L’Ejecta è la ragione dei difetti nella produzione di additivi per la fusione del letto in polvere?
Mentre gli utenti di tutto il mondo sono impegnati a creare una straordinaria innovazione dopo l’altra nella stampa 3D, e alcuni con la possibilità di cambiare la produzione per sempre, i ricercatori sono altrettanto impegnati in laboratorio a cercare di perfezionare la tecnologia. Ciò significa approfondire le ragioni per cui si verificano imperfezioni. I ricercatori della Pennsylvania State University Applied Research Laboratory e Moog, Inc. discutere le sfide presentate dal materiale espulso nel loro articolo pubblicato di recente, ‘ i processi di formazione per grandi materiale espulso e le interazioni con la formazione di piscina fusione a letto di polvere di produzione di fusione additiva .’
Curiosamente, l’ejecta (particelle espulse durante il processo di stampa 3D) è stato notato nella produzione di additivi per fusione a letto in polvere. Gli utenti hanno segnalato di aver visto tali problemi durante la setacciatura post-processo, ma hanno anche trovato sorprendentemente grandi ejecta all’interno di componenti costruiti. Indagare ulteriormente su questo problema e scoprire i motivi per cui tali ejecta vengono trovati potrebbe aiutare a migliorare la qualità della produzione in AM.
I ricercatori hanno cercato di scoprire se la loro ipotesi fosse corretta, teorizzando che l’ejecta fosse il risultato di “collisioni stocastiche, anelastiche di ejecta e coalescenza di agglomerati parzialmente sinterizzati”. A causa della crescente popolarità della produzione di additivi per fusione laser a letto in polvere (PBFAM), il team di ricerca sottolinea la necessità di migliorare la qualità in alcune aree mentre vengono create parti per applicazioni critiche nel settore aerospaziale, della medicina e della difesa. PBFAM è interessante per i produttori industriali come una tecnologia, perché geometrie complesse che non sarebbero state possibili a tutti possono ora essere prodotte dalla stampa 3D.
“Tuttavia, rimangono importanti sfide nella comprensione del complesso trasferimento del materiale e dei meccanismi di trasferimento del calore che avvengono durante i numerosi cicli di fusione e di ri-fusione durante la lavorazione. In particolare, il meccanismo che porta alla formazione di ejecta (ad esempio spruzzi), comunemente osservato durante la lavorazione, e la loro influenza sulla qualità della costruzione rimane in discussione. “
Non ci sono molti dati raccolti finora sul perché le particelle sono macchiate, su come si formano o su quale effetto hanno sulla qualità. Nel ricercare la presenza di ejecta, gli autori hanno scoperto che mentre si dice che l’ejecta si forma nell’imaging ad alta velocità (e non a causa dell’espulsione del fuso) a causa del trascinamento della polvere guidato dall’evaporazione, si forma durante PBFAM a dimensioni di 25-100 μm , a causa dell’energia della fusione espulsa che supera la pressione capillare, con conseguente goccioline di fusione più grandi che si trasformano in ejecta.
“… particelle intrappolate – di una distribuzione di dimensioni simili a quelle delle polveri di materia prima – sono argomentate per formare circa l’85% degli spruzzi”, affermano i ricercatori. “Di questa parte, circa il 60% è descritto come” caldo “.
Tre diversi tipi di pensiero sono stati documentati riguardo all’ejecta come la ragione dei difetti:
Le particelle di spruzzi possono “perturbare” il letto di polvere e causare variazioni irregolari.
Le particelle di spruzzi che sono più grandi semplicemente non possono fondere e finiscono per essere incorporate in parti.
Pezzi più sostanziosi di ejecta possono “ombreggiare il raggio”, con conseguente difetto di fusione.
I ricercatori sospettano che la prima scelta sia un problema minore nei processi AM, in quanto 2 e 3 sono più fattibili per quanto riguarda le perturbazioni dell’altezza della polvere.
“… è stato dimostrato che i difetti contenenti polvere non fusa e un’associata riduzione della resistenza alla trazione, derivano dalla lavorazione con polvere contaminata da un gran numero di particelle spruzzate che sono circa tre volte il diametro della polvere vergine”, affermano i ricercatori. “È quindi fondamentale per la formazione di componenti PBFAM privi di difetti che il meccanismo per la formazione di ejecta di grandi dimensioni sia compreso e, se possibile, mitigato.”
I risultati di questo studio mostrano che l’eiezione di fusione non è l’unica ragione per cui vengono create particelle significative di ejecta. Possono mostrare la prova che sono formati a causa di collisioni stocastiche, anelastiche di ejecta e coalescenza di agglomerati parzialmente sinterizzati, con collisioni stocastiche che avvengono tra particelle adiacenti così come quelle distanti.
Nella maggior parte dei casi, le particelle di spruzzi non hanno alcun effetto sulla geometria del pool di fusione, secondo gli autori, ma in alcuni casi c’è un’interferenza.
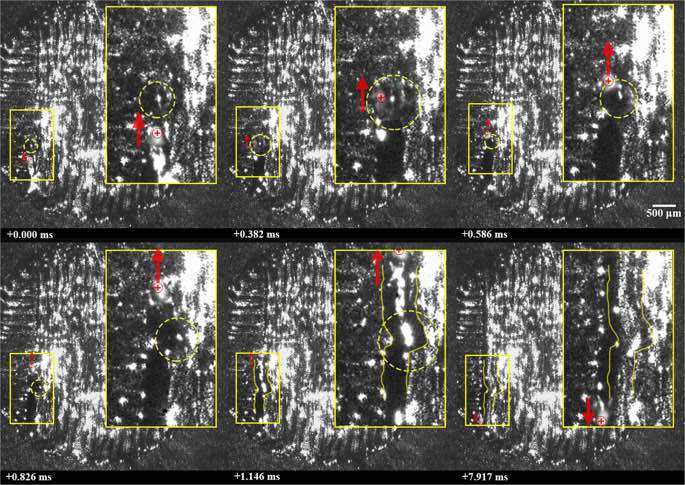
Un grande ejectum, che appare sinterizzato alla costruzione sottostante, viene espulso dalla zona di interazione laser e sembra influenzare la geometria del pool di fusione formatasi durante l’elaborazione. La posizione del punto laser viene visualizzata utilizzando un simbolo rosso ⊕, l’espulsione viene evidenziata utilizzando un cerchio tratteggiato giallo e la geometria del pool di fusione viene evidenziata nell’ultimo fotogramma utilizzando una linea gialla solida.
In alcuni casi, un grande ejecta potrebbe trovarsi direttamente nel percorso di una scansione laser, causandone la fine nella geometria della traccia.
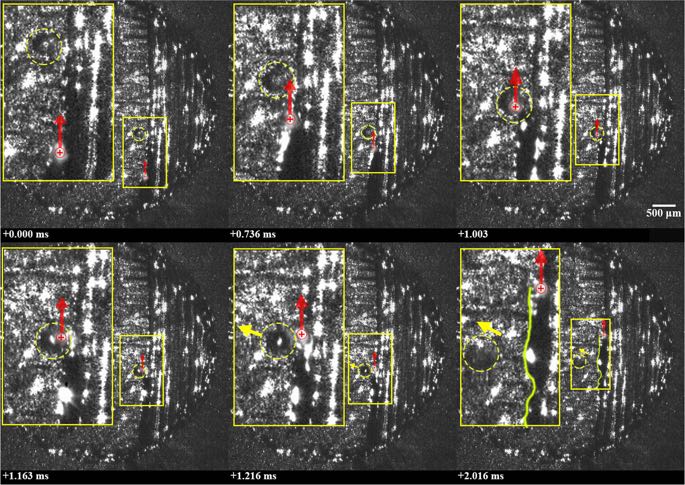
Un grande ejectum, che appare sinterizzato alla costruzione sottostante, è incorporato nel pool di fusione e sposta la sua geometria. Un’immagine ingrandita 2,5x viene mostrata in alto a destra su ciascun fotogramma. La posizione del punto laser viene visualizzata utilizzando un simbolo rosso ⊕, l’ejecta viene evidenziato utilizzando un cerchio tratteggiato giallo e la geometria del pool di fusione viene evidenziata negli ultimi due fotogrammi utilizzando una linea gialla solida. Il movimento del laser e le particelle sono mostrati usando le frecce.
Tali interiezioni nel processo di AM offrono l’ovvio potenziale di conseguenze negative, con la verifica delle vere questioni e delle indagini tutte le speculazioni considerate motivi per il lavoro in corso. Gli autori vedono una “verosimiglianza” di difetti causata dall’interazione con un grande ejecta.
“Mentre i dati acquisiti e analizzati includono oltre 70 gigabyte di video, questo rappresenta solo 30 strati di accumulo di un componente molto piccolo (o circa 6 metri di raggio laser). La maggior parte dei componenti PBFAM è composta da molte migliaia di strati, ciascuno con una sezione trasversale molte volte quella del nostro campione di prova, che rappresenta chilometri di percorso del laser. Il sottoinsieme catturato è quindi troppo piccolo per estrapolare la probabilità dei meccanismi identificati nei processi PBFAM commerciali “, concludono i ricercatori.
“Tuttavia, ogni singolo meccanismo è stato identificato almeno una volta in un ambiente ben controllato durante il nostro periodo di campionamento molto ridotto. Quindi, mentre sembra che i meccanismi identificati possano essere piuttosto significativi per i processi PBFAM commerciali, siamo cauti nell’estrapolare la probabilità di occorrenza dei meccanismi identificati per la formazione di ejecta di grandi dimensioni o per l’interferenza di grandi ejecta con formazione di pool di fusione. “
Analisi della produzione additiva e come migliorare i prodotti è diventato un corso ampio di studio per molti ricercatori che oggi sono affascinati con problemi nella tecnologia e interessati a migliorare i processi, dalla riduzione delle porosità ad esaminare in tempo reale alle ispezioni situ AM , per rendere miglioramenti nella sicurezza.