La stampa 3D a filamento ha fatto molti passi avanti sul fronte della velocità: firmware più maturi, cinematiche CoreXY, accelerazioni più elevate, controllo delle vibrazioni, ugelli ad alta portata e slicer capaci di spremere di più dalle macchine desktop e industriali. Ma c’è un limite che non si supera soltanto muovendo più in fretta una singola testina: quando il pezzo è grande, il tempo di stampa resta legato alla quantità di materiale che un solo ugello può deporre.
Da qui nasce l’interesse per la cosiddetta produzione additiva “collettiva” nel campo FDM/FFF: più testine che lavorano in parallelo non su pezzi separati, ma sullo stesso componente. L’idea è semplice da spiegare: dividere il lavoro tra più estrusori per ridurre il tempo complessivo di costruzione. La parte difficile è far sì che le zone stampate da testine diverse si comportino come un pezzo unico, senza una linea debole nel punto di incontro.
Uno studio presentato nell’ambito di CIRP Design 2026, firmato da Emmanuel TJ Taiwo, Paul O’Dowd e Ben Hicks dell’University of Bristol, affronta proprio questo problema: come gestire il legame tra tracciati depositati da testine diverse quando il materiale è lo stesso. Non si parla quindi di stampa multimateriale nel senso più comune, ma di una questione più sottile: due o più estrusori depongono lo stesso polimero e devono creare una continuità meccanica credibile.
Perché una sola testina diventa un collo di bottiglia
Nelle stampanti FFF tradizionali il flusso produttivo è seriale. Anche quando la macchina è grande, anche quando il piano di stampa permette oggetti voluminosi, la deposizione procede attraverso un singolo ugello. Si possono aumentare diametro dell’ugello, altezza layer, velocità e portata, ma ogni scelta ha un costo: perdita di dettaglio, maggiore inerzia, temperature più difficili da controllare, rischio di sottoestrusione o difetti superficiali.
La multi-testina prova ad affrontare il problema da un’altra direzione. Invece di chiedere a un solo estrusore di fare tutto più velocemente, si divide il modello in aree di lavoro. Ogni testina si occupa di una porzione e, in teoria, il tempo totale può scendere in modo significativo. È un approccio che nel metallo ha già un parallelo nei sistemi multi-laser, dove più sorgenti lavorano sulla stessa piattaforma di stampa. Nei polimeri estrusi, però, il problema è diverso: non c’è un bagno di fusione comune che aiuta a “ricucire” le zone, ma cordoni termoplastici che devono saldarsi tra loro mentre raffreddano.
La saldatura tra filamenti in FFF dipende da temperatura, tempo, pressione locale, geometria del cordone e mobilità molecolare del polimero. Se il materiale depositato da una testina si è raffreddato troppo quando arriva l’altra, il contatto può risultare più simile a una semplice adesione superficiale che a una fusione efficace tra le due porzioni. In un prototipo estetico può essere accettabile; in un utensile, una dima, un attrezzaggio o un componente funzionale, quella linea può diventare il punto di rottura.
La differenza tra doppio estrusore e stampa collaborativa
Molte macchine a doppia estrusione sono già presenti sul mercato, ma non fanno necessariamente ciò di cui parla questa ricerca. I sistemi IDEX, come quelli promossi da BCN3D, utilizzano due testine indipendenti per lavorare con materiali diversi, supporti solubili, modalità duplicazione o stampa speculare. In questi casi, le due testine aumentano la produttività stampando due pezzi uguali, oppure gestiscono materiali distinti nello stesso lavoro.
Il tema della stampa collaborativa è più complesso: due testine devono contribuire alla costruzione dello stesso oggetto strutturale. Non basta parcheggiare un estrusore mentre lavora l’altro, né alternare materiale modello e materiale di supporto. Serve una pianificazione del percorso in cui le aree assegnate ai diversi ugelli si incontrino in modo controllato.
Anche i sistemi toolchanger, come Original Prusa XL o Snapmaker U1, mostrano quanto il mercato stia cercando architetture con più teste o più estrusori separati. Questi prodotti sono pensati soprattutto per stampa multimateriale, colore, supporti più puliti e riduzione degli sprechi rispetto ai sistemi a singolo ugello con cambio filamento. La stampa collettiva sullo stesso pezzo, invece, richiede un passo ulteriore: non solo cambiare utensile, ma far cooperare più utensili sulla stessa geometria.
Il problema della “cucitura” tra due zone stampate
Quando un modello viene diviso tra due testine, nasce una linea di interfaccia. Può essere una linea dritta, inclinata, sfalsata, interdigitata o distribuita su più layer. La sua forma cambia il comportamento meccanico del pezzo.
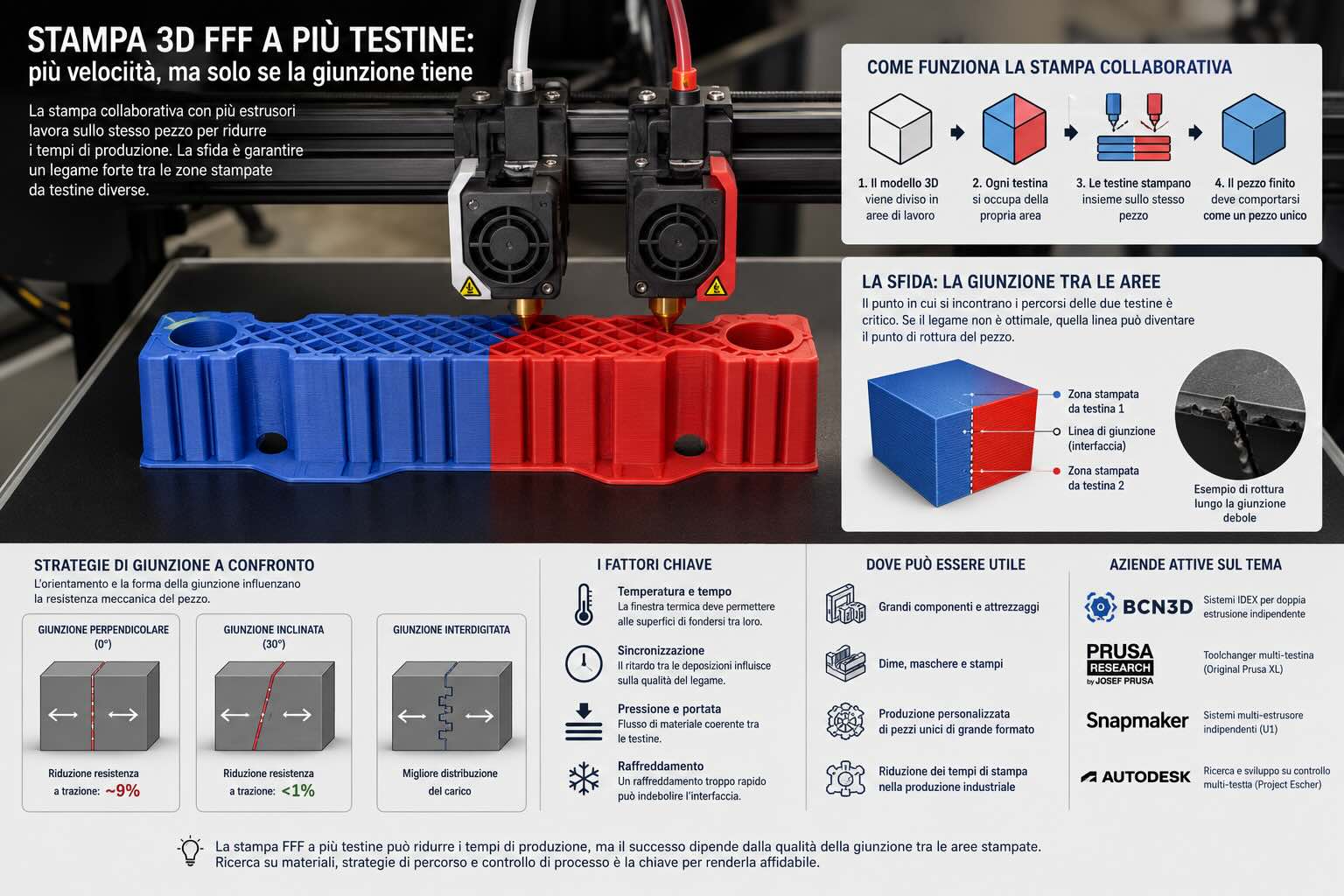
Se l’interfaccia è perpendicolare alla direzione principale dello sforzo, il componente può rompersi più facilmente lungo quella separazione. Se invece la linea di giunzione viene orientata in modo più favorevole, o distribuita con una strategia di “chunking” più intelligente, il carico si distribuisce meglio e il difetto si riduce. È qui che entra il lavoro dei ricercatori: valutare come diverse strategie di orientamento e suddivisione influenzino la resistenza a trazione rispetto a un pezzo stampato con una sola testina.
In uno studio collegato pubblicato su Procedia CIRP, lo stesso gruppo di ricerca ha analizzato provini in PLA stampati con strategie multi-testina. I risultati indicano che alcune configurazioni penalizzano la resistenza molto meno di altre: l’orientamento “inline” della giunzione ha mostrato una riduzione della resistenza ultima a trazione del 9%, mentre un angolo di chunking di 30° ha portato a una riduzione inferiore all’1%. Sono dati importanti perché mostrano che la presenza di una giunzione non è automaticamente un difetto grave: dipende da come viene progettata.
Non è solo una questione di hardware
A prima vista si potrebbe pensare che basti montare più estrusori su una macchina più grande. In realtà, la parte più delicata è il coordinamento. Una stampante multi-testina deve sapere dove si trova ogni ugello con precisione elevata, deve evitare collisioni, deve mantenere coerenza tra portate di materiale, deve compensare differenze tra hotend e deve gestire il tempo che passa tra la deposizione di un cordone e quello successivo.
Lo slicer diventa quindi centrale. Deve dividere il modello in zone, generare percorsi compatibili, sincronizzare le testine e decidere come costruire le interfacce. Non è un normale problema di slicing: è una pianificazione di produzione. Il software deve capire non solo “dove stampare”, ma anche “quando stampare” una certa linea, perché il tempo di raffreddamento influenza la qualità del legame.
Autodesk aveva già esplorato anni fa questo tema con Project Escher, un progetto legato a Netfabb pensato per controllare macchine con più teste di estrusione impegnate su un’unica parte. Quel filone mostrava chiaramente che la stampa multi-testa non è soltanto un’estensione meccanica della FFF tradizionale: richiede controllo, software e modelli di processo più sofisticati.
Temperatura, tempo e materiale: tre variabili decisive
Nella stampa FFF, il filamento viene fuso e depositato su materiale già presente. Perché due porzioni si leghino bene, la superficie di contatto deve restare in una finestra termica adatta. Se il raffreddamento è troppo rapido, le catene polimeriche hanno meno tempo per diffondere attraverso l’interfaccia. Se il materiale resta caldo più a lungo, il legame può migliorare, ma crescono altri problemi: deformazioni, imprecisioni dimensionali, accumulo di calore e perdita di dettaglio.
Con più testine, questa finestra termica diventa ancora più difficile da gestire. Ogni testa potrebbe arrivare sulla zona di giunzione con un ritardo diverso. Una porzione del pezzo può ricevere più calore, un’altra meno. Nei materiali amorfi come PLA o ABS il comportamento sarà diverso rispetto ai tecnopolimeri semicristallini come nylon o PEEK, dove cristallizzazione e raffreddamento incidono in modo marcato sulle proprietà finali.
Per questo la stampa collettiva non può essere valutata soltanto in termini di “quante testine” sono installate. Il vero parametro è la qualità della cooperazione tra testine, materiale e strategia di percorso. Una macchina con due estrusori ben coordinati può essere più utile di una macchina con molte teste gestite in modo approssimativo.
Dove potrebbe avere senso la FFF collettiva
Il campo più interessante è la stampa di grandi componenti polimerici: dime, attrezzaggi, modelli per termoformatura, maschere di controllo, stampi, pattern, parti per imballaggi industriali e componenti non estetici in cui il tempo macchina pesa molto sul costo finale. In questi casi, ridurre molte ore di stampa può cambiare la convenienza del processo.
Anche le print farm potrebbero osservare con interesse questa direzione. Oggi la produttività viene aumentata mettendo molte stampanti in parallelo, ognuna con un suo pezzo. La stampa multi-testina sullo stesso volume offrirebbe un’alternativa: meno macchine, pezzi più grandi, maggiore concentrazione del lavoro su una singola piattaforma. Non è detto che sia sempre la scelta migliore, ma può diventare interessante quando la dimensione del componente supera il classico formato desktop.
C’è anche un possibile uso nella produzione personalizzata. Se un componente deve essere grande ma unico, non si può semplicemente distribuirlo su dieci stampanti diverse. Bisogna completarlo come pezzo unico. Una piattaforma multi-testina potrebbe ridurre i tempi senza obbligare a dividere il modello in parti da assemblare.
Le aziende da tenere d’occhio
Non risultano aziende direttamente coinvolte nello studio dell’University of Bristol, che nasce in ambito accademico. Tuttavia, il tema si collega a varie direzioni già visibili nel mercato.
Autodesk ha lavorato sul concetto di controllo collaborativo multi-testa con Project Escher e Netfabb. BCN3D ha spinto da anni la tecnologia IDEX, utile per duplicazione, specchiatura e doppia estrusione indipendente. Prusa Research, con Original Prusa XL, ha portato il toolchanger fino a cinque testine in un formato accessibile a laboratori e utenti evoluti. Snapmaker, con U1, propone quattro estrusori indipendenti per colore e materiali con calibrazione degli offset. Queste soluzioni non coincidono automaticamente con la stampa collettiva descritta nello studio, ma mostrano che il settore sta andando verso architetture con più utensili, meno spurgo e più automazione.
La vera domanda è quando queste architetture passeranno dal cambio utensile o dalla duplicazione alla cooperazione diretta sullo stesso componente.
Cosa manca prima dell’uso industriale
Per arrivare a una macchina affidabile non basta dimostrare che un provino può mantenere buone proprietà a trazione. Servono test su geometrie reali, materiali diversi, cicli lunghi, pezzi di grandi dimensioni e condizioni ambientali variabili. Bisogna capire cosa succede con perimetri, riempimenti, pareti sottili, fori, zone curve e layer con tempi di raffreddamento differenti.
Servono inoltre standard di prova chiari. Se una parte viene stampata da più testine, dove si misura la resistenza? Come si qualifica la giunzione? Quali parametri vanno registrati: temperatura reale dell’interfaccia, tempo tra le deposizioni, angolo della linea di unione, pressione del cordone, portata, velocità, raffreddamento? Senza una metrologia di processo adeguata, l’utente finale avrebbe difficoltà a fidarsi del componente.
Un altro punto riguarda la calibrazione. In una stampante a singola testina, un piccolo errore di estrusione può già produrre difetti. In una multi-testina, ogni errore si somma a quelli degli altri ugelli. Offset X/Y/Z, differenze di flusso, usura degli ugelli e variazioni di temperatura devono restare sotto controllo. Per applicazioni industriali, sarà difficile prescindere da sensori, controllo chiuso e procedure automatiche di verifica.
Una strada concreta, ma non immediata
La stampa FFF collettiva è una delle strade più logiche per aumentare la produttività senza affidarsi soltanto alla velocità di una singola testina. Il vantaggio potenziale è chiaro: più estrusori possono ridurre il tempo di stampa di parti grandi. Il limite è altrettanto chiaro: la zona in cui i percorsi si incontrano deve essere resistente, ripetibile e prevedibile.
Il lavoro dei ricercatori dell’University of Bristol è interessante perché sposta l’attenzione dal semplice “aggiungiamo più testine” a una domanda più utile: come devono incontrarsi i tracciati per non trasformare la velocità in fragilità? Se le strategie di orientamento e suddivisione permettono di contenere la perdita di resistenza, allora la stampa multi-testina sullo stesso pezzo diventa una possibilità più credibile.
Per il mercato non significa che vedremo subito stampanti FFF collaborative in ogni laboratorio. Significa però che il problema viene affrontato nel punto giusto: non solo meccanica, non solo software, non solo materiali, ma l’interfaccia tra tutti questi elementi. È lì che si deciderà se la stampa 3D a filamento con più teste potrà diventare una tecnologia produttiva affidabile, e non soltanto una buona idea sulla carta.