La gelatina è uno dei materiali più studiati nel bioprinting 3D perché unisce due caratteristiche molto utili: deriva dal collagene ed è ben tollerata in molti contesti biologici. Per trasformarla in una biotinta adatta alla stampa 3D, però, non basta scioglierla e depositarla strato dopo strato. La gelatina naturale cambia comportamento con la temperatura, diventa fluida quando viene riscaldata e tende a perdere stabilità quando si trova in condizioni vicine a quelle fisiologiche.
Questo limite è importante. Nel bioprinting non si stampa solo una forma: si cerca di ottenere una struttura capace di mantenere geometria, porosità, proprietà meccaniche e ambiente adatto alle cellule. Una biotinta deve uscire dall’ugello senza danneggiare il contenuto biologico, deve restare abbastanza stabile dopo la deposizione e, in molti casi, deve poter essere reticolata per trasformarsi in un idrogel più robusto.
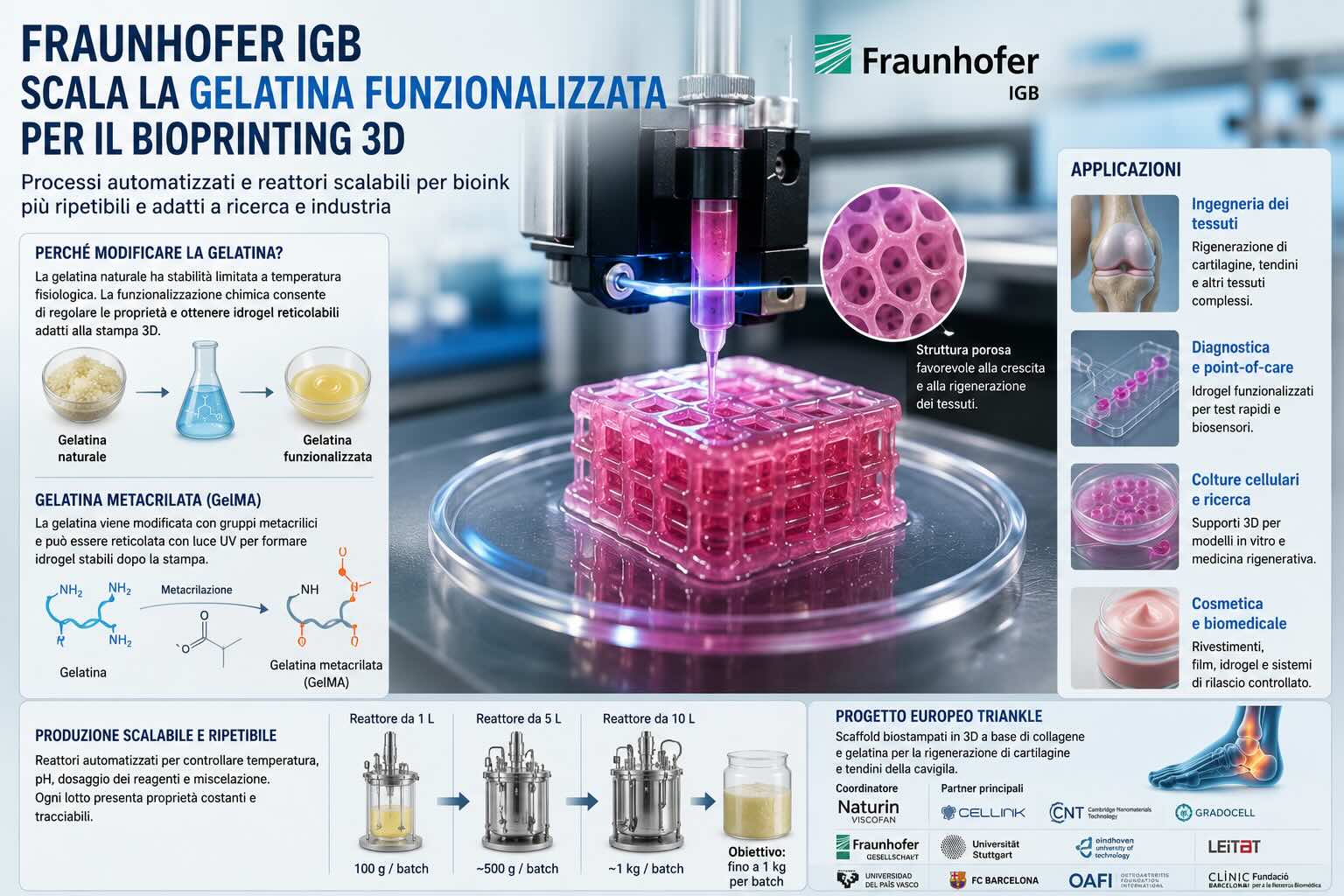
Il Fraunhofer-Institut für Grenzflächen- und Bioverfahrenstechnik IGB, l’Istituto Fraunhofer per l’ingegneria delle interfacce e la biotecnologia, ha lavorato proprio su questo punto: rendere la gelatina modificabile, controllabile e producibile in quantità più interessanti per ricerca e industria. Il gruppo di sviluppo materiali del Fraunhofer IGB ha messo a punto processi automatizzati in reattori che consentono di ottenere gelatina funzionalizzata con proprietà riproducibili, passando dalla scala di laboratorio a lotti più consistenti.
Perché la gelatina deve essere modificata
La gelatina è già usata in settori molto diversi: alimentare, farmaceutico, cosmetico, medicale e tecnico. Può formare film, idrogel e rivestimenti, e questa capacità la rende interessante anche per supporti cellulari e sistemi di rilascio controllato.
Nel bioprinting, però, serve qualcosa in più. Una struttura stampata deve mantenere la propria forma anche dopo l’uscita dall’ugello e deve offrire alle cellule un microambiente compatibile con adesione, proliferazione e differenziamento. La gelatina non modificata può essere utile in formulazioni ibride, ma da sola soffre il problema della stabilità: a temperature compatibili con le cellule può perdere consistenza e deformarsi.
Per superare questo limite, Fraunhofer IGB utilizza reazioni chimiche di funzionalizzazione. In pratica, alcune parti della molecola vengono modificate per regolare viscosità, solubilità, carica elettrica, punto di gelificazione, punto di fusione e capacità di reticolazione. Il risultato non è una singola “gelatina speciale”, ma una piattaforma di materiali adattabili a usi diversi.
Gelatina metacrilata: il ruolo della reticolazione UV
Una delle modifiche più usate nel bioprinting è la metacrilazione. La gelatina viene fatta reagire con anidride metacrilica per ottenere una gelatina metacrilata, spesso indicata nel settore come GelMA, cioè gelatin methacryloyl.
Il vantaggio è chiaro: il materiale conserva molte caratteristiche biologiche della gelatina, ma può essere reticolato con luce UV in presenza di un fotoiniziatore. Dopo la stampa, l’esposizione alla luce attiva la formazione di legami tra le catene polimeriche, trasformando la biotinta in un idrogel più stabile.
Questo passaggio è essenziale quando si vogliono produrre scaffold, microstrutture o supporti cellulari con forma definita. La reticolazione aiuta a fissare la geometria e a rendere il materiale più resistente alla deformazione. Al tempo stesso, il processo deve essere calibrato con attenzione, perché intensità della luce, tempo di esposizione, tipo di fotoiniziatore e grado di funzionalizzazione possono influire sulla vitalità cellulare e sulle proprietà finali dell’idrogel.
Fraunhofer IGB lavora su questo equilibrio: una biotinta abbastanza fluida per essere stampata, abbastanza delicata per non compromettere le cellule e abbastanza stabile dopo la stampa per mantenere la forma progettata.
Il passaggio chiave: dalla provetta al reattore automatizzato
Il valore del lavoro di Fraunhofer IGB sta soprattutto nella scalabilità. Nei laboratori di ricerca è possibile preparare piccole quantità di gelatina funzionalizzata in palloni o beute, ma questo metodo presenta un problema: ogni batch può avere leggere differenze. Temperatura, pH, tempi di reazione, aggiunta dei reagenti e miscelazione influenzano il grado di funzionalizzazione.
Per un esperimento singolo può essere accettabile. Per partner industriali, studi di fattibilità, test comparativi e sviluppo preclinico, invece, serve materiale con qualità costante. Se due lotti non sono confrontabili, diventa difficile capire se un risultato dipende dalla chimica del materiale o da una variazione accidentale nel processo.
Il Fraunhofer IGB ha quindi trasferito la produzione in reattori automatizzati. In questi sistemi, parametri come temperatura, pH, flusso dell’anidride metacrilica e dosaggio della soda vengono monitorati e regolati secondo una procedura standard. Questo permette di collegare in modo più chiaro le condizioni di processo alle proprietà del materiale ottenuto.
Nel reattore da 1 litro, il team riesce a produrre 100 grammi di gelatina modificata per batch con qualità riproducibile. La procedura viene poi trasferita a reattori da 5 e 10 litri, con l’obiettivo di arrivare a lotti fino a un chilogrammo di gelatina funzionalizzata.
Perché il chilogrammo conta nel bioprinting
Nel mondo della stampa 3D industriale, un chilogrammo può sembrare una quantità modesta. Nel bioprinting e nello sviluppo di biomateriali, invece, è un passaggio significativo.
Con pochi grammi si possono eseguire prove preliminari, piccole stampe, caratterizzazioni di base e test di formulazione. Con quantità più ampie si possono affrontare studi ripetuti, confronti tra parametri, prove con partner esterni, valutazioni applicative e produzione di campioni per diversi laboratori.
Questo è importante perché il bioprinting 3D non si sviluppa solo dentro un singolo laboratorio. Coinvolge produttori di materiali, costruttori di bioprinter, centri di ricerca, ospedali, aziende biomedicali, specialisti di diagnostica e gruppi che lavorano su modelli in vitro. Tutti questi soggetti hanno bisogno di materiali comparabili e documentabili.
La disponibilità di lotti riproducibili consente anche di ridurre l’ambiguità nei test. Se un’azienda vuole valutare un idrogel per un sistema diagnostico o per un supporto cellulare, deve poter ricevere lo stesso tipo di materiale in momenti diversi. Senza questa continuità, la transizione dal banco di laboratorio allo sviluppo applicativo diventa più lenta.
Una toolbox per regolare le proprietà della gelatina
Fraunhofer IGB non lavora soltanto sulla gelatina metacrilata. L’istituto parla di una vera e propria toolbox chimica, cioè di un insieme di metodi per adattare i biopolimeri alle applicazioni.
Oltre alla reticolazione fotoiniziata, è possibile introdurre gruppi tiolici per abilitare reazioni di tipo “click”, oppure modificare la carica del materiale per favorire interazioni con molecole target. In un test rapido point-of-care, per esempio, idrogel di gelatina cationizzata sono stati usati per immobilizzare molecole con carica negativa e incorporare componenti essenziali della reazione.
Questa versatilità apre il campo a molte applicazioni: bioink per bioprinting, idrogel per colture cellulari, rivestimenti funzionali, materiali per diagnostica, sistemi microfluidici, wound dressing, cosmetica avanzata e supporti per rilascio controllato.
La gelatina funzionalizzata può quindi essere vista come una piattaforma. Cambiando il tipo di modifica chimica, il grado di funzionalizzazione e le condizioni di reticolazione, si possono ottenere materiali con comportamenti diversi.
Il collegamento con il progetto europeo TriAnkle
Un esempio concreto di impiego di questi materiali è il progetto europeo TriAnkle, dedicato allo sviluppo di scaffold biostampati in 3D per la rigenerazione di tessuti della caviglia, in particolare cartilagine e tendini.
TriAnkle ha riunito partner scientifici, industriali e clinici con l’obiettivo di creare impianti personalizzati a base di collagene e gelatina. La logica è quella della medicina rigenerativa: produrre supporti su misura, funzionalizzati con cellule e/o fattori di crescita nano-incapsulati, capaci di adattarsi alla geometria del difetto e favorire la rigenerazione del tessuto.
Nel progetto sono coinvolti soggetti come Naturin Viscofan GmbH, coordinatore del consorzio, CELLINK AB, Cambridge Nanomaterials Technology, Gradocell SL, Fraunhofer-Gesellschaft, Università di Stoccarda, Universidad del País Vasco, Eindhoven University of Technology, LEITAT, FC Barcelona, Osteoarthritis Foundation International OAFI e Fundació Clínic per a la Recerca Biomèdica.
Il ruolo di Fraunhofer IGB è legato allo sviluppo delle biotinte a base di collagene e gelatina, mentre l’Università di Stoccarda lavora sulla chimica di reticolazione e sulla stampa dei bioink. CELLINK porta competenze e tecnologie di bioprinting, mentre gli altri partner coprono ambiti come nanomateriali, validazione preclinica, biomeccanica, trasferimento tecnologico e coinvolgimento clinico.
Non solo bioprinting: diagnostica, rivestimenti e materiali funzionali
Anche se il bioprinting 3D è l’applicazione più visibile, la produzione scalabile di gelatina funzionalizzata può interessare altri settori.
Nella diagnostica, materiali con carica controllata possono servire a immobilizzare molecole, stabilizzare reagenti o creare microambienti per test rapidi. Nei sistemi microfluidici, gli idrogel possono essere usati come matrici funzionali all’interno di canali e camere di reazione. Nei prodotti biomedicali, gelatine modificate possono agire come supporti idratabili, film, rivestimenti o elementi di rilascio.
Nel settore personal care, la gelatina modificata può essere usata come componente strutturante o funzionale in formulazioni dove servono adesione, barriera, interazione con superfici o rilascio di attivi.
Il tema comune è la controllabilità. Una gelatina modificata in modo riproducibile permette di progettare il materiale intorno alla funzione richiesta, invece di adattarsi ai limiti di una materia prima naturale poco modificata.
Il problema della riproducibilità nei biomateriali
La riproducibilità è una delle sfide più importanti nei biomateriali. Un materiale biologico o bio-derivato può variare in base alla fonte, al processo di estrazione, alla purezza, al trattamento e alle condizioni di conservazione. Quando poi viene funzionalizzato chimicamente, si aggiunge un ulteriore livello di complessità.
Nel caso della gelatina metacrilata, il grado di metacrilazione influenza viscosità, reticolazione, rigidità, degradazione e comportamento cellulare. Se questo parametro varia da lotto a lotto, anche le prestazioni della biotinta possono cambiare.
Automatizzare il processo significa ridurre il margine di incertezza. Il reattore controlla e registra le condizioni operative, permettendo di ripetere la stessa procedura e di confrontare materiali con maggiore precisione. Questo approccio è utile per chi sviluppa applicazioni regolamentate, ma anche per chi vuole semplicemente eseguire test affidabili.
Dalla ricerca accademica ai partner industriali
Fraunhofer IGB sottolinea che i materiali prodotti possono essere messi a disposizione di aziende e partner di ricerca per attività di campionatura. Questo è un punto pratico: molte imprese interessate ai biomateriali non hanno reattori, competenze chimiche o procedure interne per produrre gelatina funzionalizzata.
Ricevere campioni con caratteristiche definite permette di valutare un’applicazione senza costruire da zero tutta la filiera di sintesi. Un’azienda può concentrarsi sulla formulazione finale, sul processo di stampa, sulla compatibilità con il proprio dispositivo o sulla validazione del prodotto.
Per il bioprinting questo modello può facilitare la collaborazione tra chi sviluppa materiali e chi costruisce sistemi di stampa. Il bioink non è un materiale isolato: deve funzionare con ugelli, pressioni, temperature, velocità, strategie di deposizione e sistemi di reticolazione. Avere batch più consistenti aiuta a eseguire prove su più macchine e in più laboratori.
Anche altri biopolimeri possono essere modificati
Il processo non riguarda solo la gelatina. Fraunhofer IGB indica che lo stesso approccio può essere applicato ad altri biopolimeri modificabili, tra cui collagene, chitosano, inulina e acido ialuronico.
Questi materiali hanno caratteristiche molto diverse. Il collagene è centrale nella matrice extracellulare dei tessuti; il chitosano è interessante per applicazioni antimicrobiche, biomedicali e di rilascio; l’acido ialuronico è presente in tessuti connettivi e articolazioni; l’inulina può essere usata in sistemi biobased e formulazioni funzionali.
La possibilità di modificarli in modo controllato amplia il campo oltre il bioprinting. Si può pensare a rivestimenti, capsule, sistemi di rilascio, membrane, materiali adesivi, matrici per diagnostica e componenti per colture cellulari.
Un passo utile per rendere il bioprinting più applicabile
Il bioprinting 3D non dipende solo dalla precisione della stampante. La parte più difficile è spesso il materiale. Una biotinta deve essere stampabile, biologicamente compatibile, stabile, ripetibile e adatta alla funzione prevista.
Il lavoro di Fraunhofer IGB affronta una delle strozzature del settore: passare da ricette di laboratorio a materiali disponibili in quantità utili per test estesi e collaborazioni industriali. Non significa che la gelatina funzionalizzata sia pronta per ogni applicazione clinica, né che il bioprinting abbia superato tutte le sue difficoltà. Significa però che uno dei materiali più promettenti del settore può essere prodotto con maggiore controllo.
Per chi lavora nella stampa 3D biologica, questo è un tema concreto. Le strutture stampate con cellule, idrogel e biopolimeri non possono dipendere da materiali preparati in modo poco ripetibile. Servono processi tracciabili, parametri misurabili e lotti confrontabili.
Fraunhofer IGB porta la gelatina funzionalizzata in questa direzione: non solo una biotinta interessante per la ricerca, ma una piattaforma materiale più vicina alle esigenze di campionatura, sviluppo e validazione.
Il valore industriale della gelatina “su misura”
La gelatina funzionalizzata non va vista come un semplice additivo per bioprinter. È un esempio di come i biomateriali stiano diventando materiali ingegnerizzati, progettati per svolgere funzioni specifiche.
Nel bioprinting può contribuire a creare scaffold più stabili e adatti alla crescita cellulare. Nella diagnostica può aiutare a controllare interazioni tra molecole. Nei rivestimenti può fornire adesione, barriera o compatibilità biologica. Nei prodotti biomedicali può servire come idrogel, supporto o sistema di rilascio.
La scalabilità fino al chilogrammo non trasforma da sola una tecnologia di laboratorio in un prodotto commerciale, ma rende più semplice il passaggio successivo: testare il materiale in condizioni più realistiche, distribuirlo a partner diversi, confrontare risultati e costruire protocolli più solidi.
Per questo il lavoro di Fraunhofer IGB è rilevante per la stampa 3D medicale e per l’intero campo dei materiali biobased funzionali. La ricerca sui bioink non si gioca soltanto su nuove formulazioni, ma anche sulla capacità di produrle con qualità costante.