Stampa 3D ceramica: DIW e DLP a confronto nei supporti in allumina a nido d’ape
La stampa 3D delle ceramiche viene spesso presentata come un modo per ottenere geometrie complesse, canali interni, strutture leggere e componenti adatti ad ambienti difficili. Nel caso dei supporti catalitici, però, la libertà geometrica non basta. Un monolite ceramico deve resistere alla compressione, mantenere canali regolari, sopportare trattamenti termici e conservare una forma prevedibile dopo debinding e sinterizzazione.
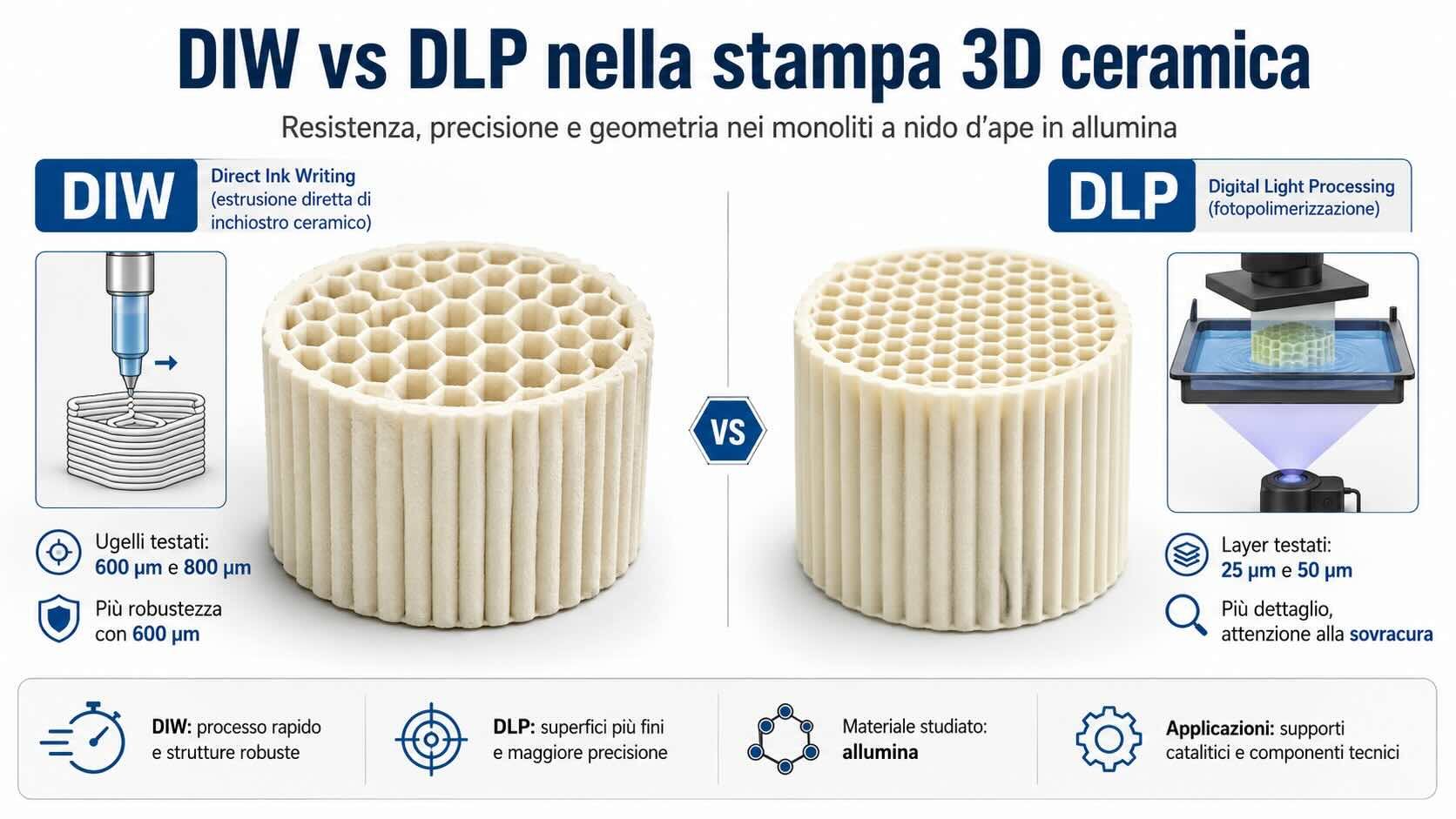
Uno studio pubblicato su Progress in Additive Manufacturing mette a confronto due tecniche molto usate per produrre substrati ceramici: Direct Ink Writing, o DIW, e Digital Light Processing, o DLP, quest’ultima appartenente alla famiglia della Vat Photopolymerization. Il lavoro porta la firma di un gruppo collegato a Tampere University in Finlandia e al Flemish Institute for Technological Research – VITO in Belgio. Gli autori indicati sono Setareh Zakeri, Monika Kus, Matti Järveläinen, Yoran De Vos, Marijn Gysen, Erkki Levänen e Vesna Middelkoop. Lo studio è stato pubblicato il 22 maggio 2026.
Il confronto è interessante perché non si limita a dire quale tecnologia “stampa meglio”. I ricercatori hanno cercato di capire come il processo di stampa influenzi resistenza, precisione dimensionale e microstruttura, usando geometrie simili, polvere di allumina comune e trattamenti termici coerenti. In questo modo diventa più chiaro quanto pesino la tecnica, il materiale, il legante e i parametri di stampa.
Perché i supporti a nido d’ape sono importanti
I supporti ceramici a nido d’ape sono usati in molte applicazioni catalitiche. La loro funzione non è quella di essere il catalizzatore vero e proprio, ma di offrire una struttura stabile su cui depositare una fase attiva. In un catalizzatore, la geometria interna condiziona il passaggio dei gas o dei liquidi, la superficie disponibile, la caduta di pressione e la stabilità meccanica del componente. Lo studio ricorda che molti processi dell’industria chimica dipendono dalla catalisi e che i substrati ceramici vengono usati proprio per dare forma, resistenza e controllo del flusso.
La manifattura additiva consente di modificare canali, pareti, porosità e architetture interne con più libertà rispetto ai metodi convenzionali. Questo vantaggio, però, introduce una domanda pratica: a parità di materiale e forma di partenza, una struttura stampata per estrusione si comporta come una stampata con luce? La risposta dello studio è no: DIW e DLP possono arrivare entrambe a risultati utili, ma ci arrivano con compromessi diversi.
DIW: estrudere l’inchiostro ceramico
La Direct Ink Writing funziona spingendo un impasto ceramico attraverso un ugello. Il materiale deve fluire sotto pressione, ma deve anche mantenere la forma appena depositato. Per questo l’inchiostro deve avere una reologia adatta: abbastanza mobile durante l’estrusione, abbastanza stabile dopo l’uscita dall’ugello. Lo studio descrive la DIW come una tecnica matura, capace di lavorare con paste ceramiche molto viscose e con ugelli che possono coprire una gamma ampia di diametri.
Nel lavoro sono stati usati due diametri principali: 600 micrometri e 800 micrometri. La variazione dell’ugello non cambia solo la risoluzione: modifica anche la struttura interna del nido d’ape, il numero di setti portanti, la distribuzione del carico e la risposta alla compressione. Per questo il diametro dell’ugello diventa una leva progettuale, non soltanto un parametro macchina.
DLP: polimerizzare strati sottili di resina ceramica
La Digital Light Processing appartiene alla fotopolimerizzazione in vasca. Invece di estrudere un filamento, il processo solidifica selettivamente una resina caricata con polvere ceramica tramite luce. La DLP può produrre dettagli fini e superfici più regolari, ma richiede una formulazione accurata della resina: viscosità bassa per il recoating, adeguata profondità di cura e alto carico ceramico per arrivare a una buona densificazione dopo sinterizzazione.
Nel confronto sono stati usati due spessori di strato: 25 micrometri e 50 micrometri. Lo spessore più sottile migliora la finitura superficiale e riduce l’effetto scalino, ma porta anche a un tema tipico dei processi a luce: la polimerizzazione può estendersi lateralmente oltre l’area prevista, causando un ispessimento dei setti rispetto al modello CAD.
Materiali, macchine e aziende citate nello studio
Il materiale ceramico scelto è α-allumina, indicata nello studio come polvere SMA6 di Baikowski. Per le formulazioni sono stati usati leganti e additivi forniti da diverse aziende: Acros Organics per la metilcellulosa, Sigma-Aldrich per acido nitrico, fotoiniziatore e co-iniziatore, Sasol Chemicals per la boehmite Disperal P2, Arkema per i monomeri acrilici, e BYK Additives & Instruments per il disperdente DISPERBYK-180.
Per la parte DLP è stata usata una stampante CeraFab 7500 di Lithoz GmbH, con sorgente luminosa a 405 nm. Nello studio compaiono anche strumenti e apparecchiature di Hauschild Engineering, Fritsch GmbH, Thermo Fisher Scientific, Anton Paar, Carbolite, Entech e Instron, usati per miscelazione, macinazione, caratterizzazione reologica, trattamenti termici e prove di compressione.
Va precisato che queste aziende non sono tutte “partner” del progetto nello stesso senso: alcune sono fornitori di materiali, altre di strumentazione o macchine. Arkema viene ringraziata dagli autori per aver fornito i monomeri fotopolimerizzabili utilizzati nella ricerca.
Il confronto: stesso materiale, processi diversi
Uno degli aspetti più utili dello studio è il tentativo di separare l’effetto del processo dall’effetto della formulazione. Per farlo, i ricercatori hanno usato due sistemi di legante e hanno introdotto anche una formulazione con componenti bio-based, indicata come 70/30, pensata per valutare la possibilità di usare un sistema più orientato alla sostenibilità nella stampa ceramica.
L’idea non era dimostrare che una tecnologia batta sempre l’altra, ma capire quale parametro governa davvero la resistenza. Per la DIW, il diametro dell’ugello si è rivelato decisivo. Per la DLP, il parametro chiave è stato lo spessore dello strato, legato alla qualità della superficie, alla coesione tra layer e alla tendenza alla sovracura laterale.
Nella DIW l’ugello più piccolo ha dato più resistenza
Nei provini stampati con DIW, il passaggio da un ugello da 800 micrometri a uno da 600 micrometri ha aumentato in modo netto la resistenza a compressione. Con la formulazione VT1, la resistenza è passata da 33,07 MPa con ugello da 800 micrometri a 67,71 MPa con ugello da 600 micrometri. Con la formulazione VT2, il valore è passato da 33,92 MPa a 64,88 MPa.
La spiegazione non è solo “più materiale equivale a più resistenza”. Dopo la normalizzazione rispetto alla densità relativa, il vantaggio dell’ugello da 600 micrometri resta evidente. Secondo gli autori, la geometria con più setti portanti distribuisce meglio il carico compressivo. Le strutture ottenute con ugello da 800 micrometri hanno elementi più grossi, ma in numero inferiore; questo può concentrare lo sforzo su meno punti e portare a cedimenti più rapidi.
Questo dato è utile per chi progetta substrati ceramici: una parete più spessa non garantisce sempre una struttura più resistente. In un nido d’ape, la distribuzione dei setti e la geometria complessiva possono contare più della dimensione del singolo elemento.
Il legante conta, ma non sempre decide il risultato
Nella parte DIW, lo studio ha osservato anche differenze microstrutturali tra le formulazioni. La formulazione VT2, basata sul sistema fotopolimerico 70/30, ha mostrato segnali di separazione di fase indotta dal taglio, soprattutto con l’ugello più piccolo. Questo significa che spingere una formulazione non progettata in modo specifico per DIW attraverso un ugello più fine può rendere il processo più delicato.
Eppure, a parità di diametro dell’ugello, le prestazioni meccaniche delle due formulazioni sono risultate simili. Questo porta a una conclusione pratica: nel caso studiato, il diametro dell’ugello ha avuto un’influenza più forte della chimica del legante sulla resistenza a compressione.
La formulazione bio-based 70/30 non viene quindi presentata come una soluzione pronta per ogni processo, ma come una strada da ottimizzare. Il risultato interessante è che può raggiungere prestazioni comparabili in alcune condizioni, pur richiedendo attenzione alla stabilità reologica e alla manipolazione del pezzo verde.
Nella DLP lo strato sottile migliora la superficie, ma aumenta il rischio di sovracura
Per la DLP, lo spessore dello strato ha prodotto un effetto chiaro. I campioni stampati con layer da 25 micrometri hanno mostrato superfici più lisce, geometrie più definite e meno effetto scalino rispetto ai campioni da 50 micrometri. Questo si traduce spesso in una migliore integrità strutturale e in una maggiore resistenza a compressione.
Nel caso della resina VT3, la resistenza è salita da 25,8 MPa a 41,98 MPa nella geometria da 600 micrometri passando da 50 a 25 micrometri di layer. Nella geometria da 800 micrometri, i valori sono passati da 28,6 MPa a 46,5 MPa. Per la resina VT4, nella geometria da 800 micrometri, la resistenza è passata da 29,58 MPa a 42,74 MPa.
Il rovescio della medaglia è la precisione dimensionale. Con layer da 25 micrometri, la sovracura laterale ha prodotto setti più grandi del previsto: per VT3 l’aumento rispetto al CAD è stato del 23 ± 1,78% nella geometria da 600 micrometri e del 21 ± 4,43% in quella da 800 micrometri. Con layer da 50 micrometri, lo scostamento è sceso a circa 4–5%. Per VT4, la sovracura a 25 micrometri è stata del 10 ± 0,71%, mentre a 50 micrometri è risultata pari a 0% nelle condizioni riportate.
Questo significa che il layer sottile non è sempre una scelta automatica. Può migliorare la qualità verticale e la coesione tra strati, ma può alterare la larghezza reale dei setti. In un supporto catalitico, dove i canali devono restare aperti e regolari, anche una differenza percentuale può cambiare il comportamento del flusso.
La DLP richiede attenzione al pezzo verde
Un altro punto emerso nello studio riguarda la manipolazione prima della sinterizzazione. I campioni DLP realizzati con la formulazione VT4 sono stati descritti come più morbidi e più sensibili alla deformazione durante la rimozione dalla piattaforma di costruzione. Questo comportamento è collegato alla minore densità di reticolazione del sistema e può introdurre microcricche o difetti prima del trattamento termico.
Per chi lavora con la stampa 3D ceramica, questo aspetto è molto concreto. Il pezzo verde non è ancora il componente finale: contiene leganti organici, deve essere pulito, asciugato, sottoposto a debinding e poi sinterizzato. Una geometria perfetta in uscita dalla macchina può perdere qualità se il materiale è troppo fragile, troppo morbido o difficile da pulire nei canali interni.
Debinding e sinterizzazione restano il passaggio critico
Sia DIW sia DLP producono un corpo verde che deve essere trasformato in ceramica densa tramite trattamenti termici. Nel lavoro, i campioni sono stati sottoposti a debinding in forno in aria e poi a sinterizzazione ad alta temperatura. Gli autori hanno scelto profili termici prudenti, con basse velocità di riscaldamento e tempi di mantenimento estesi, per ridurre il rischio di fessurazioni, delaminazioni e difetti.
Questo passaggio è essenziale per interpretare i risultati. La stampa è solo una parte del processo. La composizione dell’inchiostro o della resina, la quantità di legante, la densità del corpo verde e la geometria interna influenzano il modo in cui il pezzo perde gli organici e si densifica. Nel caso DIW, lo studio ha misurato ritiri anche molto diversi: per VT1 circa 35–37%, mentre per VT2 valori più bassi, circa 20–27%, collegati a differenze nella microstruttura verde e nella porosità residua.
Quale processo scegliere?
La conclusione più utile per l’industria è che DIW e DLP non rispondono allo stesso problema. La DIW, nelle condizioni testate, offre un percorso più rapido e robusto quando la priorità è produrre supporti resistenti, con geometrie non troppo fini e tempi di processo contenuti. Lo studio indica che la DIW è più adatta quando contano produzione rapida e robustezza meccanica più della precisione dimensionale più spinta.
La DLP è più adatta quando servono dettagli più fini, superfici più pulite e tolleranze più strette, ma richiede un controllo accurato di resina, esposizione, spessore layer e manipolazione del pezzo verde. In alcune condizioni può raggiungere resistenze comparabili alla DIW, ma l’ottimizzazione della sovracura e della stabilità del materiale resta centrale.
In termini semplici: DIW tende a essere più pragmatica per strutture robuste e produzione veloce; DLP offre più controllo geometrico, ma chiede più tuning di processo.
Un’indicazione utile per catalizzatori, filtri e componenti ceramici funzionali
Lo studio riguarda substrati in allumina a nido d’ape, ma il ragionamento ha valore anche per altre strutture ceramiche funzionali: filtri, supporti per reazioni chimiche, elementi porosi, componenti per gestione termica e dispositivi con canali interni. In tutti questi casi, la prestazione non dipende solo dal materiale, ma dal rapporto tra architettura, processo e post-trattamento.
I ricercatori hanno anche verificato la possibilità di applicare un rivestimento catalitico su un substrato DLP in allumina, scegliendo volutamente un campione non ottimale dal punto di vista meccanico e microstrutturale. L’obiettivo era mostrare che il supporto stampato può comunque ricevere un coating catalitico e sopportare condizioni acquose e termiche legate alla preparazione.
Questo passaggio è rilevante perché sposta l’attenzione dal provino meccanico al componente funzionale. Un supporto catalitico non deve solo resistere a compressione: deve essere rivestibile, mantenere canali accessibili, offrire una superficie utile e non degradarsi durante i trattamenti successivi.
Il messaggio per chi usa la stampa 3D ceramica
Il lavoro di Tampere University e VITO mostra che la scelta tra DIW e DLP non dovrebbe essere fatta solo in base alla risoluzione dichiarata dalla macchina o alla disponibilità di un materiale. Bisogna partire dal componente: dimensione dei canali, spessore dei setti, resistenza richiesta, tolleranze, tempi di produzione, pulizia, trattamento termico e rischio di deformazione.
Per un supporto catalitico con geometria a nido d’ape, il diametro dell’ugello nella DIW può cambiare la distribuzione dei carichi più di quanto suggerisca la semplice dimensione del filamento. Nella DLP, uno strato più sottile può migliorare la superficie e la resistenza, ma può anche chiudere o restringere canali a causa della sovracura laterale. La formulazione del legante resta importante, ma il processo di stampa impone le sue regole.
La stampa 3D ceramica non è quindi una questione di “tecnologia migliore” in assoluto. È una scelta di equilibrio: più velocità o più precisione, più robustezza o più dettaglio, più semplicità di processo o più controllo dimensionale. Per i supporti in allumina destinati alla catalisi, questo studio offre una base utile per progettare il processo insieme alla geometria, invece di trattarli come due decisioni separate.