L’Oak Ridge National Laboratory, attraverso la sua Manufacturing Demonstration Facility, ha sviluppato un metodo di produzione additiva per realizzare strutture composite ibride che partono da una superficie piana e possono poi essere piegate in una forma tridimensionale.
Il principio è semplice da spiegare, ma complesso da rendere affidabile: invece di costruire un componente composito dentro uno stampo rigido, i ricercatori depositano materiali funzionali su un supporto flessibile, progettando già nella fase di stampa le zone rigide, le aree di piega e le geometrie di rinforzo. Il risultato è un componente che nasce come pannello e viene poi trasformato in una struttura 3D attraverso una sequenza di piegatura.
La ricerca è stata condotta presso la Manufacturing Demonstration Facility di ORNL, una struttura del Dipartimento dell’Energia degli Stati Uniti dedicata allo sviluppo e al trasferimento di tecnologie di manifattura avanzata. Il lavoro coinvolge il gruppo della Manufacturing Science Division, con Steven Guzorek come ricercatore principale, insieme ad Ahmed Arabi Hassen, Katie Copenhaver, Duncan Frazier, Brian Post e Tyler Smith.
Perché evitare lo stampo nei compositi
La produzione tradizionale di compositi offre componenti leggeri, resistenti e adatti a molte applicazioni industriali. Il problema è che, per molti pezzi, la forma finale richiede stampi, dime, attrezzaggi, tempi di preparazione e spazi per lo stoccaggio degli utensili.
Questo ha un impatto diretto sui costi. Se bisogna produrre migliaia di pezzi identici, lo stampo può essere giustificato. Se invece il componente è unico, personalizzato o destinato a una piccola serie, il costo dell’attrezzaggio diventa una barriera. Ogni modifica geometrica può richiedere un nuovo stampo o almeno una rilavorazione, rallentando il passaggio dal progetto alla parte finita.
Il lavoro di ORNL prova ad affrontare questo punto. La forma non viene più imposta da una cavità rigida esterna, ma viene incorporata nel disegno del pannello stampato. Le linee di piega, i rinforzi e le zone strutturali sono programmati direttamente nel pezzo.
In questo modo la geometria tridimensionale nasce da una combinazione di materiale, schema di deposizione e piegatura controllata.
Il ruolo dell’origami nella progettazione
Il riferimento all’origami non va inteso come un elemento estetico. Nei compositi sviluppati da ORNL, l’ispirazione origami riguarda il modo in cui una superficie piana può diventare una forma tridimensionale stabile.
Nella carta, la piega definisce il passaggio da un foglio a un volume. Nei compositi, la situazione è più complessa perché il materiale deve sopportare carichi, mantenere la forma, evitare delaminazioni e conservare una certa integrità meccanica. Il pannello non deve soltanto piegarsi: deve diventare un componente funzionale.
Per ottenere questo comportamento, ORNL combina aree flessibili e aree rigide. Le zone che devono piegarsi restano più libere, mentre le parti che devono resistere vengono rinforzate con materiali compositi depositati in modo selettivo. La parte piana, quindi, contiene già la mappa della futura struttura.
Questo approccio permette anche di costruire oggetti più grandi dell’area utile della macchina di stampa. Se il componente viene prodotto come pannello piatto, può essere stampato, movimentato e poi piegato in una configurazione più voluminosa.
Come è costruito il materiale
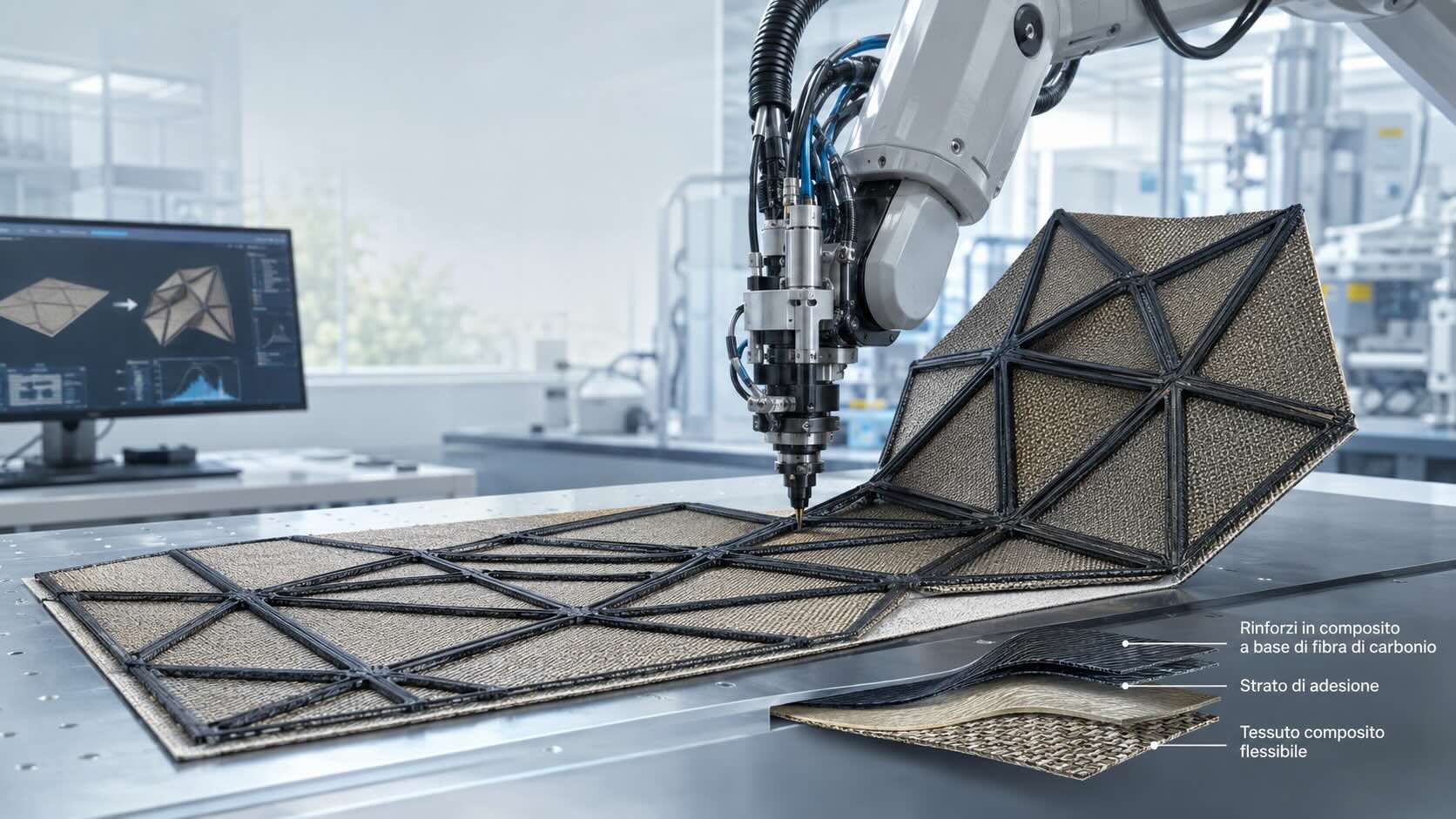
La struttura descritta da ORNL parte da un supporto tessile ad alta resistenza. Il laboratorio cita basi in nylon, fibra di vetro o fibre composite impregnate con resina. Questo supporto è l’elemento flessibile del sistema, la parte che consente al pannello di essere manipolato e piegato.
Sopra il tessuto viene depositato uno strato di integrazione o adesione. Un esempio indicato è il poliuretano termoplastico, spesso abbreviato in TPU. Questo strato serve a creare compatibilità tra il supporto flessibile e i materiali più rigidi che arrivano dopo.
La fase successiva riguarda il rinforzo. ORNL indica materiali termoplastici compositi, come ABS caricato con fibra di carbonio, oppure formulazioni termoindurenti a base stirenica o epossidica. La scelta dipende dalle proprietà richieste: leggerezza, rigidità, controllo della forma, durabilità o comportamento sotto carico.
La parte interessante è l’interfaccia tra questi strati. Nei compositi, il punto debole è spesso il collegamento tra materiali diversi. Se il rinforzo non aderisce bene al tessuto, il componente può separarsi, sfogliarsi o perdere prestazioni. Per questo il gruppo ORNL ha lavorato sulla compatibilità chimica tra i materiali, cercando una connessione forte tra griglia strutturale e superficie esterna.
Una struttura ibrida, non un semplice pannello stampato
Il termine “ibrido” è importante. Qui non si parla di un normale pezzo in plastica stampato sopra un tessuto, ma di una struttura composta da più funzioni integrate.
Il tessuto fornisce flessibilità e continuità. Lo strato di adesione crea il ponte tra materiali diversi. Il rinforzo stampato aggiunge rigidezza e resistenza dove servono. Le geometrie di piega guidano il passaggio dalla forma piana alla forma tridimensionale.
Il componente finale può quindi avere un comportamento differenziato: alcune parti si piegano, altre restano rigide, altre ancora assorbono carichi o stabilizzano la geometria. È un modo diverso di pensare il design dei compositi, perché la funzione non viene aggiunta dopo, ma distribuita nel pannello durante la stampa.
In una produzione tradizionale, molte di queste funzioni richiederebbero più passaggi: taglio del tessuto, posizionamento nello stampo, impregnazione, cura, rifilatura, eventuale assemblaggio e finitura. Con il metodo ORNL, una parte di questa complessità viene spostata nella progettazione digitale e nella deposizione del materiale.
Riduzione di tempi e costi nei pezzi unici
ORNL indica un dato molto forte: in un test di stampa, l’eliminazione dello stampo ha ridotto i tempi di fabbricazione del 95% e i costi del 90% rispetto a una produzione composita tradizionale basata su stampo per un design unico.
Questo dato va letto nel contesto giusto. Non significa che ogni componente composito prodotto con questo metodo costerà sempre il 90% in meno. Il confronto è particolarmente favorevole quando si parla di pezzi singoli, geometrie personalizzate, prototipi o piccole serie, cioè situazioni in cui lo stampo pesa molto sul costo totale.
Per una produzione di massa con milioni di pezzi identici, gli stampi possono restare competitivi. Per applicazioni dove la geometria cambia spesso, dove il lotto è limitato o dove la velocità di risposta conta più del costo unitario minimo, un processo senza stampo può invece cambiare il modo in cui si pianifica la produzione.
Il vantaggio non riguarda solo il costo diretto. Eliminare lo stampo significa anche non doverlo progettare, costruire, correggere, conservare e gestire nel tempo. In molti reparti industriali, gli attrezzaggi occupano spazio, richiedono manutenzione e diventano vincoli quando il prodotto evolve.
Materiali termoplastici e termoindurenti nello stesso discorso produttivo
Un altro elemento utile è la compatibilità del metodo con materiali termoplastici e termoindurenti.
I termoplastici, come l’ABS rinforzato con fibra di carbonio, possono essere riscaldati, ammorbiditi e lavorati con logiche più vicine all’estrusione additiva. Sono interessanti quando servono velocità, saldabilità e una certa libertà di processo.
I termoindurenti, come alcune resine epossidiche o stireniche, seguono una logica diversa: una volta reticolati, non tornano fusibili. Possono offrire rigidità, stabilità e prestazioni utili per componenti strutturali. La loro gestione richiede però controllo della chimica, dei tempi di cura e dell’adesione.
La possibilità di lavorare con entrambe le famiglie amplia lo spazio applicativo. Un produttore potrebbe scegliere il materiale in base alla funzione: pannelli leggeri, canalizzazioni, gusci, componenti per trasporto, elementi aerospaziali, strutture per energia o attrezzature industriali.
Cosa può significare per grandi strutture leggere
La produzione di grandi strutture leggere è uno dei settori più interessanti per i compositi. Aerospazio, trasporti, energia, edilizia industriale e veicoli speciali cercano da anni componenti resistenti ma meno pesanti. Il limite non è solo il materiale, ma anche il modo in cui viene trasformato in forma utile.
La possibilità di stampare un pannello piatto e piegarlo in una struttura 3D apre uno scenario pratico: trasporto e produzione possono diventare più semplici. Un componente che durante la produzione occupa poco spazio può essere spedito, movimentato o assemblato in modo diverso rispetto a un pezzo già voluminoso.
Questo non significa che ogni struttura composita possa essere sostituita da un pannello pieghevole. Le geometrie devono essere progettate per questa logica. Le zone di piega devono mantenere integrità. I rinforzi devono essere disposti in modo coerente con le sollecitazioni. L’adesione tra strati deve reggere durante e dopo la trasformazione.
Il punto è che ORNL sta lavorando su una strada alternativa alla classica sequenza “stampo, laminazione, cura, estrazione”. Qui il processo diventa “pannello, deposizione selettiva, integrazione dei rinforzi, piegatura”.
Il ruolo della Manufacturing Demonstration Facility
La Manufacturing Demonstration Facility di ORNL non è un laboratorio isolato dalla produzione. È pensata come ambiente in cui tecnologie di manifattura avanzata possono essere sviluppate, testate e portate verso il trasferimento industriale.
Il fatto che ORNL abbia già depositato un brevetto e stia preparando la tecnologia per una futura licenza indica che il progetto non resta limitato a una dimostrazione accademica. La licenza potrà permettere a imprese esterne di adottare il metodo, adattandolo a materiali, macchine e componenti specifici.
Questo passaggio sarà importante. Per entrare in fabbrica, la tecnologia dovrà dimostrare non solo che un pannello può essere piegato, ma che il processo è ripetibile, controllabile e qualificabile. Serviranno dati su resistenza meccanica, fatica, comportamento ambientale, stabilità delle pieghe, durata dell’interfaccia tra materiali e compatibilità con linee produttive esistenti.
Dove può essere utile
Le applicazioni più immediate sono quelle in cui servono parti leggere, personalizzate e non prodotte in milioni di unità identiche.
Nel settore aerospaziale, una struttura piatta che diventa tridimensionale può essere interessante per pannelli, condotti, gusci secondari o componenti con geometrie difficili da ottenere con stampi tradizionali. Nei trasporti, il metodo potrebbe servire per elementi interni, coperture, rinforzi o parti leggere a bassa tiratura. Nell’energia, potrebbero esserci applicazioni in involucri, schermature, supporti e componenti che richiedono leggerezza e adattabilità.
Anche il settore della prototipazione può trarne vantaggio. Quando un progettista vuole provare una geometria composita, lo stampo è spesso il collo di bottiglia. Un metodo che consente di passare dal file al pannello funzionale riduce il tempo necessario per validare forme e soluzioni.
Un ulteriore campo riguarda le strutture dispiegabili. Pannelli che si piegano o si aprono possono essere utili quando il volume durante il trasporto deve essere ridotto. Questo tema è presente in aerospazio, logistica, sistemi mobili e attrezzature da campo.
Perché il metodo non sostituisce tutti i compositi tradizionali
È importante non leggere questa tecnologia come sostituzione generale di tutta la produzione composita. Gli stampi continueranno ad avere senso dove ci sono grandi volumi, superfici estetiche molto controllate, tolleranze strette e cicli industriali già ottimizzati.
Il metodo ORNL è più interessante dove lo stampo è un ostacolo: pezzi unici, piccole serie, geometrie variabili, strutture grandi rispetto alla macchina, componenti che devono combinare flessibilità e rigidità.
La sfida sarà capire quanto il processo può essere automatizzato e quanto controllo offre sulle proprietà finali. Nei compositi, la prestazione dipende da molti fattori: orientamento delle fibre, qualità dell’adesione, porosità, spessore degli strati, cura della resina, comportamento della zona di piega e ripetibilità del deposito. Ogni applicazione industriale richiederà una qualifica specifica.
Un passo verso compositi progettati come sistemi
Il lavoro di ORNL mostra una direzione interessante per la manifattura additiva: non stampare soltanto la forma, ma stampare il comportamento del componente.
In questo caso, il comportamento nasce dall’unione di supporto flessibile, strato di adesione, rinforzo composito e geometria di piega. La parte non è più solo “stampata in 3D”, ma programmata per trasformarsi da superficie piana a struttura tridimensionale.
Per Stampare in 3D, il punto centrale è proprio questo: la produzione additiva entra nel mondo dei compositi non solo come alternativa allo stampo, ma come strumento per ripensare la sequenza produttiva. Meno attrezzaggi, più controllo digitale, maggiore libertà nella gestione di parti uniche o varianti di prodotto.
ORNL, con il supporto del Dipartimento dell’Energia degli Stati Uniti e della Manufacturing Demonstration Facility, sta portando questa tecnologia verso una fase di trasferimento. Il brevetto depositato e la preparazione alla licenza indicano che il prossimo passaggio sarà industriale: capire quali aziende potranno adottare il processo, su quali componenti e con quali materiali.
La promessa concreta non è quella di rendere inutili gli stampi in ogni settore, ma di offrire ai produttori un’opzione in più quando lo stampo rallenta, costa troppo o limita la geometria. Per i compositi ibridi pieghevoli, la forma non nasce più da una cavità rigida: nasce da un pannello stampato, progettato per diventare struttura.
