Creazione di una macchina AM in metallo delle dimensioni di un veicolo
Le società di stampa 3D MELD Manufacturing e Ingersoll Machine Tools stanno collaborando per sviluppare stampanti 3D di grande formato per il progetto del sottoscocca senza giunti dei mezzi dell’esercito americano, che possono essere utilizzate per sviluppare interi veicoli utilizzando la produzione additiva. Le stampanti 3D previste dovrebbero essere in grado di consentire volumi di costruzione da 1.000 x 1.000 x 1.000 mm a 6.000 x 4.500 x 2.000 mm.
L’esercito americano sta collaborando con il produttore di stampanti 3D Ingersoll , parte del Gruppo Camozzi, e la società statunitense MELD Manufacturing al progetto Jointless Hull. Avevamo già parlato del progetto .
Il piano è quello di sviluppare una stampante 3D in metallo che sarà in grado di produrre parti delle dimensioni di un intero veicolo. L’esercito vuole utilizzarlo per stampare carrozzerie complete di veicoli, che in questo modo richiedono meno saldature, offrono una minore usura del materiale e possono essere prodotte in modo più economico. Si dice anche che la stampa 3D migliori la durata dello scafo contro gli attacchi sottoscocca. La forgiatura, la formatura e la saldatura non si sono dimostrate sufficienti. La produzione additiva offre anche maggiori possibilità nella lavorazione dei materiali e nella produzione flessibile.
Norbert J. Kott, US Army DEVCOM-GVSC Materials, Additive Manufacturing, dichiara:
“Le capacità dei sistemi AM di creare componenti metallici di grandi dimensioni, come B. intere carrozzerie di veicoli, sono ancora nella loro infanzia. Sono state dimostrate alcune capacità di AM in metallo che hanno vincoli dimensionali ampi su un piano o asse. I sistemi standard disponibili in commercio per le tecnologie AM in metallo hanno generalmente un volume massimo di costruzione dell’ordine di 1.000 x 1.000 x 1.000 m e offrono molte possibili applicazioni”.
Le minacce sottoscocca , vale a dire li mine sulle strade, sono un problema secolare per tutti i veicoli militari di terra. Durante la guerra del Vietnam è stato stimato che il 73% di tutte le perdite di veicoli sono state subite a causa di mine antiuomo e anticarro. Sebbene gli sviluppi nella manovrabilità e nei sistemi di protezione abbiano aiutato il combattente a evitare tali minacce, il rapido rifornimento dell’inventario del sottoscocca dei veicoli rimane fondamentale.
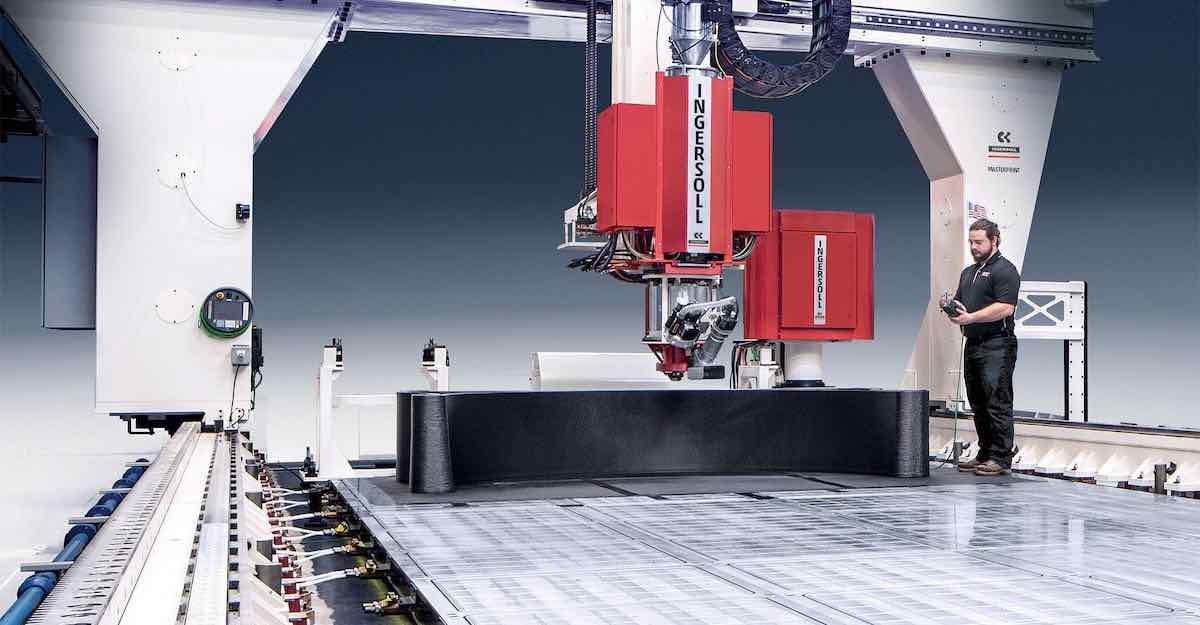
Il team di progetto Jointless Hull in piedi sotto lo strumento su vasta scala in fase di produzione.
I precedenti programmi Army ManTech per scafi sottoscocca si concentravano su tecnologie come la forgiatura e la formatura per strutture di scafo consolidate e saldatura ad arco interrato ad alta energia per ridurre al minimo la porosità della saldatura. L’attenzione si è concentrata sui metodi di fabbricazione per scafi sottoscocca più spessi di veicoli che richiedevano meno giunti saldati durante la produzione, aumentando direttamente la durata dello scafo contro gli attacchi sottoscocca. Sono stati in grado di dimostrare una fabbricazione e una qualità dei materiali di successo, ma hanno limitato la libertà di progettazione geometrica e l’agilità nella produzione. Una tecnologia veramente versatile consente l’esplorazione di nuovi concetti di design, implementazione rapida e flessibilità per adattarsi a più piattaforme di veicoli. La forgiatura, la formatura e la saldatura non erano adatte alle esigenze del programma del veicolo.
Le tecnologie di produzione additiva (AM) presentano nuove opportunità nella lavorazione dei materiali e nella fabbricazione flessibile che forniscono una strada convincente per la produzione di nuovi concetti di scafo di veicoli.
Un metodo di produzione additiva può essere generalmente descritto come un sistema di fabbricazione a forma libera che crea una parte controllando digitalmente un’unità di elaborazione del materiale per costruire la parte uno strato alla volta nella forma progettata. Un processo di produzione additiva non richiede strumenti aggiuntivi come stampi e matrici. Contrariamente alla produzione additiva, la produzione sottrattiva inizia con una massa di materiale (blocco, piastra, barra, ecc.) e rimuove selettivamente il materiale non necessario fino a quando la forma della parte progettata rimane.
Le capacità del sistema AM per la creazione di componenti metallici di grandi dimensioni, come interi scafi di veicoli, sono ancora agli inizi. Sono state dimostrate alcune capacità di AM in metallo che hanno restrizioni dimensionali, grandi su un piano o asse. I sistemi disponibili in commercio per le tecnologie AM metalliche generalmente hanno volumi di costruzione massimi dell’ordine di 1 x 1 x 1 m e possono consentire molte opportunità applicative. Negli ultimi anni sono stati dimostrati sistemi di produzione additiva (AM) su vasta area (>1 m3), principalmente per la lavorazione di materiali polimerici e quindi limitati principalmente alle applicazioni di utensili. È necessario ridimensionare la tecnologia disponibile e le capacità della macchina su piattaforme più grandi per consentire una capacità versatile di accedere a un’ampia gamma di applicazioni su larga scala, in particolare nel metallo.
Panoramica del progetto: creazione di una grande macchina AM in metallo
Rendering CAD dello strumento di sottosezione.
ASTRO America, ALMII e DEVCOM-GVSC dell’esercito americano hanno collaborato a un programma sponsorizzato per produrre un sistema AM in metallo su larga scala per l’arsenale di Rock Island dell’esercito americano per realizzare parti metalliche su larga scala comuni nei veicoli terrestri dell’esercito. La visione del programma è quella di combinare macchine utensili di grande formato, storicamente collaudate in vari settori, e tecnologie di produzione additiva per ridurre i tempi di produzione. La capacità risultante consentirà la produzione additiva di metalli su una scala che non è stata ampiamente dimostrata o disponibile, non solo per i sistemi di veicoli terrestri ma in tutte le applicazioni su larga scala. Consentire la stampa di parti metalliche così grandi aprirà nuove opportunità per le applicazioni e amplierà gli usi dei processi di produzione additiva.
Il progetto attuale produrrà e consegnerà due macchine separate. La prima macchina avrà la capacità di stampare e lavorare una parte fino a 1 x 1 x 1 m di dimensione e, come dimostratore fondamentale, parti di quel volume di costruzione (Figure 1a e 2a). Questa macchina verrà utilizzata per condurre lo sviluppo del processo richiesto, le strategie di stampa e la pianificazione del percorso di stampa necessarie per la costruzione di parti fino al suo limite di dimensioni, nonché per le parti che verranno costruite sulla seconda macchina più grande. La seconda macchina più grande avrà la capacità di stampare e lavorare parti all’interno del suo volume di costruzione di 10 x 6,5 x 4 m (lunghezza x larghezza x altezza) (Figure 1b e 2b). La figura 1b mostra un rendering tridimensionale del secondo sistema a grandezza naturale che verrà prodotto alla fine di questo programma. Ad oggi,
Panoramica del team: competenza separata, obiettivo comune
Il team selezionato per il progetto per la progettazione, la costruzione e lo sviluppo delle macchine è uno sforzo collaborativo composto da un integratore di sistemi, uno sviluppatore di hardware e software industriale e uno sviluppatore di processi AM in metallo. La combinazione di questa esperienza consente a questo team di creare una capacità mai vista prima.
Rendering CAD dello strumento di sottosezione.
I membri del team che collaborano a questo progetto includono:
Ingersoll Machine Tools, Rockford, Illinois: costruttore di macchine utensili con una vasta esperienza nella costruzione di sistemi robotici per la lavorazione dei compositi nell’industria aerospaziale (ovvero componenti “extra-large”). Usano componenti e software standard (in particolare Siemens), ma costruiscono sistemi a portale e integrano i sistemi. Hanno recentemente adattato prodotti per la stampa su larga scala, 23 piedi di lunghezza (7 m), strumenti compositi.
Siemens Industry, Inc., Elk Grove Village, Illinois: Il team Siemens selezionato per partecipare a questo programma si concentra su applicazioni multiasse basate su CNC e simulazioni di processo. L’intento è che il sistema AM su larga scala utilizzi prodotti hardware e software disponibili in commercio e inizi a creare routine di pianificazione del processo uniche per il sistema.
MELD Manufacturing Corp., Christiansburg, Virginia: lo sviluppatore del processo MELD (denominato anche deposizione additiva per frizione e agitazione), MELD Manufacturing Corp. sta producendo e fornendo i sistemi di deposizione che consentiranno il componente additivo di queste grandi macchine AM metalliche . La loro tecnologia di lavorazione brevettata utilizza materia prima lavorata in un processo allo stato solido che si basa su una grave deformazione plastica per depositare il materiale nel punto di deposizione.
Cosa significa creare una AM in metallo su larga scala
Per il progetto sono state prese in considerazione tutte le tecnologie di additivi metallici disponibili in commercio. Tuttavia, esiste un piccolo sottoinsieme che è adatto e in grado di essere ridimensionato per produrre componenti nell’ambito dei requisiti dimensionali del progetto. La configurazione scelta per la macchina di grandi dimensioni è una macchina a portale mobile con l’utensile per la stampa e la lavorazione dei metalli montato direttamente su un asse (direzione Z) della macchina. Questa configurazione è favorevole alla manipolazione di componenti metallici di grandi dimensioni (pesanti) e consente una manipolazione flessibile dei metodi di produzione, inclusa l’integrazione di più tecnologie di produzione, in questo caso l’aggiunta di una capacità di lavorazione.
La stampa di parti di grandi dimensioni richiede una grande quantità di materiale e la gestione della materia prima per il processo è un’altra considerazione importante. Molte popolari tecnologie di produzione additiva di metalli utilizzano polveri metalliche come materia prima. Mentre i sistemi di deposizione di energia diretta alimentati a polvere (o polvere soffiata) hanno dimostrato la capacità di scalare a dimensioni maggiori, le tecnologie basate sui letti di polvere non lo hanno fatto. Mentre lo sviluppo di queste tecnologie per sistemi su larga scala è in corso, le sfide intrinseche relative alla manipolazione e alla lavorazione delle polveri metalliche rimarranno e saranno amplificate man mano che i sistemi scalano a dimensioni maggiori.
Sfide e ridimensionamento per parti di grandi dimensioni
Nella produzione additiva l’unione di materiale da uno strato all’altro è un aspetto critico del processo e della tecnologia. L’unione del materiale è una delle differenze fondamentali tra i processi di produzione additiva e sottrattiva. In molti processi di produzione additiva di metalli l’unione del materiale è un processo basato sulla fusione, che richiede il riscaldamento della materia prima e del materiale dello strato precedente oltre la temperatura di fusione per consentire l’unione tramite fusione e successiva rapida solidificazione del metallo depositato. Con un attento controllo dell’energia impartita al materiale durante il processo è possibile stampare in modo accurato (con laser o fasci di elettroni) o rapidamente (con alimentazione a filo o polvere) materiale e costruire parti.
Tuttavia, il processo di giunzione a base di fusione può presentare sfide con l’aumento della scala dimensionale. Quando si fabbricano parti di grandi dimensioni, i problemi con lo stress residuo derivante dalla fusione e dalla solidificazione ripetute del materiale possono presentare problemi con il mantenimento delle tolleranze geometriche nella stampa di una parte. All’aumentare della scala dimensionale delle parti, il problema dello stress residuo viene esacerbato a causa degli effetti cumulativi man mano che la parte diventa sempre più grande.
Sono stati considerati metodi AM a temperatura più bassa per aiutare a ridurre lo stress e l’accumulo di stress creato nel processo. L’esclusivo processo additivo a stato solido basato su attrito e agitazione di MELD Manufacturing è stato selezionato come il più promettente per soddisfare le esigenze di dimensioni e materiale del nostro sistema su larga scala. La tecnica consiste in una spalla cava e rotante in cui il materiale viene alimentato e depositato su un substrato. La rotazione e la pressione dalla testa dell’utensile sulla materia prima provoca la deformazione plastica e il flusso di materiale che lo deposita su un substrato o uno strato precedentemente depositato.
Sottosezione Montaggio utensile scafo senza giunti in corso.
Come altre tecniche AM basate sulla deposizione, la testa di deposizione viene attraversata attorno all’area di costruzione della macchina, depositando tipicamente una singola traccia di materiale dell’ordine di 1 mm di spessore e 38 mm di larghezza. Poiché il processo MELD è un processo allo stato solido, il materiale viene mantenuto al di sotto della sua temperatura di fusione, evitando la fusione e la solidificazione ripetute del materiale e riducendo al minimo i gradienti termici estremi e lo stress residuo eccessivo. Il processo allo stato solido di MELD consente di depositare materiale mantenendo le temperature al 60-90 percento della temperatura di fusione del materiale. Inoltre, il processo allo stato solido evita la fessurazione del materiale derivante dall’accumulo di sollecitazioni e può ridurre (o prevenire) la formazione di vuoti (cioè porosità) che possono essere osservati con i processi AM basati sulla fusione. Poiché le parti fabbricate MELD sono stampate completamente dense, non richiedono lavorazioni secondarie per rimuovere eventuali difetti volumetrici come vuoti o porosità. Inoltre, è stato riportato che il processo MELD produce una struttura a grana fine equiassiale che si traduce in migliori prestazioni del materiale nello stato “come stampato”, al contrario delle tecnologie di additivi a base di fusione o dei componenti fusi che mostrano grani solidificati direzionalmente più grandi e materiale inferiore prestazioni nello stato “come stampato/come stampato”.
La temperatura di lavorazione del materiale inferiore della tecnologia MELD ha evidenziato alcuni vantaggi rispetto ai metodi di produzione più tradizionali e ad altri sistemi AM su larga scala. Ad esempio, poiché il materiale viene stampato a temperature inferiori alla temperatura di fusione del materiale, il sistema stesso non richiede una camera specializzata (ad es. camera a vuoto, ambiente con gas inerte, trattamento avanzato dell’aria). La macchina opera e stampa le parti in ambienti aperti, tipo magazzino, tipici della produzione. Non essere limitato o confinato da una camera della macchina e dai relativi requisiti operativi consente anche flessibilità e riconfigurabilità del processo e richiede anche meno tempo per la preparazione della produzione necessaria per un determinato componente. Il processo MELD è indipendente dal materiale, il che significa che possiamo studiare materiali futuri al di là di quello che potrebbe essere lo stato attuale dell’arte. I materiali di nuova generazione non ancora sviluppati potrebbero offrire prestazioni ancora migliori.
Conclusione
Assemblaggio dell’utensile dello scafo senza giunti su vasta scala in corso.
Per consentire la produzione additiva di metalli, su scale sufficientemente grandi da sostenere i veicoli terrestri dell’esercito, molte sfide e approcci devono essere considerati e affrontati dal sistema sviluppato in questo programma. L’obiettivo è creare un sistema in grado di fabbricare rapidamente grandi strutture metalliche per un’ampia gamma di applicazioni che richiedono le proprietà dei materiali metallici. Dopo aver considerato le sfide e i limiti dei processi AM in metallo con il potenziale di scalare a dimensioni maggiori, è stato stabilito che un processo a stato solido era il migliore per consentire la scala di dimensioni prevista. Nell’ambito dello sviluppo della macchina del progetto, i campioni dei materiali di fabbricazione verranno testati e analizzati per ottimizzare le condizioni di lavorazione del sistema e caratterizzare le proprietà dell’uso finale. In definitiva,