Un modello IA stima tempo di stampa e consumo di filamento nella stampa 3D FFF
La stampa 3D FFF, o FDM, è una tecnologia accessibile, diffusa nei laboratori, nelle scuole, negli uffici tecnici e nelle piccole produzioni. Proprio per questa diffusione, uno dei problemi più concreti resta sempre lo stesso: sapere prima quanto durerà una stampa e quanto filamento servirà davvero.
I software di slicing forniscono già stime di tempo e materiale, ma queste informazioni arrivano di solito dopo la preparazione del file e dipendono dal profilo macchina, dai parametri impostati e dal modo in cui il percorso utensile viene generato. Per chi gestisce molte stampe, prepara preventivi, organizza una print farm o deve pianificare l’uso delle macchine in un laboratorio, avere una previsione affidabile ancora prima della fase di slicing può diventare utile.
Un gruppo di ricercatori della Thu Dau Mot University e della Nguyen Tat Thanh University, in Vietnam, ha presentato un modello di apprendimento automatico pensato proprio per questo obiettivo: stimare insieme il tempo di stampa e il consumo di filamento nella fabbricazione FFF, partendo sia dalla geometria del modello 3D sia dai parametri di processo.
Perché il tempo di stampa non dipende solo dalla velocità
Quando si parla di stampa FDM/FFF, molti utenti tendono a concentrarsi sui parametri più visibili: velocità di stampa, altezza layer, riempimento, numero di pareti, temperatura, supporti. Sono impostazioni importanti, ma il lavoro dei ricercatori mette in evidenza un punto spesso sottovalutato: la forma del pezzo pesa moltissimo.
Un oggetto con volume elevato, superfici estese, dimensioni importanti o geometria complessa impone alla macchina più movimenti, più percorsi, più materiale depositato e più strati da completare. In altre parole, la stampante non esegue un generico “profilo veloce” o “profilo lento”: deve trasformare una mesh specifica in una sequenza di movimenti e deposizioni.
Lo studio affronta quindi il problema in modo diverso rispetto a molti approcci basati solo sui parametri della macchina. Invece di chiedersi quale impostazione sia migliore in astratto, il modello cerca di capire come la geometria del file e le impostazioni scelte interagiscano tra loro.
Un dataset costruito con 150 modelli e 1.500 simulazioni
La base dati utilizzata nello studio comprende 1.500 istanze simulate, generate a partire da 150 modelli 3D. Ogni modello è stato valutato con dieci combinazioni di parametri considerate realistiche per un flusso di lavoro FFF.
Le variabili in ingresso sono 17. Sette descrivono la geometria della mesh: area, volume, numero di vertici, numero di facce, altezza, profondità e larghezza. Le altre dieci riguardano il processo di stampa: strati pieni superiori, strati pieni inferiori, pareti esterne, layer di skirt, contorni dello skirt, larghezza di estrusione, altezza layer, velocità massima, infill e pattern di riempimento interno.
Questa scelta è importante perché il modello non guarda solo al file STL o solo alle impostazioni della stampante. Prova invece a collegare i due mondi: da una parte il carico geometrico imposto dal pezzo, dall’altra il modo in cui la macchina viene istruita a costruirlo.
Dopo una fase di pulizia dei dati, circa 200 campioni considerati anomali sono stati rimossi tramite Isolation Forest. Il dataset finale usato per l’addestramento contiene quindi circa 1.300 istanze, pari a poco meno dell’87% dei dati iniziali.
Random Forest, XGBoost e modello stacked
I ricercatori hanno testato più tecniche di machine learning, tra cui Random Forest, Extreme Gradient Boosting, spesso indicato come XGBoost, e un modello stacked che combina più predizioni. L’obiettivo non era soltanto ottenere un numero finale, ma costruire un sistema interpretabile.
Questo punto è essenziale. Un modello “chiuso”, capace di dire soltanto “la stampa durerà 270 minuti”, è utile fino a un certo punto. In un contesto tecnico serve anche capire perché quella previsione è stata prodotta e quali variabili hanno contato di più. Se il sistema indica che area e volume del pezzo dominano il risultato, mentre alcuni parametri hanno un impatto minore, l’utente può concentrare l’attenzione sulle impostazioni davvero sensibili.
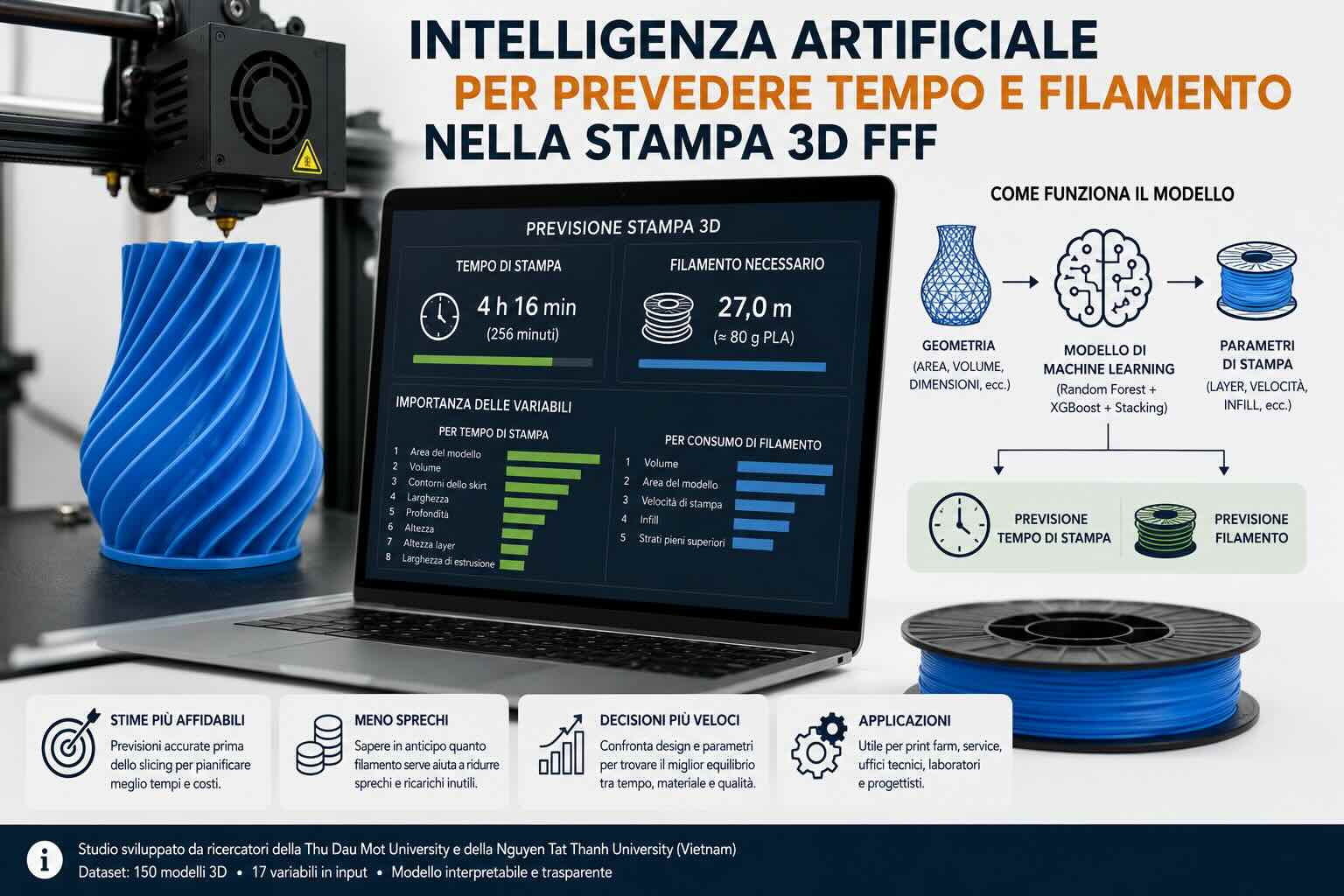
Nel caso analizzato, il modello stacked ha raggiunto prestazioni elevate: R² pari a 0,9645 per la previsione del tempo di stampa e 0,9449 per la lunghezza del filamento. In termini pratici, significa che il modello riesce a spiegare una parte molto ampia della variazione osservata nei dati di prova.
La geometria domina, ma i parametri restano importanti
Il risultato più interessante dello studio riguarda l’importanza delle variabili. Per il consumo di filamento, volume e area sono i due fattori principali, seguiti dalla velocità. Per il tempo di stampa, l’area del modello ha un peso ancora più marcato, seguita da volume, contorni dello skirt, larghezza, profondità, altezza, altezza layer e larghezza di estrusione.
Questo non significa che le impostazioni dello slicer siano irrilevanti. Significa piuttosto che molte impostazioni non hanno lo stesso peso su tutti gli obiettivi. Alcuni parametri incidono molto sul tempo, altri sul materiale, altri ancora possono influenzare soprattutto qualità superficiale, resistenza o difetti di stampa.
Per un utente esperto non è una sorpresa assoluta, ma lo studio fornisce una gerarchia più chiara. Invece di esporre sempre decine di parametri come se avessero la stessa importanza, un futuro strumento di supporto potrebbe evidenziare solo quelli più rilevanti per un determinato obiettivo: ridurre il tempo, contenere il consumo di materiale o trovare un equilibrio tra i due.
Un supporto possibile per print farm, service e laboratori
Un’applicazione concreta riguarda i service di stampa 3D. Quando un cliente invia un file, il gestore deve stimare tempi, costi, materiale necessario e occupazione macchina. Oggi queste valutazioni passano spesso dallo slicing, dall’esperienza dell’operatore e da margini di sicurezza aggiunti al preventivo.
Un modello di questo tipo potrebbe aiutare nella fase preliminare. Prima ancora di scegliere il profilo definitivo, il sistema potrebbe fornire una stima ragionata del carico produttivo. Per una print farm, questo significa distribuire meglio le code di stampa. Per una scuola o un fablab, significa evitare che una macchina venga prenotata per un tempo irrealistico. Per un ufficio tecnico, significa valutare alternative di geometria e riempimento con più rapidità.
Il modello potrebbe anche essere utile nei flussi di progettazione. Se il software segnala che una piccola modifica geometrica riduce in modo significativo il tempo di stampa o il consumo di materiale, il progettista può intervenire prima di arrivare al file definitivo.
Il confronto con gli slicer resta un passaggio necessario
Il lavoro, però, va letto con attenzione. I dati derivano in larga parte da simulazioni e il materiale considerato è il PLA. Non è scontato che lo stesso comportamento si trasferisca senza adattamenti a PETG, ABS, ASA, TPU, nylon o materiali caricati con fibre. Ogni materiale ha limiti diversi di flusso, raffreddamento, adesione tra layer e velocità sostenibile.
Un altro punto aperto riguarda il confronto con gli slicer più usati, come Cura, PrusaSlicer e Bambu Studio. Questi programmi mostrano già informazioni su tempo, materiale, velocità, percorsi e strategie di deposizione dopo lo slicing. La domanda utile non è quindi se un modello IA possa produrre una stima, ma se possa farlo prima, più rapidamente, con buona precisione e con una spiegazione leggibile per l’utente.
In questa direzione, il valore del lavoro non sta nel sostituire lo slicer. Lo slicer resta necessario per generare il G-code e per tenere conto della macchina specifica. Il possibile vantaggio è a monte: aiutare l’utente a orientarsi prima di impegnare tempo nella preparazione completa del job.
Test pratici e margine di errore
Lo studio riporta anche alcuni controlli pratici. In un caso rappresentativo, il modello ha previsto 27,0 cm di filamento contro 25,9 cm osservati, con un errore del 4,25%. Per il tempo di stampa, la previsione è stata di 256 minuti contro 270 minuti reali, con un errore del 5,19%.
Sono dati limitati, ma interessanti per il tipo di applicazione. In una pianificazione di stampa, un errore di pochi punti percentuali può essere accettabile, soprattutto se il sistema serve per stimare in anticipo tempi e materiali e non per sostituire il controllo finale dello slicer o dell’operatore.
Non una scatola nera, ma una guida alla configurazione
Il punto più utile della ricerca è forse l’idea di semplificare la configurazione. Molti utenti, soprattutto non esperti, si trovano davanti a pannelli pieni di impostazioni: pareti, top layer, bottom layer, infill, pattern, velocità, accelerazioni, skirt, brim, supporti, retrazioni, larghezze di linea. Avere più opzioni non significa sempre avere più controllo.
Un sistema interpretabile potrebbe invece indicare quali parametri contano davvero per quel file e per quell’obiettivo. Se il problema è ridurre il tempo, il sistema può mettere in evidenza area, volume, contorni dello skirt, altezza layer e larghezza di estrusione. Se l’obiettivo è contenere il materiale, può dare priorità a volume, area, velocità, infill e numero di strati pieni superiori.
Questa impostazione non elimina la competenza dell’operatore. La organizza meglio. L’esperienza resta importante, ma viene affiancata da una previsione leggibile e da una classifica dei fattori che influenzano il risultato.
I limiti da superare
Prima di immaginare un uso industriale, servono prove più ampie. Il modello dovrebbe essere validato su stampanti diverse, materiali diversi, diametri ugello differenti, profili di accelerazione differenti e geometrie più varie. Sarebbe utile anche confrontarlo direttamente con le stime generate da Cura, PrusaSlicer, Bambu Studio e altri slicer, sia su macchine desktop sia su sistemi professionali.
Un altro passaggio riguarda l’integrazione nei software. Il modello potrebbe diventare un assistente di preventivazione, un modulo per print farm o una funzione preliminare dentro un CAD o uno slicer. Per farlo, però, deve essere robusto quando cambia il contesto: un profilo ottimizzato per PLA su una macchina può non funzionare allo stesso modo su un altro sistema.
Una direzione concreta per la stampa 3D a filamento
La ricerca mostra una tendenza interessante: nella stampa 3D FFF, l’intelligenza artificiale può essere utile non solo per correggere difetti o ottimizzare la qualità, ma anche per migliorare la pianificazione quotidiana. Sapere in anticipo quanto tempo richiederà un lavoro e quanto filamento consumerà aiuta a gestire costi, code macchina e disponibilità dei materiali.
Il merito principale dello studio è spostare l’attenzione dalla sola regolazione dei parametri alla relazione tra geometria e processo. Un pezzo non è solo un file da “mandare in stampa”: è una richiesta specifica fatta alla macchina, con un suo carico di movimento, materiale e tempo.
Se questo approccio sarà confermato da prove su più materiali e stampanti, potrà diventare una base utile per strumenti di configurazione più semplici, più trasparenti e più adatti anche a chi non vuole perdersi in decine di impostazioni prima di ottenere una stima credibile.