spessore dello strato, w = larghezza dell’estrusione)
Il team di ricerca ha anche osservato che il volume e la conducibilità superficiale erano inferiori rispetto alla conduttività del filamento.
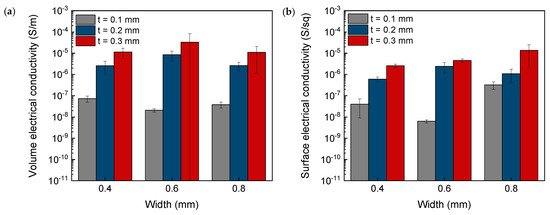
Volume (lungo l’asse Z) (a) e superficie (b) conducibilità elettrica (lungo l’asse X) delle parti stampate in 3D
“I parametri operativi nella stampa 3D hanno anche dimostrato di essere cruciali per massimizzare la conduttività elettrica. In assenza di difetti, la conduttività elettrica del volume delle parti stampate in 3D viene migliorata aumentando lo spessore dello strato di stampa e la larghezza dell’estrusione. Questo miglioramento è causato da due effetti. Da un lato, il numero di strati per raggiungere la stessa altezza del pezzo è inferiore quando si utilizzano spessori di strato di stampa più alti, con conseguente riduzione della resistenza elettrica. D’altra parte, maggiore è lo spessore dello strato e la larghezza dell’estrusione, maggiore è l’area della sezione trasversale delle linee stampate, con conseguente minore resistenza elettrica ”, hanno concluso i ricercatori.
“È stato anche analizzato l’effetto della diversa post-elaborazione delle parti stampate in 3D in morfologia e conducibilità elettrica di superficie. Mentre la lucidatura a vapore con acetone induceva una diminuzione della conduttività elettrica superficiale vicino a un ordine di grandezza; il miglioramento della conduttività elettrica lungo l’ asse X è stato ottenuto per le parti trattate con plasma. I campioni postelaborati neosanding hanno mostrato conduttività elettriche di superficie nell’intervallo 10 −7 –10 −5 S / sq. Questa variabilità ha dimostrato che la precisione è un fattore chiave per ottenere risultati riproducibili in questa nuova tecnica. “