Guida all’acquisto della stampante 3D in metallo 2020
La stampa 3D in metallo ha visto molta attenzione negli ultimi anni, con il mercato della produzione di additivi metallici (AM) che ha visto una crescita reale negli ultimi dieci anni. Secondo il rapporto sulla produzione additiva con polveri metalliche 2020 di SmarTech Analysis, i ricavi dell’hardware sono aumentati quasi di tre volte negli ultimi cinque anni e le vendite di materiali sono aumentate di quasi sei volte. Nell’AM in metallo, ci sono alcune tecnologie principali che vengono implementate oggi. Questi sono costituiti da fusione a letto di polvere laser (L-PBF), fusione a letto di polvere a fascio di elettroni (E-PBF), deposizione diretta di energia (DED) e stampa di metalli legati (BMP).
Non credo nelle prime dieci liste o in una doverosa “definizione del meglio” per molte cose. Ciò è dovuto al fatto che queste soluzioni industriali eccelleranno tutte per parti, materiali, clienti e applicazioni differenti. Questa è pensata per essere una buona guida di partenza generale per le persone che vogliono sapere quali sono gli sviluppi rilevanti nella stampa su metallo e quali sono alcuni dei sistemi più riconosciuti, diffusi e implementati là fuori. Il “migliore” probabilmente dipende da cosa si vuole fare quando, più o meno quanto dal sistema stesso.
Questa guida vuole essere un aiuto utile per orientarti sui movimenti del mercato, sui criteri relativi e sui meriti dei sistemi. Oltre alle mie conoscenze, ho utilizzato interviste con utenti finali di sistemi, rivenditori e ricercatori per guidare le mie scelte e le mie parole qui. Vorrei ringraziare coloro che mi hanno aiutato a dare un senso a tutto questo.
Stampa in metallo rilegato
Per Ulterra , sono state utilizzate stampanti ExOne per realizzare questo componente statore a fondo pozzo per l’esecuzione di servizi nell’industria petrolifera e del gas.
Di gran lunga il più clamoroso in questo momento è diretto al BMP, che consiste in un getto di legante metallico ed estrusione di metallo legato. Con il binder jetting, un legante viene depositato da una testina di stampa a getto d’inchiostro su un letto di polvere metallica, che forma una parte metallica “verde”. Dopo il deceraggio e la sinterizzazione in forno, emerge un denso componente metallico. In alternativa, l’oggetto iniziale verde può essere infuso da un altro metallo, come nel caso della parte sopra. ExOne dispone di tecnologie a getto di legante metallico sia diretto che infuso.
Si può anche stampare un filamento e quindi eseguire il resto della sinterizzazione e del deceraggio, tramite estrusione di metallo legato. Questo è essenzialmente FDM con una fase di sinterizzazione aggiunta, ma queste macchine sono analoghe a quelle a getto di legante. Il vantaggio principale di BMP è che è potenzialmente un terzo meno costoso rispetto ad altre tecnologie metalliche.
Con BMP, i livelli di dettaglio dovrebbero essere elevati, è possibile ottenere buone finiture superficiali (insieme alla post-elaborazione) e le macchine dovrebbero avere un costo relativamente basso. D’altro canto, la fase di sinterizzazione separata è difficile da controllare. Il ritiro delle parti a diversi spessori di parete, dimensioni e geometrie sarà diverso, il che renderà difficile la realizzazione di parti completamente uniche e nuove. D’altra parte, nonostante le fasi separate del deceraggio e della sinterizzazione, che possono essere complicate dal punto di vista chimico e della sicurezza, il costo delle parti dovrebbe essere basso. In molti casi, tuttavia, per il livello più alto di proprietà delle parti, BMP sarà meno adatto di PBF.
Markforged Metal X

Un utensile di taglio essendo realizzata su un Markforged Metal X .
Relativamente economico, compatto e con un buon software, il sistema Metal X di Markforged ha davvero abbassato il livello di ingresso sul mercato delle stampanti per metalli. Progettato con una buona interfaccia utente in mente, il sistema è relativamente facile da usare ed è realizzato per una facile implementazione in ambienti con pavimento semi-cementizio. Markforged spedisce anche stazioni di lavaggio e sinterizzazione con la stampante. La Metal X ti consente di stampare in Inconel 625, acciaio inossidabile 17-4 PH e rame.
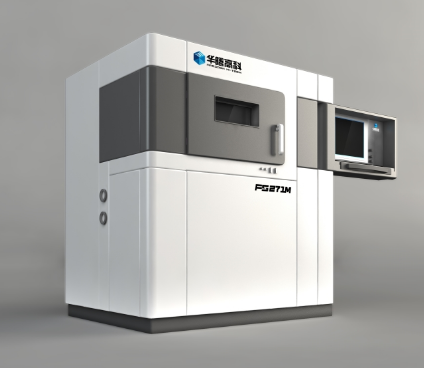
ExOne X1 25Pro
X1 25Pro di ExOne presenta un volume di costruzione di 400 x 250 x 250 mm e viene fornito con quattro diverse scelte di legante e materiale, come 316L, 17-4PH, 304L, Inconel 718, rame e molti altri. Per anni ExOne ha lavorato molto sul lato metallurgico delle cose. L’azienda ha anche dedicato del tempo alla realizzazione di sistemi affidabili e ripetibili, il che rende l’X1 25Pro una soluzione industriale di livello base con una resa reale.
L-PBF
Realizzata su macchine EOS M-290 ed EOS M 400, questa piastra per ugelli AiO era composta da oltre 125 parti separate, ma ora è stampata in 3D come una singola unità. I costi sono stati ridotti della metà e il peso è stato ridotto. Ariane, EOS, EOS Additive Minds .
L-PBF è in grado di produrre parti ad alte prestazioni di altissima qualità e densità più elevate necessarie per settori come l’aerospaziale. Le macchine sono molto più costose, in genere oltre $ 500.000. L’investimento iniziale e i costi di esercizio sono elevati. Sono necessarie anche attrezzature di post-finitura, come la lavorazione a scarica elettrica o il CNC (come per la maggior parte delle parti metalliche realizzate con la maggior parte delle tecnologie di stampa 3D).
Ma, una volta che ti immergi in profondità in questa tecnologia, puoi realizzare migliaia di piccoli componenti al giorno. Si prega di notare che la costruzione di parti di riempimento del volume potrebbe richiedere una settimana o più per essere costruite. Questa è la tecnologia più collaudata e pronta per il settore che abbiamo, in grado di realizzare le parti più esigenti. È anche la tecnologia più diffusa e più studiata. Ogni anno vengono realizzati milioni di ponti e corone dentali con L-BPF.
EOS M 290

L’EOS M 290 è uno standard industriale, in particolare per agenzie di servizi. Uno dei sistemi in metallo più popolari in circolazione, è una stampante affidabile e relativamente semplice che piace a chi desidera implementare la stampa 3D nel proprio ambiente operativo come sistema di produzione. Probabilmente dovrebbe essere la tua prima stampante in metallo, data l’esperienza disponibile. È molto affidabile ed EOS ei suoi clienti hanno accumulato una grande quantità di informazioni su questo sistema, i suoi materiali, le impostazioni e le prestazioni.
SLM Solutions 500

Anche se il nuovo SLM 800, con il suo Hub che può collegare fino a cinque stampanti, è quello che attualmente tiene le lingue scodinzolanti, SLM 500 ha una comprovata esperienza. La 500 è una macchina a due o quattro laser che ha segnato una pietra miliare importante per il nostro settore quando è uscita. Anche il sistema precursore HL 50 è stato uno shock perché, fino a quel momento, molte persone pensavano che SLM fosse essenzialmente morto nell’acqua. Le versioni HL e successive 500 hanno visto l’adozione nella produzione reale e, ora, sono dotate di funzioni utili raccolte in prima linea, come la setacciatura integrata.
Additive Industries, MetalFab1

Girante in titanio realizzata con MetalFab1 di Additive Industries, forse un piccolissimo tocco di finitura è andato in questo.
La stampante MetalFab1 di Additive Industries trasporta i pezzi all’interno di un sistema modulare, quindi non devono essere trasportati o convogliati all’esterno dell’ambiente protetto del sistema. Ciò mantiene la stampante chiusa, più sicura e riduce anche molti costi. L’approccio innovativo dell’azienda ha fatto sì che questa giovane startup conquistasse rapidamente clienti in tutto il mondo in aree così esigenti come l’aviazione commerciale e lo spazio. Questo probabilmente non dovrebbe essere il tuo primo sistema, ma poiché è stato progettato da zero per la produzione in serie, è una macchina chiave da considerare per chi cerca il volume.
GE Additive Concept Laser Serie M2 5
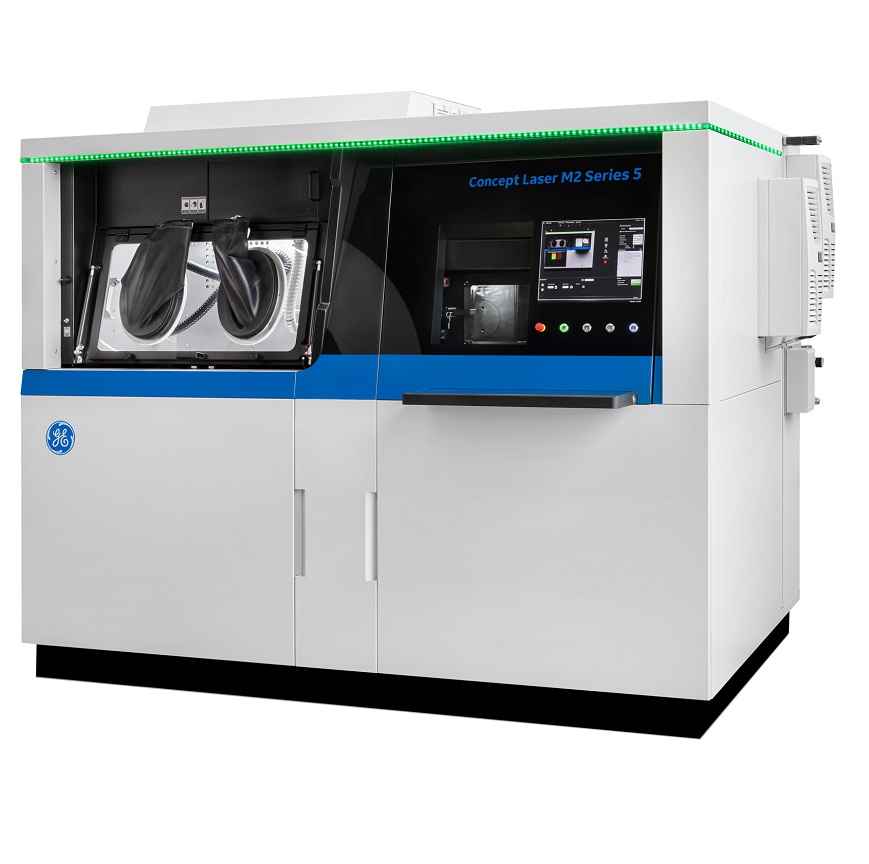
Le macchine di Concept Laser erano note per essere cavalli da lavoro affidabili nel campo dentale. Quello che ha fatto GE è stato prenderne uno e renderlo essenzialmente un sistema aerospaziale. L’azienda ha collaborato con il suo dipartimento di consulenza interno e GE Aviation per ottimizzare, comporre parametri, tracciare, registrare dati e ottimizzarne altri, in modo che la macchina fosse altamente affidabile e ripetibile. M2 ha un modulo di costruzione commutabile in modo da poter gestire parti che rimangono tutte all’interno della camera di gas inerte sicura della macchina dall’esterno. Data l’esperienza di GE, questa è sicuramente una macchina da guardare per il mercato aerospaziale.
EOS M400

Una staffa per antenna satellitare in alluminio progettata da RUAG e CITIM per i satelliti Sentinel dell’ESA, che ha ridotto il 40% del peso della parte .
Il sistema M400 di EOS è un sistema ampio e ad alta produttività che esegue una pratica operazione in due fasi con M290. È relativamente facile testare, sviluppare e realizzare parti sull’M290 e poi trasferirle sull’M400. Questo tipo di ottimizzazione è assolutamente fondamentale perché, ad esempio, significa che un certo numero di partner universitari potrebbe creare nuovi fantastici materiali e i loro apprendimenti possono essere rapidamente implementati sul tuo M290 interno. Quindi, una volta definite le parti su quel sistema, puoi produrre in modo relativamente semplice usando questa bestia di una macchina.
Velo3D Sapphire

La stampante Sapphire di Velo3D ha davvero sorpreso tutti. La startup aveva concentrato molta della sua attenzione sul monitoraggio, l’acquisizione, l’ottimizzazione e il miglioramento di ciò che accade effettivamente nel pool di fusione man mano che le parti vengono costruite. Attraverso il suo software e il suo monitoraggio, sarà in grado di costruire meglio componenti e in alcuni casi persino ridurre la necessità di strutture di supporto. Velo3D ha anche mirato ai produttori, in particolare nel settore aerospaziale, per implementare le sue macchine. Velo3D è potenzialmente molto dirompente per il nostro mercato e sta facendo lavorare tutti gli altri di più.
E-PBF
Coppe acetabolari impilate su un sistema GE EBM gestito da Amplify Additive .
Un’alternativa a L-PBF è EBM o E-PBF. Questo metodo utilizza un fascio di elettroni anziché un laser per sinterizzare strati di polvere di metallo fine in una camera a gas. Come per i componenti realizzati tramite L-PBF, queste parti richiedono anche un’estesa post-elaborazione per la rimozione delle strutture di supporto, necessarie per evitare che le parti si strappino da sole a causa delle differenze di temperatura. Tradizionalmente, l’E-PBF è un po ‘più economico per parte, ma offre una trama della superficie più ruvida. Per l’ortopedia, è necessaria una struttura della superficie ruvida, motivo per cui E-PBF è una tecnologia molto potente per la produzione di coppe acetabolari e altri impianti ortopedici. Allo stesso tempo, il lavoro della NASA, GE e altri ha dimostrato che è possibile creare parti in gradiente con E-PBF e fabbricare oggetti come le pale delle turbine con questa tecnologia.
GE Additive Arcam Spectra H

Il sistema Arcam Spectra H di GE Additive è due volte più potente e significativamente più grande delle precedenti macchine E-PBF. È realizzato per leghe resistenti alle alte temperature, come l’alluminuro di titanio (TiAl), e per la stampa di grandi pale di turbine e altre parti aerospaziali. Questa macchina è stata essenzialmente sviluppata per stampare TiAl (chiamato anche “gamma titanium”), pale di turbina a bassa pressione per il motore GenX (quindi, non le lame nella parte anteriore ma nella parte posteriore).
Se hai bisogno di creare qualcosa con il gamma titanium, questo è praticamente perfetto. Il materiale pesa circa la metà delle superleghe Ni ed è altrettanto resistente. Ora, dato che la necessità di questi intermetallici è un po ‘di nicchia e attualmente limitato ai motori di aerei, Formula 1, e roba di difesa, pensieroso GE fa anche un altro quotidiana Spectra, la Spectra L .
DED
Uno stampo riparato tramite DED di carburo di nichel tungsteno da Laser Cladding Venture (LCV) .
DED è una serie di tecnologie che soffiano polvere o alimentano il filo davanti a una fonte di energia e su un pezzo, solitamente in una camera all’aperto. La testina di stampa 3D può essere posizionata all’interno del CNC esistente o di altre apparecchiature e può applicare molto rapidamente nuovo materiale a una parte esistente o fabbricare nuove parti a un costo relativamente basso.
Chiamo questo mago del formaggio in metallo perché queste tecnologie di rivestimento e saldatura si depositano rapidamente, ma in modo relativamente casuale. Ma è possibile rimuovere i materiali in eccesso con una macchina CNC. DED viene utilizzato per riparare stampi a iniezione, per cose come valvole, ruote dentate o stampi .
Questa ruota dentata è stampata in 3D sull’asse stesso, utilizzando diversi acciai per ottimizzare le prestazioni del pezzo. Immagine LCV .
Optomec LENS 860

Il sistema 860 di Optomec è un mash-up di un centro di lavoro verticale e una testina di stampa DED. Una versione della macchina ha una camera di costruzione protetta, che migliora i risultati, ma esiste anche una versione con camera di costruzione chiusa. Esistono altri ibridi a gas e puoi ottenere la macchina anche con strumenti diversi. L’area di lavoro di 860x600x610 mm è ampia, così come il numero di modi in cui è possibile configurare questa macchina. Optomec ha una notevole esperienza nell’uso della sua tecnologia per riparare parti e aggiungere materiale a parti esistenti per applicazioni molto impegnative.
Sciaky EBAM 300

I sistemi Sciaky sono stati utilizzati per parti fino a 5,79 mx 1,22 mx 1,22 m di dimensione. Sciaky produce alcune delle più grandi stampanti per metalli al mondo e le sue testine di stampa alimentate a doppio filo consentono di utilizzare materie prime a basso costo e anche mescolare i materiali nel pool di fusione. L’azienda è stata in grado di chiudere il ciclo sulla produzione di parti e, con una profonda esperienza e una pistola a fascio elettronico piena di polvere (sì, usano la parola “pistola”), le macchine Sciaky sono in grado di lavorare molti materiali diversi. Molto popolare tra i clienti con molti acronimi.
BeAM Machines Modulo 400

Primo piano di una macchina BeAM che ripara una guarnizione usurata.
Il Modulo di BeAM è una macchina DED integrata e un centro di lavoro sottrattivo con un’area di lavoro di 600 x 400 x 400 mm. Stampa in un ambiente protetto ed è configurato come macchina autonoma, proprio come i suoi fratelli L-PBF. BeAM ha un “flusso di gas coassiale”, che gestisce due diversi flussi di gas nello stesso ugello. Ciò dovrebbe migliorare i risultati di questo sistema di polvere soffiata. È interessante notare che il Modulo è stato progettato per essere containerizzato, il che significa che può essere posizionato in un container. Una soluzione facile da trasportare sarebbe molto allettante da installare su grandi siti per le compagnie petrolifere e del gas e per i militari. L’azienda dispone anche di un sistema più ampio, il Magic .
Trumpf TruLaser Cell 7040

Trumpf è un’azienda a conduzione familiare che produce molti dei laser industriali del mondo e molti utensili e macchine da taglio. Le loro macchine per deposizione laser di metalli (LMD) possono miscelare polvere e saldare con riempitivo, il che significa che materiali diversi possono essere uniti insieme. L’azienda ha inoltre utilizzato la sua considerevole competenza nelle lavorazioni meccaniche per realizzare applicazioni di spalmatura e di ricopertura con diversi materiali possibili con le proprie macchine.
L’apparecchiatura AM di Trumpf può anche essere integrata nelle macchine esistenti dei clienti legacy oppure è possibile acquistare una nuova unità. All’interno di una macchina puoi eseguire operazioni di taglio e stampa 3D lungo il suo immenso volume di costruzione. È inoltre possibile integrare questa macchina in linee di produzione esistenti, rendendola di gran lunga la macchina più capace in termini di integrazione in una serie di processi produttivi.
DMG Mori Lasertec 65 3D Hybrid

DMG Mori è uno dei maggiori produttori di macchine utensili. Nel recente passato, hanno investito molto nella stampa 3D e ora hanno linee di macchine DED e L-PBF. Il loro 3D Hybrid funziona insieme alla fresatura e alla tornitura, mentre il 3D funziona insieme al taglio dei metalli. Con un volume di costruzione di 735 mm per 650 mm per 560 mm, i sistemi ibridi 3D a cinque assi sono pensati per essere combinati con il flusso di lavoro e le apparecchiature esistenti . L’ugello polvere a cinque assi è coassiale e può combinare diversi metalli su un singolo pezzo. Il sistema stesso è a circuito chiuso e dispone di monitoraggio in-process.
Serie Formalloy X.
Un’azienda molto più piccola è Formalloy . L’azienda è emersa con forti legami con alcuni esigenti utenti statunitensi di DED, come JPL e NASA. La sua testa DED può mescolare materiali al volo, il che potrebbe portare a soluzioni interessanti per tutti i tipi di superfici. Puoi acquistarli separatamente per inserire la tua attrezzatura CNC, ma la serie X è una macchina autonoma. L’azienda ha chiuso il ciclo sulla propria soluzione di produzione e offre anche il monitoraggio in-process.
La startup è aggressiva anche sui prezzi, offrendo soluzioni a basso costo che superano il loro peso. Hanno anche lavorato duramente sul lato dei materiali, in particolare la roba spaziale esotica, come Waspalloy, Hanes 230, Stellite 6, cinque diversi gradi di rame, GR Cop 84 (materiale di rame della NASA per le camere di combustione) e anche materiali magnetici e tungsteno carburo. Penso che qualcuno sia in grado di stampare quasi un intero razzo con una macchina.
Applicazioni
DED
DED può essere utilizzato per riporti duri , riparazioni e per la fabbricazione di componenti quali longheroni alari per aeromobili. Limitata nei dettagli, questa tecnologia tradizionalmente può realizzare parti che misurano 5 mx 2 m x 2 m o più grandi. Applicazioni interessanti includono la miscelazione di materiali e la stampa di un nuovo materiale su una parte vecchia fatta dello stesso o di un metallo diverso.
La riparazione di tutti i tipi di blisk delle pale delle turbine è un pilastro per DED. Questa applicazione è stata sperimentata da Optomec e altri.
Questa tecnologia è più adatta per i mercati in cui è necessario riparare componenti di grandi dimensioni e di alto valore. Pensa a settori come petrolio e gas, cantieristica navale e attrezzature militari e industriali. Parti di veicoli di grandi dimensioni e ad alto costo come veicoli spaziali e telai per veicoli di fascia alta potrebbero essere prodotte o riparate con DED. Una speranza è che l’intero telaio possa essere costruito per le autovetture, ad esempio. O che DED verrà utilizzato in un numero sempre maggiore di applicazioni di riparazione per ringiovanire le superfici usurate di ogni tipo di apparecchiatura industriale.
DED non è così eccezionale per parti piccole e dettagliate. In genere, le camere di costruzione all’aperto limitano la precisione. I giocatori in questo mercato includono Optomec , Sciaky , Trumpf , DMG Mori e BeAM . Ci si aspetta l’espansione delle applicazioni industriali e nuovi attori del settore CNC.
E-PBF
Il Trinity PLUS 2 è una coppa acetabolare altamente porosa realizzata con Arcam (GE) EBM da Corin Group . La porosità e la rugosità superficiale erano una limitazione, ma, per questa applicazione, possono essere una caratteristica desiderata e promuovere l’integrazione e l’adesione ossea.
Solo pochi anni fa E-PBF è stato principalmente confrontato con L-PBF e avrebbe perso contro L-PBF su diapositive PowerPoint. Ora, la tecnologia sta guadagnando più trazione nella ricerca e anche nelle applicazioni commerciali. E-PBF è perfetto per l’ortopedia ed è stato in grado di ridurre i costi degli impianti ortopedici e di produrne decine di migliaia. Potenzialmente inferiore a L-PBF, può essere utilizzato anche per molte delle stesse applicazioni.
Per lo spazio commerciale, l’aviazione e le applicazioni militari, l’E-PBF è davvero una tecnologia molto rilevante. Molti stanno riconsiderando la tecnologia mentre passano alla produzione, dove la sua parte inferiore e il costo della polvere iniziano davvero ad avere importanza. GE domina virtualmente completamente EBM in termini di copertura brevettuale e macchine installate attraverso la sua unità Arcam . Ma ora artisti del calibro di Freemelt, JEOL e Wayland Additive stanno fornendo alternative.
L-PBF
Un componente del deragliatore CeramicSpeed progettato da DTI stampato in Ti su SLM Solutions SLM 500 .
L-PBF è la tecnologia di stampa 3D in metallo più matura e ampiamente utilizzata. L’azienda tedesca EOS è leader di mercato qui, seguita da GE e SLM Solutions. DMG Mori, Trumpf, Farsoon e molti altri sono entrati in questo mercato di recente. Additive Industries ha davvero scosso le cose con sistemi altamente produttivi che gestiscono molte operazioni di post-elaborazione sulla macchina. Velo3D sta recentemente facendo scalpore grazie all’uso di un maggiore monitoraggio in linea e controllo dei processi per ridurre le strutture di supporto.
L-PBF si sta facendo strada nel settore automobilistico ed è utilizzato anche in ortopedia. Nello spazio, così come nell’aviazione, la tecnologia è ora ampiamente utilizzata. Un grande vantaggio potrebbero benissimo essere le implementazioni di spazi commerciali che sono cresciute rapidamente negli ultimi tempi. La tecnologia si sta muovendo verso parti e materiali più qualificati e più applicazioni di produzione ora.
BMP
Il binder jetting è stato ampiamente sperimentato da ExOne e l’azienda statunitense sta implementando grandi sistemi di binder jetting industriali in tutto il mondo. Il clamore schiumoso, tuttavia, è incentrato su sistemi BMP industriali più compatti che potrebbero trovare posto nelle officine e nei siti di produzione in tutto il mondo. Desktop Metal ha appena rilasciato uno di questi e sia GE che HP ci stanno lavorando.
Se questi sistemi hanno successo, possono espandere notevolmente il mercato della stampa su metallo. Da poche migliaia di installazioni oggi potremmo vedere decine di migliaia di installazioni in un futuro molto prossimo. Tuttavia, sono cauto con BMP.
Problemi di processo significano che, in generale, questi sistemi potrebbero essere adatti per serie qualificate di parti a migliaia. Ma in quali parti e serie specifiche questi componenti avranno senso rispetto alle tecnologie esistenti? E in che modo le persone prenderanno i disegni e faranno il lavoro necessario per renderli stampabili? Avranno la forza lavoro per far funzionare questi sistemi e la formazione per prendere parti e renderli stampabili? È solo l’inizio, quindi sono cautamente ottimista per un numero limitato di applicazioni e aziende che dispongono delle competenze necessarie. A lungo termine, con il software e le apparecchiature di elaborazione giusti, sono ottimista.
Caveat Emptor
Compratore stai attento. Il miglior consiglio che posso darti su una stampante in metallo è di non comprarne una. Ci sono molti uffici di servizio là fuori che sono eccellenti. Le stampanti in metallo sono difficili da padroneggiare ed è ancora più complesso farle funzionare all’interno dei requisiti stabiliti e della catena di fornitura.
Se lavori nello spazio, ortopedia, aviazione, collettori, industria automobilistica, costruzione di macchine, beni strumentali in generale, edilizia, agricoltura, petrolio e gas, nucleare, produzione di energia, con dissipatori di calore, qualsiasi tipo di valvola o ugello o qualsiasi cosa si muova, generalmente devi arrivare a una profonda comprensione di queste tecnologie. Stanno avendo un impatto reale e profondo sul tuo settore. In altri settori, gli impatti sono meno chiari. L’implementazione della stampa su metallo è una cosa difficile da fare, ma può avere un grande impatto sulla tua attività.