Un gruppo di ricerca guidato dal Korea Institute of Materials Science, noto anche come KIMS, in collaborazione con ricercatori del Max Planck Institute in Germania, ha sviluppato un modello di intelligenza artificiale pensato per prevedere e interpretare i difetti interni nei componenti metallici prodotti con stampa 3D. Il lavoro riguarda in particolare il processo Laser Powder Bed Fusion, o LPBF, una delle tecnologie più usate nella manifattura additiva metallica per componenti complessi e ad alto valore.
La ricerca è stata pubblicata su Acta Materialia, con il titolo Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion. Gli autori indicati dalla pubblicazione sono Jaemin Wang, Seungyeon Lee, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park e Dierk Raabe. L’articolo è apparso nel volume 304 di Acta Materialia, con data di pubblicazione 1 gennaio 2026.
Perché i difetti restano un problema nella stampa 3D metallica
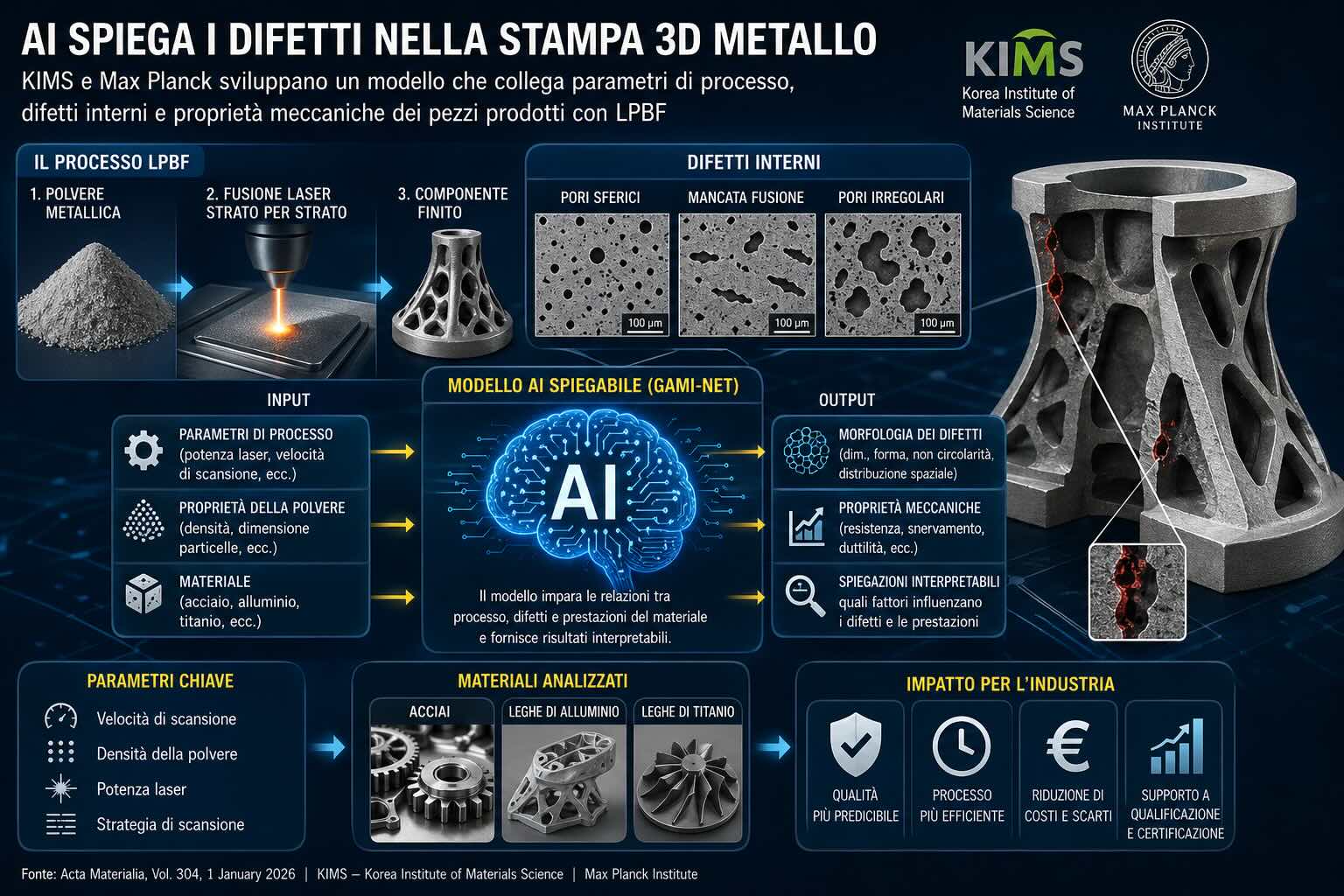
La stampa 3D metallo consente di produrre geometrie difficili da ottenere con fresatura, fusione o forgiatura. Nel processo LPBF, un laser fonde in modo selettivo strati sottili di polvere metallica, costruendo il componente strato dopo strato. Questa libertà progettuale è molto utile in settori come aerospazio, difesa, mobilità, energia e medicale, ma la qualità finale del pezzo dipende da molte variabili: potenza laser, velocità di scansione, distanza tra le tracce, qualità della polvere, densità apparente, strategia di riempimento e comportamento del bagno di fusione.
Uno dei limiti più discussi riguarda la formazione di difetti interni. I pori, le zone di mancata fusione e le cavità generate da instabilità del processo possono ridurre resistenza, duttilità e durata a fatica. Il problema non è solo la presenza del difetto, ma anche la sua forma, posizione e distribuzione. Due componenti con la stessa percentuale di porosità possono comportarsi in modo diverso se i difetti sono piccoli e dispersi oppure grandi, allungati e concentrati in una zona sollecitata.
Oltre la semplice percentuale di porosità
Molti metodi di controllo qualità trattano la porosità come un numero unico: per esempio la percentuale di vuoti nel volume del materiale. Questo dato è utile, ma non sempre basta per capire se un componente funzionerà in modo affidabile. Secondo il lavoro di KIMS e Max Planck, l’effetto dei difetti sulle proprietà meccaniche varia in base a caratteristiche morfologiche come dimensione, forma, irregolarità e distribuzione spaziale.
Il nuovo modello AI prova quindi a descrivere i difetti in modo più ricco. Non si limita a contare quanti pori sono presenti o a stimare una frazione volumetrica, ma analizza immagini microstrutturali e ricava parametri come dimensione dei pori, non circolarità e distribuzione nello spazio. Questi dati vengono poi collegati alle proprietà meccaniche del materiale, con l’obiettivo di spiegare quali tipi di difetto peggiorano davvero le prestazioni e in quali condizioni di processo tendono a formarsi.
Un’intelligenza artificiale spiegabile, non una scatola nera
Un aspetto centrale del progetto è l’uso di un approccio di Explainable AI, cioè intelligenza artificiale spiegabile. In ambito industriale questo punto è importante perché una previsione numerica, da sola, non basta. Un produttore deve capire perché un certo set di parametri può generare difetti, quali variabili sono più influenti e come la microstruttura prevista incide sulle prestazioni del pezzo.
Il modello presentato nello studio usa un framework interpretabile basato su Generalized Additive Models with Structured Interactions, indicato come GAMI-Net. La pubblicazione descrive un modello in due fasi: la prima predice i descrittori morfologici dei pori a partire da materiali e parametri di processo; la seconda collega quei descrittori alle proprietà meccaniche.
In termini pratici, il modello cerca di costruire una catena logica: materiale e parametri di stampa → formazione dei difetti → proprietà meccaniche del componente. Questa impostazione rende l’AI più utile per ingegneri di processo, metallurgisti e responsabili qualità, perché non produce soltanto un risultato, ma aiuta a interpretare la relazione tra causa ed effetto.
I materiali analizzati nello studio
Il gruppo di ricerca ha lavorato su dati relativi a diverse famiglie di materiali usati nella manifattura additiva metallica, tra cui acciai, leghe di alluminio e leghe di titanio. I dati impiegati includono condizioni di processo, caratteristiche della polvere, immagini dei difetti e proprietà meccaniche.
Questo è un passaggio importante perché la stampa LPBF non si comporta nello stesso modo con ogni materiale. Una lega di alluminio, un acciaio o una lega di titanio possono avere diversa assorbanza laser, diversa conducibilità termica, diversa viscosità del bagno di fusione e diversa sensibilità alla formazione di pori. Un modello pensato per più classi di materiali può quindi aiutare a individuare regole comuni, ma anche differenze specifiche tra sistemi metallici.
Velocità di scansione e densità della polvere tra i fattori chiave
L’articolo pubblicato su Acta Materialia indica che il modello ha identificato velocità di scansione e densità della polvere come due fattori dominanti nella formazione della morfologia dei pori. Questo significa che non è sufficiente regolare un solo parametro in modo isolato: la qualità del pezzo dipende dall’interazione tra energia introdotta, stabilità del bagno di fusione e caratteristiche del letto di polvere.
Se la velocità di scansione è troppo elevata rispetto alla potenza laser, il materiale può non fondere in modo completo, creando difetti di mancata fusione. Se l’energia è eccessiva, possono invece comparire cavità legate a instabilità del keyhole, cioè del canale di vapore generato dal laser nel bagno di fusione. Anche la polvere conta: densità, granulometria, forma delle particelle e capacità di stendersi in strati uniformi influenzano la continuità del processo.
Non tutti i difetti hanno lo stesso peso
Uno dei punti più interessanti dello studio è che la relazione tra pori e prestazioni non viene trattata come sempre lineare. La pubblicazione segnala effetti non monotoni della dimensione e dell’irregolarità dei pori sulla resistenza allo snervamento: in alcune condizioni, livelli moderati di irregolarità e dimensione possono contribuire a ridistribuire le tensioni e ritardare lo snervamento. Questo non significa che i difetti siano desiderabili, ma che il loro impatto va valutato in modo più preciso rispetto a una semplice soglia di porosità totale.
Per un componente critico, il punto non è accettare difetti senza controllo, ma capire quali difetti sono davvero pericolosi, dove si trovano e come interagiscono con la microstruttura. Un poro arrotondato, isolato e lontano da una zona ad alta sollecitazione può avere un effetto diverso rispetto a un difetto allungato, irregolare o concentrato lungo una linea di scansione.
Qualità, certificazione e produzione industriale
Il valore del modello non si limita alla ricerca accademica. Se integrato in flussi industriali, un sistema di questo tipo potrebbe aiutare a scegliere finestre di processo più robuste prima della produzione, riducendo prove ripetute, materiale scartato e rilavorazioni. La nota diffusa su EurekAlert indica applicazioni potenziali in settori dove servono componenti metallici affidabili, tra cui aerospazio, spazio, difesa e mobilità.
In questi settori la manifattura additiva metallica deve confrontarsi con qualifiche, certificazioni e controlli severi. Le aziende non devono solo produrre un pezzo corretto una volta, ma dimostrare che il processo è ripetibile. Un modello AI spiegabile può contribuire a ridurre l’incertezza, perché collega le condizioni di stampa alla probabilità di difetti e alle conseguenze sulle proprietà meccaniche.
Dal controllo finale alla progettazione del processo
La direzione proposta da KIMS e Max Planck è diversa dal controllo qualità tradizionale basato solo sull’ispezione finale. Invece di scoprire il difetto dopo la stampa, il modello punta a prevedere il rischio già nella fase di progettazione del processo. Questo può cambiare il modo in cui vengono scelti parametri, materiali e strategie di scansione.
In un flusso industriale maturo, l’obiettivo potrebbe essere questo: prima della stampa si simulano o predicono i difetti più probabili; durante la stampa si raccolgono dati macchina e sensori; dopo la stampa si confrontano previsioni, misure e risultati meccanici. A quel punto il modello può essere aggiornato e diventare parte di una catena di qualità più ampia.
Verso il digital twin della stampa 3D metallo
Il gruppo di ricerca prevede di estendere questa tecnologia verso sistemi di gestione qualità basati su digital twin, cioè gemelli digitali del processo produttivo. Un digital twin non è una semplice copia 3D del pezzo, ma un modello digitale che rappresenta materiali, parametri, storia termica, difetti e prestazioni attese.
Nel caso della stampa LPBF, un gemello digitale potrebbe aiutare a collegare ogni fase: polvere usata, impostazioni laser, condizioni della macchina, difetti previsti, ispezioni e risultati dei test. Questo tipo di approccio è particolarmente utile per passare dalla produzione di singoli pezzi qualificati alla produzione di lotti più ampi, dove la variabilità deve essere ridotta e documentata.
Le istituzioni coinvolte
Il progetto coinvolge il Korea Institute of Materials Science, istituto di ricerca coreano specializzato in tecnologie dei materiali, e il Max Planck Institute in Germania. La nota scientifica cita in particolare Dr. Jeong Min Park della Nano Materials Research Division del KIMS, Dr. Jaemin Wang e Prof. Dierk Raabe del Max Planck Institute.
Il lavoro è stato sostenuto da programmi di ricerca coreani, tra cui il KIMS Fundamental Research Program, il Materials and Components Technology Development Program finanziato dal Ministry of Trade, Industry and Energy e l’Energy Efficiency Innovation Technology Development Program.
Perché questa ricerca interessa l’industria
La stampa 3D metallo è già usata per componenti complessi, ma l’adozione su larga scala resta frenata da costi di qualifica, variabilità di processo e difficoltà nel prevedere il comportamento meccanico dei pezzi. Un modello che collega parametri, polvere, difetti e prestazioni può aiutare a rendere il processo più comprensibile.
Per le aziende, il vantaggio potenziale non sta solo nel ridurre il numero di difetti. Il punto è sapere quali difetti contano, quali parametri li generano e quale margine di sicurezza resta nel componente. Questo è il tipo di informazione che serve per portare la manifattura additiva metallica da processo specialistico a metodo produttivo più controllabile.
Una lettura più concreta del ruolo dell’AI nella stampa 3D
Nel settore della stampa 3D si parla spesso di intelligenza artificiale in modo generico. Questo studio mostra un uso più concreto: non sostituire l’esperienza del metallurgista, ma affiancarla con modelli capaci di gestire molti dati e renderli leggibili. L’AI viene usata per mettere in relazione variabili che, nel processo LPBF, sono difficili da isolare una per una.
Il risultato non è una promessa di stampa senza difetti. È un metodo per comprendere meglio come i difetti nascono e come influenzano le prestazioni del pezzo. Per applicazioni dove un componente deve resistere a carichi, vibrazioni, fatica o ambienti severi, questa distinzione è decisiva.
Mini scheda tecnica per WordPress
| Voce | Dato |
|---|---|
| Tema | AI spiegabile per difetti nella stampa 3D metallica |
| Processo analizzato | Laser Powder Bed Fusion, LPBF |
| Istituto principale | Korea Institute of Materials Science, KIMS |
| Partner scientifico | Max Planck Institute, Germania |
| Ricercatori citati | Jeong Min Park, Jaemin Wang, Dierk Raabe |
| Rivista scientifica | Acta Materialia |
| Titolo dello studio | Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion |
| Data pubblicazione studio | 1 gennaio 2026 |
| Metodo AI | GAMI-Net, modello interpretabile in due fasi |
| Difetti analizzati | Pori, forma dei pori, dimensione, non circolarità, distribuzione spaziale |
| Materiali considerati | Acciai, leghe di alluminio, leghe di titanio |
| Variabili importanti | Velocità di scansione, densità della polvere, parametri di processo |
| Obiettivo | Collegare parametri, morfologia dei difetti e proprietà meccaniche |
| Settori interessati | Aerospazio, spazio, difesa, mobilità, componenti metallici ad alta affidabilità |
Tabella: perché il modello va oltre la porosità
| Valutazione tradizionale | Approccio del nuovo modello AI |
|---|---|
| Misura soprattutto la quantità totale di pori | Analizza anche forma, dimensione e distribuzione |
| Fornisce un dato sintetico | Collega i difetti alle proprietà meccaniche |
| Spesso interviene dopo la produzione | Punta a prevedere i rischi già in fase di progettazione del processo |
| Può non spiegare perché un pezzo perde prestazioni | Cerca relazioni interpretabili tra parametri, difetti e comportamento del materiale |
| È utile per controllo qualità finale | Può supportare ottimizzazione, qualificazione e digital twin |
Tabella: difetti e possibili conseguenze
| Tipo di informazione sul difetto | Perché conta |
|---|---|
| Dimensione del poro | Difetti più grandi possono concentrare tensioni in modo più marcato |
| Forma del poro | Pori irregolari o allungati possono influenzare la resistenza in modo diverso da pori più arrotondati |
| Distribuzione spaziale | Difetti concentrati in una zona possono essere più critici di difetti dispersi |
| Posizione rispetto al carico | Un difetto in una zona sollecitata può avere un peso maggiore |
| Relazione con i parametri LPBF | Aiuta a correggere processo, polvere o strategia di scansione |