RECENSIONE: ZORTAX INKSPIRE STABILISCE STANDARD ELEVATI CON IL DEBUTTO SUL MERCATO DELLA FOTOPOLIMERIZZAZIONE
Ben consolidata come produttore di stampanti 3D desktop FFF, la società polacca Zortrax ha debuttato a polimerizzazione iva a settembre 2018 con il sistema compatto Inkspire . Creato per la produzione su scala medio-bassa, Inkspire è commercializzato come tuttofare per l’uso da parte di professionisti dell’ingegneria, della gioielleria, dell’odontoiatria e del design. Al suo ingresso sul mercato, ha anche riportato la capacità di produrre 9 volte la precisione e 8 volte la velocità di altri sistemi SLA comparabili – affermazioni audaci per un debutto sul mercato.
Per oltre due mesi, il team di ingegneri del settore della stampa 3D ha collaborato con Zortrax Inkspire per compilare un rapporto dettagliato sulle prestazioni di questa stampante 3D. Questa recensione riassume i risultati del team per aiutarti a prendere una decisione informata sul tuo prossimo acquisto di stampante 3D.
Prime impressioni su Zortrax Inkspire
All’arrivo, Zortrax Inkspire è confezionato con un kit di base contenente pinze, spatole, un coltello, equipaggiamento di sicurezza, imbuto e altri strumenti, un’aggiunta ponderata per il primo acquirente. La macchina stessa, se non imballata, misura circa 210 mm x 210 mm x 435 mm (L x L x A) ed è costruita con un telaio robusto in metallo pieno. L’area di lavoro che si ottiene per una macchina di queste dimensioni è circa la media per altre stampanti UV 3D, che misura 74 x 132 x 175 mm (L x P x A).
Il serbatoio di resina all’interno del sistema è composto da due parti principali, una parte metallica per le pareti del serbatoio e un gruppo contenente il film FEP. Le parti sono fissate l’una all’altra da una serie di viti, che aiutano a rimuovere facilmente il film FEP quando è necessario sostituirlo. Con l’uso quotidiano, il film FEP nella nostra esperienza ha dovuto essere sostituito dopo il periodo di prova di due mesi, questo è normale, poiché è considerata una parte usa e getta della macchina.
L’impostazione della stampante 3D ha richiesto 3 minuti, con il sistema pronto per la stampa dopo 1 minuto di tempo di inizializzazione. La calibrazione automatica della piattaforma di costruzione in questa macchina è stata efficace e l’utente è guidato attraverso il processo tramite il touchscreen integrato. Wh en riferimento al sito web Zortrax supporto per l’installazione, le informazioni che abbiamo trovato era completo, disponibile e facile da navigare.
In generale, Zotrax Inkspire ha fatto una buona impressione su consegna, configurazione e uso generale.
Stampa 3D LCD UV

La tecnologia di polimerizzazione iva nell’Inkspire è un tipo di metodo LCD UV. Il vantaggio principale di questa tecnica è la velocità di costruzione rispetto allo SLA in quanto l’intera superficie del letto può essere curata simultaneamente, anziché scritta bit per bit con un laser. Consente inoltre una costante precisione XY su tutta la piattaforma, a differenza dei processi DLP. La precisione XY delle stampe dipende dalla risoluzione LCD.
Come per tutti i nostri test sulle stampanti 3D desktop, il primo oggetto del team realizzato su Inkspire è stata una barca di benchmarking 3D Benchy. Morbida, con linee di livello praticamente invisibili, la qualità della stampa di prova 3D Benchy è stata impressionante.
Il tempo di stampa per raggiungere questo risultato, tuttavia, è stato lungo, impiegando oltre 9 ore per il completamento. L’oggetto mostrava anche alcune imperfezioni: pixelation sulle pareti della cabina, manufatti sul lato inferiore del tetto e una fessura a poppa della barca.
La pixelizzazione avrebbe potuto essere prevenuta ruotando il modello di 45 ° sull’asse Z. I manufatti del tetto erano piccoli e creati a causa dell’assenza di materiale di supporto in questo ponte. La fenditura a poppa della barca era probabilmente legata alla rimozione degli oggetti dal letto e alla post-elaborazione. Prestare particolare attenzione durante la rimozione di oggetti da vasche di resina. Nel processo di pulizia ad ultrasuoni, le crepe possono propagarsi e creare difetti molto più grandi in una parte.
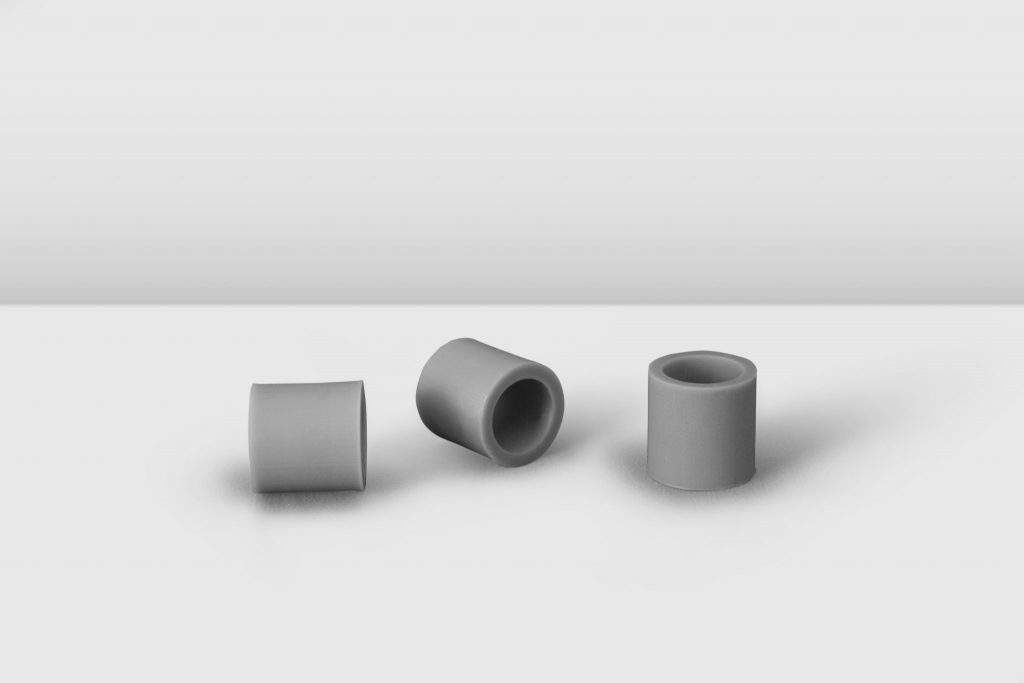
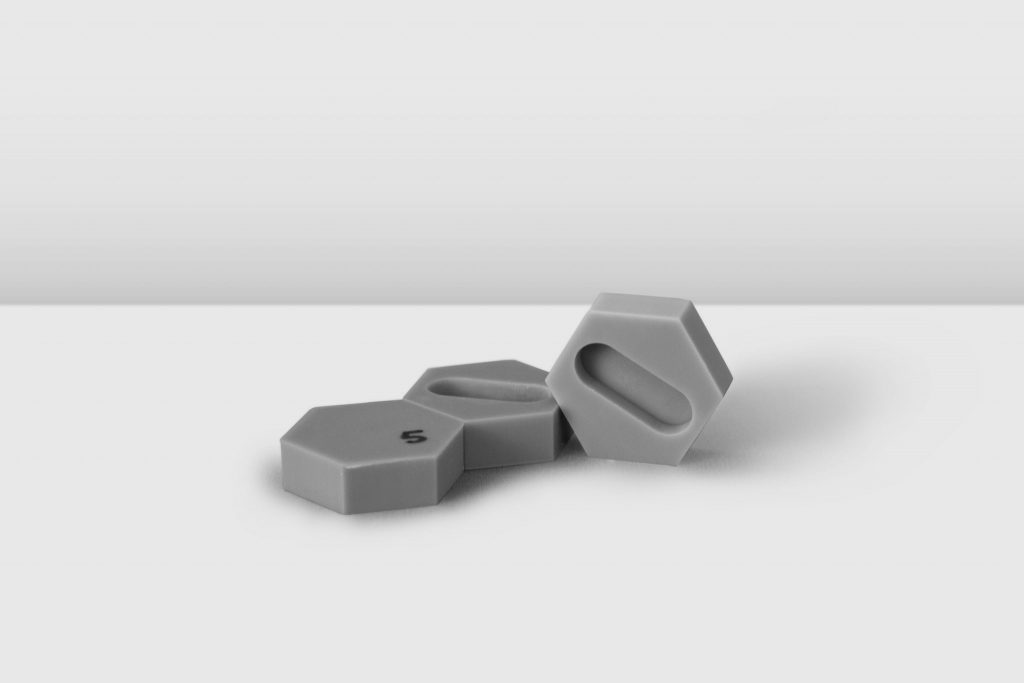
Gli artefatti dei test di ripetibilità standard del settore della stampa 3D sono costituiti da tre modelli: un quadrato con un foro nel mezzo; un esagono con una cavità a forma di pillola; e tubi. Per mantenere questo test equo, tutti gli artefatti di ripetibilità su Zortrax Inkspire sono stati stampati in 3D utilizzando la resina Zortrax Basic Grey e senza supporti con i seguenti parametri:
Spessore strato (mm) Tempo (i) di esposizione ai livelli Tempo (i) di disattivazione esposizione Tempo (i) di esposizione del livello inferiore
0.1 9.5 5 80
Ciascuno dei modelli è stato stampato in 3D in un sacco di cinque. Per verificare l’accuratezza di una stampa 3D in ciascuno dei manufatti, cerchiamo un mezzo di differenza il più vicino possibile alla dimensione progettata.
Per il primo test quadrato, 12 mm è la dimensione target del foro al centro dell’oggetto. La deviazione standard degli oggetti in questo test è buona, tuttavia, la media della differenza per le dimensioni XY è meno accurata. Poiché le dimensioni effettive tra X e Y sono sempre inferiori alla figura di riferimento di 12 mm, riteniamo che la discrepanza potrebbe essere innata nel processo LCD. È possibile che i pixel di superficie siano meno esposti alla luce UV rispetto a quelli al centro della parte. Questi pixel non ottengono abbastanza luce e quindi sono difficili da rimuovere durante la stampa e la post-elaborazione.
Nel secondo test esagonale, abbiamo osservato incoerenze simili tra la XY di riferimento e le dimensioni stampate, misurando questa volta la larghezza di ciascun esagono. Tuttavia, la precisione dell’asse Z su queste parti era eccellente, fornendo come profondità di scanalatura stampate da 4,99 a 5,02 mm, vicino al riferimento di progetto di 5 mm.
Nel test finale della provetta, è accettabile nuovamente la deviazione standard delle parti, sebbene priva della precisione XY, con un eccellente asse Z.
Nonostante i problemi con le dimensioni dipendenti da XY, questi test hanno dimostrato che la stampa 3D su Inkspire è generalmente altamente ripetibile. Per correggere le discrepanze XY, l’opzione “sottobosco” che può essere regolata manualmente all’interno dell’affettatrice per ottenere l’impostazione ottimale.
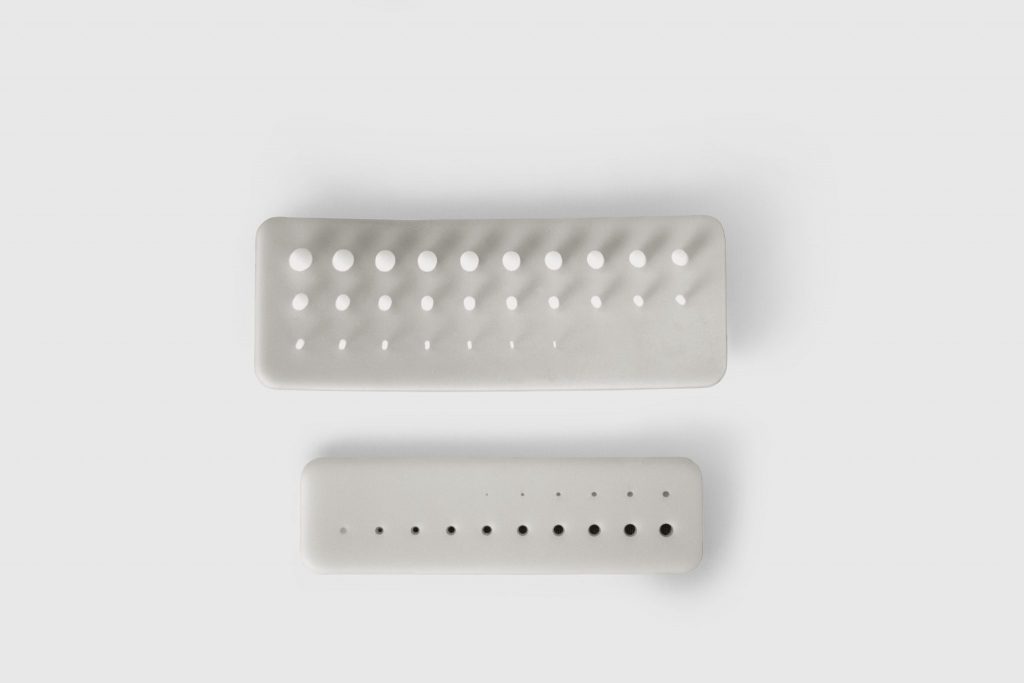
Prima di passare a test applicativi reali, il team ha condotto un test di precisione utilizzando due piccoli pannelli di colonne e fori che aumentavano di incrementi di 0,1 mm. Nonostante una certa deformazione del pannello di base per le colonne, i risultati di questo test sono impressionanti. Inkspire è in grado di stampare senza problemi una torre del diametro di 0,4 mm e un foro del diametro di 0,4 mm. I fori da 0,3 mm e 0,2 mm sono percettibili, ma non possono essere qualificati come fori reali in quanto appaiono più come segni sulla superficie della piastra. Va notato che la precisione di base per questo sistema è specificata a 50 micron.
Concentrandosi nuovamente sull’accuratezza, il primo test di applicazione del mondo reale di Inkspire è stata una Torre Eiffel stampata in 3D. Questo modello è interessante perché è composto da una struttura a rete, che crea molti strapiombi e ponti.
Zortrax Basic White / Ivory era il materiale utilizzato in questa stampa. Impostiamo lo spessore dello strato su 0,025 mm, il tempo di esposizione a 6 secondi, il tempo di spegnimento 5 secondi e l’esposizione dello strato inferiore a 60 secondi. Non sono stati utilizzati supporti.
La qualità di questo modello era eccezionale. Le linee di livello potevano essere osservate solo esaminando attentamente l’oggetto, e la struttura del fascio sottile, simile a un reticolo, del modello era ben dettagliata. Potrebbero essere stati apportati miglioramenti all’oggetto alterando il suo orientamento sulla piattaforma di compilazione. Anche il sottile guardrail sul primo livello del modello fallì, sebbene la sua assenza non toglie nulla all’aspetto generale.
Prototipazione funzionale
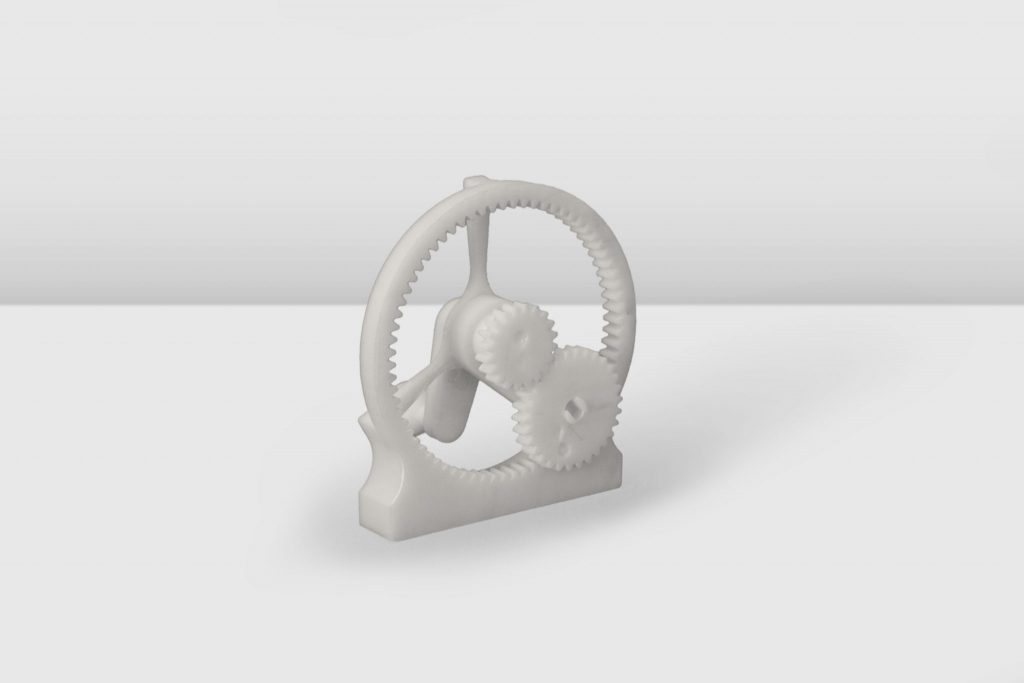
Passando alla prototipazione funzionale e studiando il potenziale per uso ingegneristico, il team ha stampato in 3D un gruppo di ingranaggi planetari. Tutti gli aspetti funzionali di questo oggetto sono stati prodotti bene e messi insieme per consentire la rotazione libera. L’unico articolo che mancava al modello erano i timbri non funzionali sulla superficie degli ingranaggi.
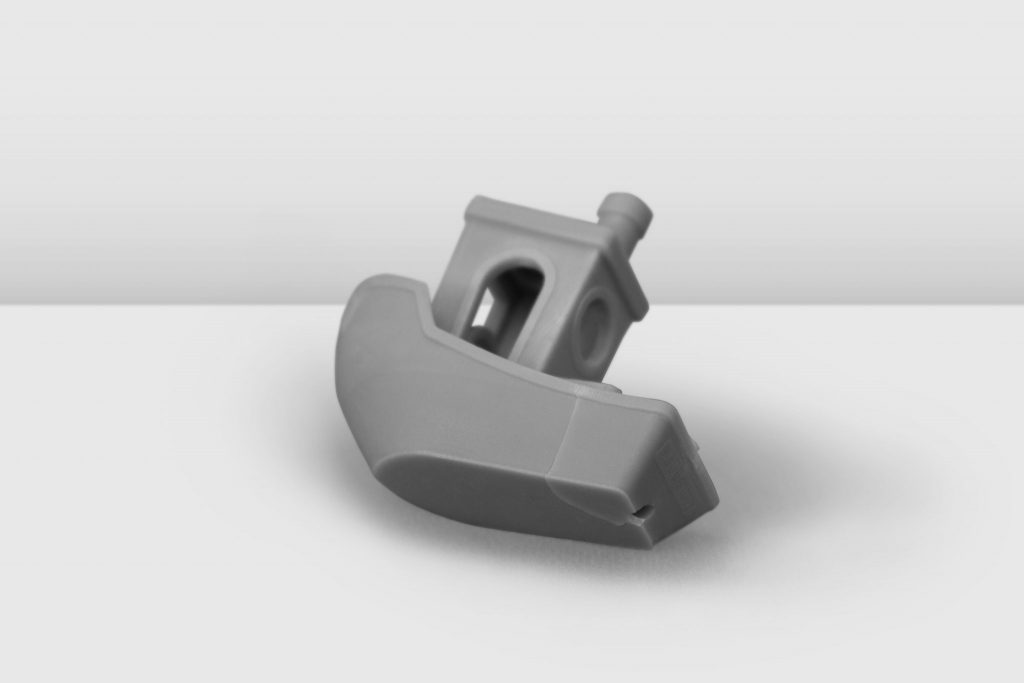
Testando tolleranze strette in un altro modo, il team ha anche stampato in 3D una parte di ricambio per una cerniera su un paio di occhiali. Le caratteristiche del perno piccolo della parte corrispondevano bene alle dimensioni progettate. Fondamentalmente, tuttavia, le tolleranze raggiunte in questi perni hanno comportato il successo della riparazione degli occhiali.
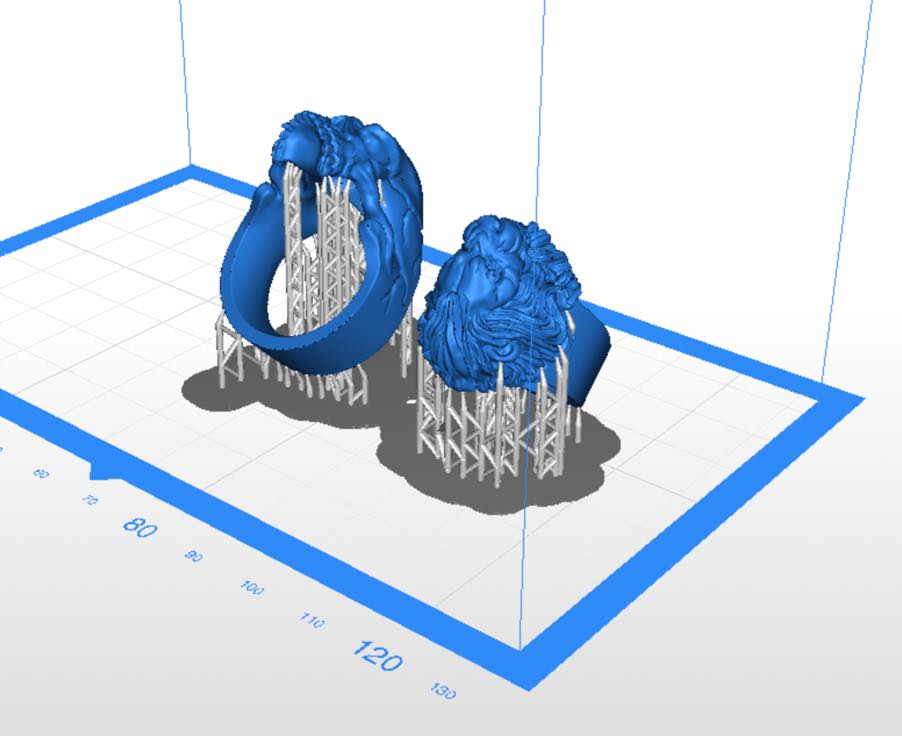
Grazie alla sua elevata precisione e alla capacità di definire dettagli fini, la polimerizzazione in vasca è il metodo preferito da molti gioiellieri. Per testare le capacità di Inkspire in questo settore, il team ha stampato in 3D due modelli di anelli altamente dettagliati, che sarebbero stati utilizzati per la fusione di metalli.
Per preparare questi file, abbiamo usato l’opzione “Ottimizzazione della rotazione” nell’affettatrice Z-SUITESuite fornita. Ciò consente all’utente di trovare l’orientamento che richiede un materiale di supporto minimo, riducendo quindi eventuali imperfezioni che potrebbero influire sulla qualità del cast finale. Con questa opzione si ottiene anche un livello più elevato di qualità di stampa, poiché le linee rette e le superfici piane del modello vengono distribuite dai pixel XY, eliminando i bordi quadrati.
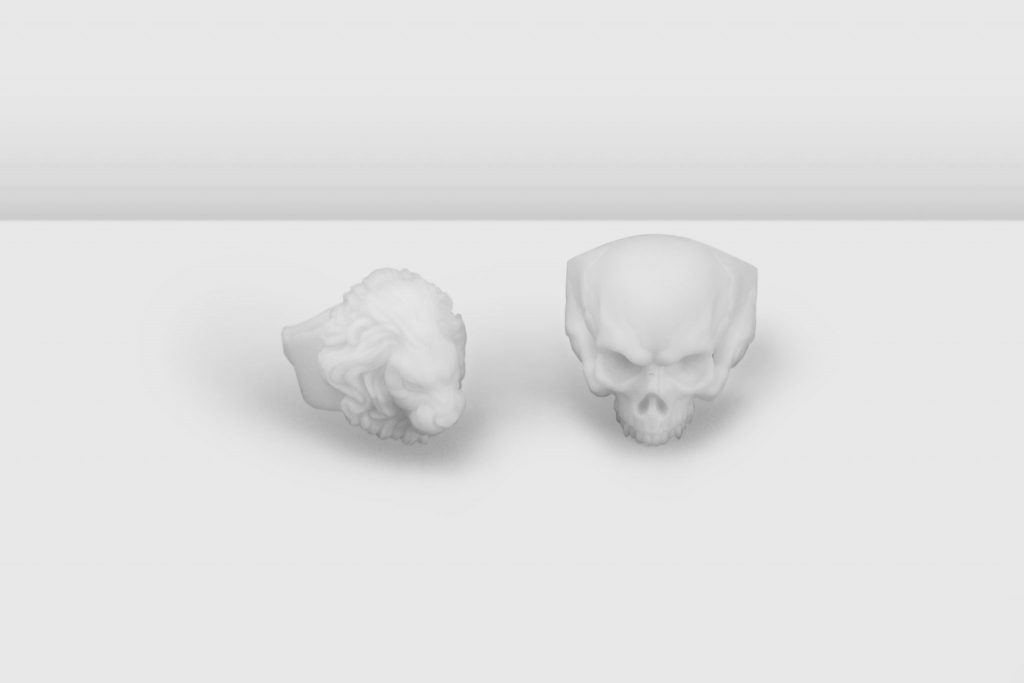
Nella prima stampa di prova dei due modelli di anelli, uno un leone e uno un teschio, gli oggetti fallirono a causa della forza dei supporti. Abbiamo risolto questo problema semplicemente aggiungendo altri 2 secondi per supportare il tempo di esposizione.
La qualità complessiva delle stampe ad anello di successo è eccezionale. La levigatezza della superficie degli oggetti è paragonabile alle parti stampate ad iniezione, creando le condizioni ideali per la fusione. Dopo la rimozione del supporto, abbiamo osservato un piccolo difetto nella parte inferiore dell’anello del leone. Questo può essere facilmente risolto per il casting.
Stampa 3D in piccoli lotti
Passando alla prossima rivendicazione principale di Inkspire, mettiamo alla prova la stampante 3D nella produzione di piccoli lotti.
Per questo test, abbiamo annidato 20 tappi per cavi HDMI sostitutivi nell’area di costruzione, anche se c’era la possibilità di nidificare di più, se necessario, occupandoci dell’orientamento e della disposizione.
Abbiamo caricato la stampante con la build in 20 parti più volte nel corso di una giornata lavorativa di 8 ore. Alla fine della giornata, aveva completato con successo la produzione di 160 tappi per cavi visivamente identici in otto cicli di stampa di 1 ora. Durante la produzione dei lotti non si sono verificati guasti o guasti e la qualità dei pezzi è stata molto buona.
Sulla base di questa corsa, possiamo dedurre che Zotrax Inkspire è in grado di soddisfare corse di produzione di volume medio-basso. La quantità di parti, ovviamente, dipende dalla geometria, dalle dimensioni e dalla nidificazione.
Materiali speciali: flessibile
Per soddisfare pienamente le esigenze di ciascuno dei diversi mercati interessati da Zortrax, Inkspire deve anche dimostrare le sue capacità lavorando con materiali diversi e più impegnativi.
In questo test di stampa finale, eseguiamo la macchina utilizzando materiali esterni allo standard Zortrax Basic White / Ivory e Grey. Il primo di questi è Zortrax flessibile trasparente giallo. Le proprietà di questa resina promettono elevata flessibilità, resistenza agli urti, dettagli e spigoli vivi.
Il primo modello realizzato con il materiale era una gomma in miniatura. I segni del battistrada sottili su questo modello sono stati individuati bene con la resina e la sua densità suggerisce una buona capacità di assorbimento degli urti.
Sfortunatamente, il pneumatico in miniatura non si è rivelato molto flessibile quando è compresso. Supponendo che ciò sia dovuto alla sua geometria piuttosto che alla resina stessa, il team ha deciso di provare un oggetto più sottile.
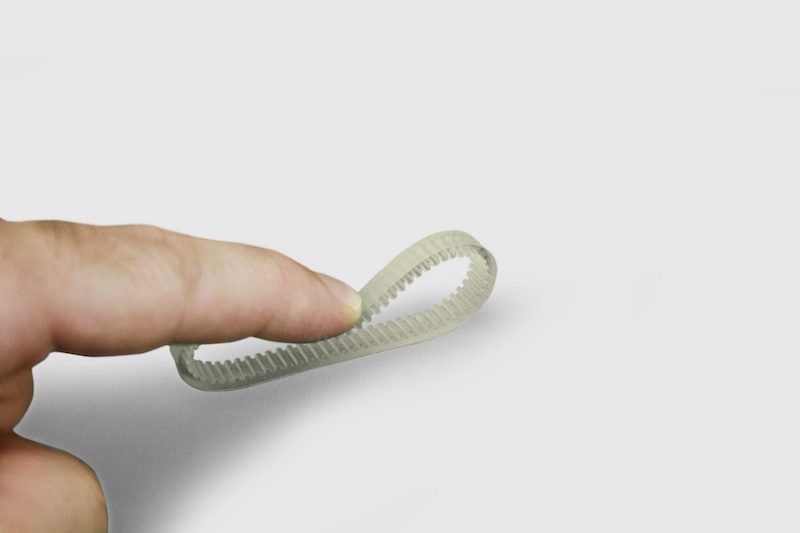
Una cinghia di distribuzione, utilizzata per trasferire la potenza tra due sottoassiemi, è stata il secondo modello di prova realizzato in Zortrax Flexible Yellow trasparente nel nostro rapporto.
Quando esce per la prima volta dalla stampante 3D, la cinghia dentata mostra una certa flessibilità quando viene compressa, sebbene appaia fragile quando è altamente deformata e non ritorna alla sua forma originale dopo la compressione. Con queste proprietà, la cinghia potrebbe ancora essere utilizzata in un meccanismo a bassa coppia, tuttavia, dopo 1 settimana il modello è diventato molto fragile e rotto.
Per massimizzare le potenziali applicazioni di Inkspire, Zortrax dovrebbe apportare alcuni miglioramenti al suo materiale flessibile. Oltre alla sua usura, questa resina è notevolmente meno facile da stampare rispetto alla resina Basic, il tempo di indurimento è più lungo e ha difficoltà a stampare sporgenze e ponti. Il risultato finale dipende in gran parte dal successo della post-elaborazione.
In un secondo test sui materiali specialistici, abbiamo studiato la capacità di Inkspire di lavorare con resine biocompatibili di classe I e IIa. I primi sono stati la resina Raydent Crown e Bridge classe IIa realizzata per la stampa 3D di modelli dentali.
Utilizzato per realizzare piccole corone dentali e un ponte, abbiamo trovato questo materiale molto facile da lavorare: una qualità essenziale per le resine utilizzate da persone che non sono necessariamente ingegneri di stampanti 3D altamente qualificati. È anche veloce da curare, contribuendo a ridurre i tempi di produzione in un ambiente limitato nel tempo. Il dettaglio delle parti era eccellente. L’unico aspetto negativo della resina Raydent Crown and Bridge è che è più difficile pulire la macchina dopo l’uso e richiede una concentrazione di alcool isopropilico concentrato.
In un ulteriore test sui materiali, il team ha applicato il materiale della Guida chirurgica Raydent per stampare in 3D uno strumento utilizzato per le operazioni dentali. A differenza del materiale Raydent Crown e Bridge, la Guida chirurgica Raydent è traslucida. È inoltre resistente all’acqua per consentire un lavaggio e una disinfezione sicuri prima dell’uso intraorale.
La qualità di questo oggetto stampato era molto simile a quella osservata in altri modelli dentali. La stampabilità è stata molto buona usando i parametri di default e la resina sembrava forte sotto stress. Per questo motivo, i supporti sono un po ‘più difficili da rimuovere con altri materiali di prova.
Lo Zortrax Inkspire si è dimostrato complessivamente un sistema di polimerizzazione in vasca estremamente preciso, in grado di soddisfare una varietà di esigenze diverse nel settore. La qualità dei pezzi realizzati sulla macchina era praticamente impeccabile, sebbene la società potesse sopportare alcuni miglioramenti nella più ampia gamma di materiali.
Modelli dentali dettagliati, prototipi complessi e modelli di gioielli sono adatti alla produzione su questa macchina. È stata inoltre realizzata la produzione a volume medio-basso, soddisfacendo un altro requisito fondamentale e lasciando molto potenziale per massimizzare l’utilizzo della macchina. Quando si utilizza la macchina continuamente per un lungo periodo di tempo, le nostre raccomandazioni sarebbero di avere a disposizione una scorta di pellicole FEP sostitutive.
Un’esperienza utente ben ponderata, dall’unboxing all’impostazione e all’uso generale della macchina rende il sistema accessibile sia agli utenti dilettanti che professionisti della stampante 3D.
Per testare le sue affermazioni di essere 9 volte più preciso e 8 volte più veloce delle stampanti 3D SLA, avremmo bisogno di dati molto più imparziali per fornire un confronto completo della macchina. Tuttavia, in termini di specifiche, la maggior parte delle altre macchine DLP sul mercato riporta livelli simili di accuratezza.