Il ritorno sulla Terra dei campioni raccolti su Marte è una delle sfide più complesse della futura esplorazione planetaria. Non si tratta soltanto di raggiungere il pianeta rosso, raccogliere materiali geologici e portarli nello spazio. Il punto critico è riportare quei campioni intatti sulla Terra, proteggendoli durante una fase di rientro che sottopone la capsula a carichi elevati, urti e vincoli di massa molto severi.
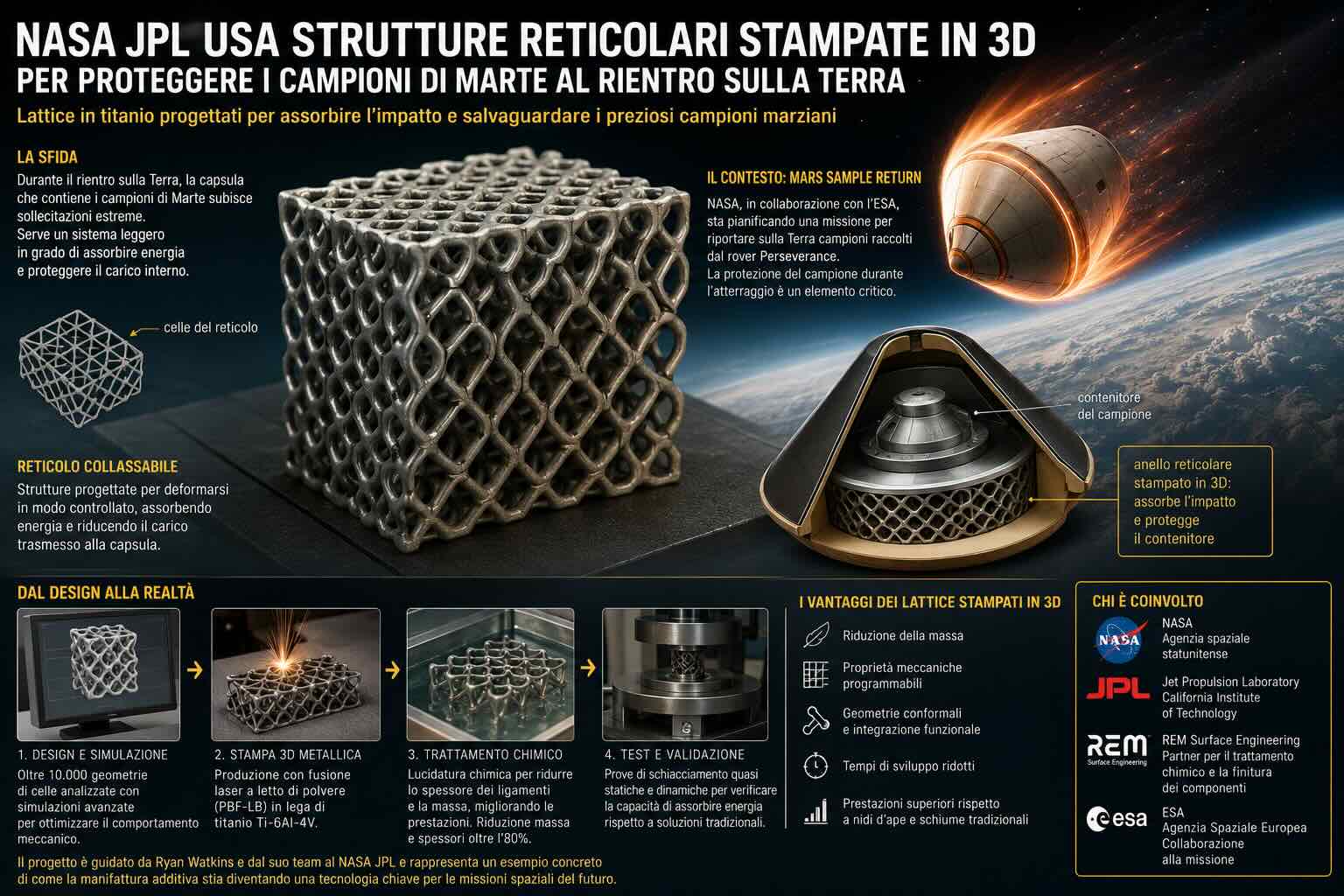
In questo contesto si inserisce il lavoro del Jet Propulsion Laboratory della NASA, gestito dal California Institute of Technology, sulle strutture reticolari stampate in 3D per l’assorbimento dell’impatto. Il progetto è legato alla campagna Mars Sample Return, pianificata da NASA con la collaborazione dell’Agenzia Spaziale Europea, con l’obiettivo di riportare sulla Terra campioni raccolti dal rover Perseverance nel cratere Jezero. NASA descrive Mars Sample Return come una campagna multi-missione destinata a portare sulla Terra campioni selezionati di roccia, suolo e atmosfera marziana, così da analizzarli in laboratori terrestri con strumenti non disponibili su un rover.
Il problema: atterrare duro senza distruggere il carico
La parte più interessante per chi segue la manifattura additiva riguarda il sistema di protezione del carico. In alcune architetture di rientro, la capsula che contiene i campioni non viene trattata come un veicolo da atterraggio morbido tradizionale. L’idea è assorbire l’energia dell’impatto attraverso materiali e strutture progettate per deformarsi in modo controllato. In altre parole, alcuni componenti devono “rompersi bene”: non devono restare integri, ma devono schiacciarsi secondo una curva prevedibile, dissipando energia e proteggendo ciò che si trova all’interno.
È qui che entrano in gioco le crushable lattices, cioè strutture reticolari collassabili stampate in 3D. Non sono semplici alleggerimenti estetici o geometrie complesse usate perché “si possono stampare”. Sono elementi funzionali progettati per controllare il modo in cui una struttura cede sotto carico. Nelle applicazioni spaziali questo è importante perché ogni grammo conta, ma anche perché la protezione deve essere ripetibile, qualificabile e compatibile con requisiti di missione molto rigidi.
Secondo il materiale tecnico NASA JPL sul progetto Tunable Additively-Manufactured Impact Attenuation System for Entry, Descent, and Landing, il gruppo guidato da Ryan Watkins lavora a strutture reticolari stampate in 3D a proprietà spazialmente variabili, con l’obiettivo di ridurre massa, costo e tempi di produzione dei sistemi di attenuazione d’impatto per applicazioni di ingresso, discesa e atterraggio. Nel team compaiono anche Adam Duran, Eleni Comstock, Marcello Gori, Robert Crocco, Morgan Hendry, Samad Firdosy e Andre Pate.
Perché non bastano schiume e honeycomb tradizionali
I sistemi di assorbimento d’energia esistono da tempo. Schiume metalliche, strutture a nido d’ape e materiali collassabili sono usati in diversi settori, dallo spazio all’aeronautica, fino all’automotive. Il limite è che le tecnologie convenzionali permettono un numero ristretto di geometrie e materiali. Quando si lavora su una capsula spaziale, invece, può servire una struttura con proprietà diverse in zone diverse: più rigida in un’area, più cedevole in un’altra, sagomata intorno a un volume complesso e capace di adattarsi a vincoli interni molto precisi.
La stampa 3D consente di uscire da questa logica. Un reticolo additivo può essere progettato partendo dalla funzione, non solo dalla forma. Le celle possono cambiare dimensione, spessore e orientamento; il componente può seguire superfici curve; il materiale può essere distribuito dove serve. TCT ha riportato che a JPL vengono esplorate strutture reticolari in titanio stampate in 3D come attenuatori d’energia per missioni di ritorno campioni, proprio perché la fase finale può prevedere un atterraggio duro sulla Terra.
Nel caso NASA JPL il confronto non è solo tra “pezzo stampato” e “pezzo tradizionale”, ma tra due modi diversi di progettare l’assorbimento d’urto. Il nido d’ape commerciale offre una risposta nota, ma meno flessibile. Il reticolo stampato può essere ottimizzato per una traiettoria di carico specifica, con una geometria che non sarebbe realizzabile con i processi standard.
Il ruolo della stampa 3D metallica
Il progetto è basato su reticoli metallici, in particolare su leghe di titanio. La dicitura riportata da REM Surface Engineering per il progetto premiato è PBF-LB/Ti-6Al-4V Crush Lattices for Mars Sample Return Mission, quindi una produzione con fusione laser a letto di polvere su lega di titanio Ti-6Al-4V.
La scelta del titanio è coerente con le esigenze spaziali: buona resistenza specifica, comportamento meccanico adatto a componenti strutturali e ampia esperienza in ambito aerospaziale. La parte più delicata, però, non è soltanto stampare il reticolo. Le strutture a celle sottili richiedono controllo dimensionale, gestione della rugosità, rimozione delle polveri e post-processing. Una variazione minima nello spessore dei ligamenti può cambiare la forza necessaria per schiacciare la struttura e, di conseguenza, l’energia assorbita.
Per questo il progetto non va letto come “NASA stampa un pezzo in 3D e lo mette in una missione”. È un processo più articolato: progettazione computazionale, simulazione, stampa, trattamento chimico, prove statiche e dinamiche, validazione e qualificazione.
Post-processing: il trattamento chimico diventa parte della funzione
Uno degli aspetti più interessanti riguarda il ruolo di REM Surface Engineering. Nel progetto premiato alla competizione tecnica AMUG 2025, NASA JPL ha lavorato con REM su un processo di lucidatura chimica per ridurre in modo controllato lo spessore dei ligamenti e la massa complessiva dei componenti. Metal AM riporta che il trattamento ha permesso di ridurre massa e spessori di oltre l’80%, mantenendo la massa finale entro lo 0,5% del target.
Questo passaggio è importante perché sposta il post-processing da semplice operazione estetica a strumento di progettazione meccanica. Nel caso di un reticolo collassabile, la superficie non serve solo a “fare bella figura”: incide sulla resistenza, sulla ripetibilità della deformazione e sul modo in cui la struttura assorbe energia.
Il poster tecnico NASA JPL indica anche un processo di chemical etching sviluppato per migliorare le prestazioni meccaniche e ottenere basse densità relative. Lo stesso materiale riporta una riduzione della rugosità superficiale del 50%, una riduzione della densità relativa del 75% e un miglioramento del 15% nella resistenza allo schiacciamento e nell’efficienza di assorbimento rispetto a honeycomb commerciali testati in condizioni quasi statiche e dinamiche.
UnitcellHub e progettazione guidata dai dati
Un altro elemento del lavoro JPL è lo sviluppo di strumenti software per selezionare e progettare celle reticolari. NASA JPL indica un tool web-based basato su dati di simulazione di oltre 10.000 geometrie di celle elementari, pensato per aiutare gli ingegneri a scegliere la cella più adatta all’applicazione.
REM Surface Engineering cita anche UnitcellHub, descritto come strumento open-source per il lattice design, collegato allo sviluppo di questi componenti collassabili.
Questo è un passaggio da seguire con attenzione. Nella stampa 3D industriale il vantaggio non è solo la macchina, ma l’intero flusso digitale. La possibilità di generare, simulare e confrontare molte architetture cellulari cambia il modo in cui si progetta un componente. Il reticolo non viene scelto a catalogo: viene costruito in base alla funzione, poi prodotto e rifinito per avvicinarsi alla risposta meccanica richiesta.
Ryan Watkins e il percorso verso l’hardware di missione
Il lavoro è associato in modo diretto a Ryan T. Watkins, ricercatore e tecnologo del NASA Jet Propulsion Laboratory. Il suo profilo JPL indica attività su ottimizzazione topologica, strutture reticolari, manifattura additiva, meccanica non lineare e leghe a memoria di forma. Nel 2025 Watkins ha ricevuto il North Star Award per il contributo alle tecnologie di reticoli collassabili stampati in 3D e al software collegato, con impatto su Mars Sample Return e su nuovi concetti di missione.
Il punto centrale non è soltanto tecnico. Portare una geometria nuova, prodotta con additive manufacturing, dentro un programma spaziale richiede fiducia, documentazione, prove e un linguaggio comune con i team di missione. L’additive manufacturing nello spazio non può vivere di dimostrazioni isolate: deve entrare nei processi di qualifica. In questo senso il caso JPL è utile anche per l’industria: mostra che la stampa 3D diventa davvero interessante quando smette di essere un esercizio di forma e diventa un sistema ingegneristico verificabile.
Un progetto dentro una missione ancora in evoluzione
Mars Sample Return resta una campagna in fase di definizione. NASA ha annunciato un percorso con due architetture di atterraggio da valutare, con l’obiettivo di scegliere una direzione nella seconda metà del 2026. Una delle opzioni si appoggia a tecnologie già dimostrate, come lo sky crane usato per Curiosity e Perseverance; l’altra guarda a nuove capacità commerciali per portare il lander sulla superficie marziana.
Questo significa che i dettagli finali della missione possono cambiare. Le strutture reticolari JPL vanno quindi lette come una tecnologia abilitante: un modo per affrontare il problema dell’assorbimento dell’impatto con componenti più leggeri, conformabili e progettati su misura. Anche qualora l’architettura finale venisse modificata, il lavoro sui lattice collassabili resta rilevante per altre missioni di rientro, atterraggio o protezione di carichi sensibili.
Lo stesso poster JPL cita applicazioni potenziali non solo per Mars Sample Return, ma anche per future missioni come Europa Lander, indicando benefici in termini di flessibilità progettuale, riduzione di massa, geometrie conformali e tempi di prototipazione.
Il collegamento con AMAA 2026
Il tema viene riportato anche nel contesto di Additive Manufacturing Advantage: Aerospace, Space and Defense 2026, evento online promosso da 3D Printing Industry e previsto per il 9 luglio 2026. Il programma è dedicato al passaggio dell’additive manufacturing dalla possibilità tecnica all’esecuzione industriale, con attenzione a qualifica, ripetibilità, certificazione e impiego in settori come spazio, aerospazio e difesa.
È un contesto coerente con il caso NASA JPL: qui la stampa 3D non viene usata per mostrare una forma complessa, ma per risolvere un problema fisico preciso. Un reticolo deve assorbire energia. Deve farlo con una massa ridotta. Deve essere riproducibile. Deve poter essere testato e documentato. Deve rientrare in un sistema spaziale dove ogni parte è collegata a vincoli di sicurezza, massa e affidabilità.
Perché questo caso conta per la manifattura additiva
Il progetto NASA JPL sulle crushable lattices per Mars Sample Return racconta bene una fase matura dell’additive manufacturing. Non basta più dire che una geometria sarebbe impossibile da realizzare con metodi tradizionali. La domanda vera è: quella geometria offre una funzione misurabile? Riduce massa? Migliora la risposta meccanica? Può essere qualificata? Può essere prodotta con tolleranze controllate? Può essere rifinita senza perdere il comportamento previsto?
Nel caso dei reticoli collassabili la risposta passa da un’intera catena di sviluppo: calcolo, simulazione, stampa metallica, trattamento superficiale, prove di schiacciamento e confronto con soluzioni commerciali. È qui che la stampa 3D si avvicina alle applicazioni spaziali più serie: non come scorciatoia produttiva, ma come strumento per progettare strutture che assorbono energia in modo programmato.
Per Stampare in 3D questo è il punto più interessante: l’additive manufacturing non entra nella missione perché “fa pezzi leggeri”, ma perché permette di progettare il cedimento. In una capsula che deve proteggere campioni marziani durante il rientro sulla Terra, anche il modo in cui un componente si rompe può diventare una funzione ingegneristica.