Stampa 3D in PEI: il preriscaldamento a infrarossi migliora adesione tra gli strati e stabilità dimensionale
Stampare materiali come PEI, PEEK e PEKK con tecnologia a filamento non è solo una questione di ugello caldo. Il vero problema nasce tra uno strato e l’altro: se la superficie già depositata è troppo fredda quando arriva il nuovo cordone fuso, le catene polimeriche non hanno abbastanza mobilità per diffondere attraverso l’interfaccia. Il risultato è noto a chi lavora con polimeri tecnici: resistenza più bassa lungo l’asse Z, bordi che si sollevano, tensioni residue e una forte dipendenza dall’orientamento del pezzo.
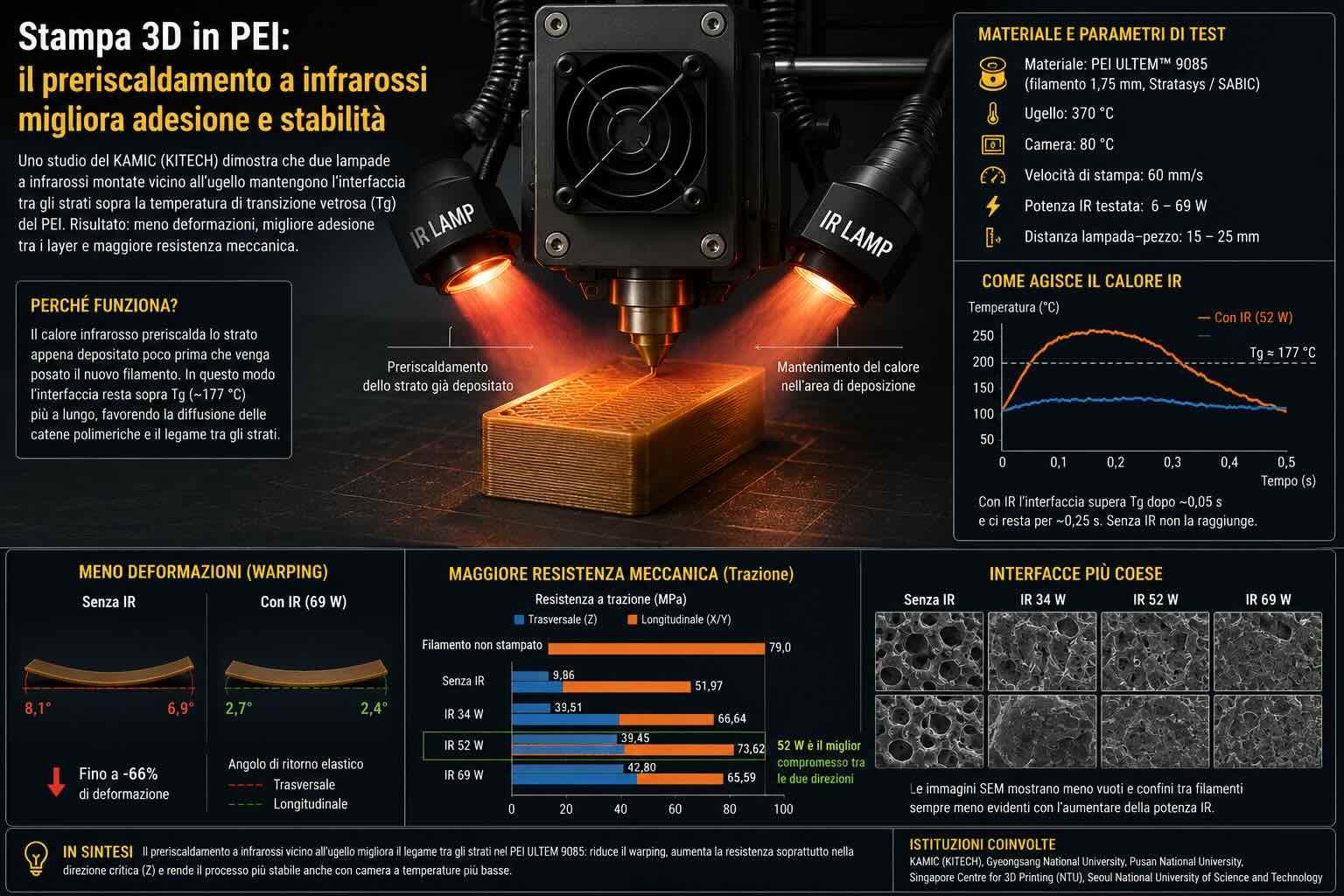
Un gruppo di ricerca guidato dal Korea Additive Manufacturing Innovation Center (KAMIC) del Korea Institute of Industrial Technology (KITECH) ha studiato una soluzione mirata: usare due lampade a infrarossi montate vicino all’ugello per preriscaldare la zona di deposizione durante la stampa. Il lavoro, pubblicato su Scientific Reports con il titolo Rapid preheating for extrusion-type additive manufacturing of super-engineering thermoplastics, coinvolge anche Gyeongsang National University, Pusan National University, il Singapore Centre for 3D Printing della Nanyang Technological University e la Seoul National University of Science and Technology.
Il materiale scelto: PEI ULTEM 9085
Per i test è stato usato polyetherimide, cioè PEI, in particolare ULTEM 9085 in filamento da 1,75 mm. Nel lavoro scientifico il materiale è indicato come Ultem 9085 di Stratasys; il marchio ULTEM è legato a SABIC, che identifica ULTEM 9085 come una miscela PEI pensata per interni aerospaziali, applicazioni ferroviarie e stampa FDM.
La scelta non è casuale. ULTEM 9085 è un materiale apprezzato in ambito industriale perché combina resistenza al calore, buona resistenza chimica, rapporto resistenza-peso elevato e caratteristiche FST, cioè comportamento controllato rispetto a fiamma, fumo e tossicità. Stratasys lo descrive come una termoplastica FDM PEI per applicazioni complesse, con versioni certificate che consentono la tracciabilità dal filamento alla materia prima.
Il punto critico è la temperatura. Il PEI ha una temperatura di transizione vetrosa intorno a 177 °C. Sotto quella soglia il materiale perde mobilità molecolare utile alla saldatura tra strati; sopra quella soglia, durante il breve intervallo in cui due cordoni entrano in contatto, la fusione tra layer può migliorare. Nei sistemi FFF/MEX ad alta temperatura, per ottenere questo effetto si ricorre spesso a camere riscaldate molto calde, anche fino a 200 °C nel caso del PEI, con tempi di preriscaldamento che possono superare un’ora e mezza.
Perché non basta aumentare la temperatura della camera
La camera calda è utile perché riduce il gradiente termico tra materiale estruso e ambiente. Meno gradiente vuol dire meno stress durante il raffreddamento e minore tendenza del pezzo a incurvarsi. Ma spingere tutta la camera a temperature molto alte porta anche controindicazioni: elettronica, motori, sensori e sistemi di movimentazione devono essere isolati o progettati per lavorare in un ambiente termico severo.
Nel test del gruppo KAMIC/KITECH la camera è stata mantenuta a 80 °C, mentre l’ugello lavorava a 370 °C e la velocità di stampa era fissata a 60 mm/s. La camera a 80 °C è molto più bassa rispetto ai valori spesso associati alla stampa di PEI, e nel paper viene indicato che temperature oltre i 100 °C possono influire sull’affidabilità dei componenti elettronici e dei sistemi di controllo del movimento se non sono presenti protezioni adatte.
Qui entra in gioco l’idea centrale: invece di scaldare tutto il volume di lavoro, si scalda solo la zona dove il calore serve. Le due lampade IR sono posizionate in modo simmetrico attorno all’ugello. Una agisce davanti alla direzione di stampa, preriscaldando lo strato già depositato poco prima dell’arrivo del nuovo filamento; l’altra contribuisce a mantenere caldo il microambiente locale dopo la deposizione.
Come funziona il preriscaldamento IR vicino all’ugello
Il sistema sperimentale permette di regolare la potenza delle lampade tra 6 e 69 W e la distanza di irraggiamento tra 15 e 25 mm. Distanze minori aumentano il trasferimento di energia sulla superficie del PEI; nel test a 15 mm, l’energia assorbita cresce con la potenza e a 69 W porta a un riscaldamento molto più marcato rispetto ai livelli più bassi.
Il controllo non riguarda solo il picco termico. Il dato più utile è la storia temperatura-tempo dell’interfaccia: per quanto tempo la zona tra vecchio e nuovo strato resta sopra la temperatura di transizione vetrosa. La simulazione agli elementi finiti eseguita con ANSYS Workbench 2023 ha mostrato che, con assistenza IR, la regione di contatto supera la Tg dopo circa 0,05 secondi e resta sopra tale soglia per quasi 0,25 secondi, con un tempo utile complessivo di circa 0,29 secondi alla velocità di stampa scelta. Senza IR, la stessa interfaccia resta intorno a 100 °C e non raggiunge la Tg.
Questo dettaglio è importante perché nella stampa FFF/MEX la finestra temporale disponibile è breve. Il materiale nuovo arriva caldo dall’ugello, ma lo strato sotto può essere già sceso di temperatura. Se l’interfaccia non resta calda abbastanza a lungo, il legame tra strati resta più debole del materiale lungo il filamento. È una delle ragioni per cui i pezzi stampati a filamento sono spesso più resistenti nel piano XY che lungo Z.
Meno warping: il pezzo resta più piatto
La deformazione è stata misurata osservando l’angolo di ritorno elastico, o spring-back angle, in direzione longitudinale e trasversale. Senza assistenza IR, i provini hanno mostrato un sollevamento evidente ai bordi: circa 8,1° in direzione trasversale e 6,9° in direzione longitudinale. Con la potenza IR portata a 69 W, gli angoli sono scesi a 2,7° e 2,4°. La riduzione supera quindi il 60%.
Il motivo è legato al modo in cui il materiale si raffredda. Se una zona del pezzo è molto più calda di un’altra, il ritiro non avviene in modo uniforme. Si generano tensioni interne e gli estremi del campione tendono a curvarsi verso l’alto. Il riscaldamento IR localizzato non elimina il raffreddamento, ma rende meno brusco il salto termico vicino alla zona di deposizione e stabilizza l’interfaccia nel momento in cui si forma il nuovo strato.
Resistenza meccanica: il miglioramento è più marcato nella direzione critica
Il risultato più interessante riguarda la resistenza a trazione. Il filamento PEI non processato ha mostrato una resistenza di circa 79 MPa, ma un pezzo stampato non replica in automatico quel valore, soprattutto quando il carico separa gli strati. Nei provini stampati senza infrarossi, la resistenza in direzione trasversale era di soli 9,86 MPa, segno di un legame interlayer debole. In direzione longitudinale, dove il carico segue di più la continuità del filamento, il valore era 51,97 MPa.
Con 34 W di IR la resistenza è salita a 38,51 MPa in direzione trasversale e 66,64 MPa in direzione longitudinale. A 52 W sono stati misurati 39,45 MPa e 73,62 MPa, che nel paper rappresentano il miglior equilibrio tra le due direzioni. A 69 W la resistenza trasversale è cresciuta ancora fino a 42,80 MPa, ma quella longitudinale è scesa a 65,59 MPa.
Il dato mostra due cose. Primo: il riscaldamento localizzato aiuta davvero la zona più debole, cioè il legame tra layer. Secondo: più potenza non vuol dire per forza pezzo migliore. A 69 W l’interfaccia è più calda, ma l’eccesso di calore può ammorbidire troppo il materiale, alterare la geometria del cordone, creare rigonfiamenti locali o modificare la stabilità dell’estrusione. Il gruppo di ricerca ha infatti identificato 52 W come condizione più bilanciata per le proprietà meccaniche complessive.
Cosa mostrano le superfici di frattura
Le immagini al microscopio elettronico a scansione, ottenute con un sistema FE-SEM Nova NanoSEM 450 di FEI, aiutano a capire cosa cambia nel pezzo. Nei campioni senza IR si vedono vuoti più grandi e confini tra filamenti più marcati, un comportamento tipico di una frattura fragile lungo interfacce poco saldate. Con 34 e 52 W i vuoti si riducono e la superficie diventa più coesa, segno che la frattura non corre più solo lungo il confine tra strati.
A 69 W le interfacce diventano ancora meno distinguibili, ma compaiono anche segni di rigonfiamento e riflusso locale del materiale. Questo conferma che il processo richiede una finestra di lavoro precisa: bisogna superare la Tg per favorire la diffusione delle catene polimeriche, senza trasformare il preriscaldamento in un secondo processo di rammollimento incontrollato.
Un vantaggio pratico per le macchine FFF ad alta temperatura
Il lavoro non dimostra solo che un campione può diventare più resistente. Indica una possibile strada per semplificare la progettazione delle stampanti FFF/MEX dedicate ai superpolimeri. Le macchine capaci di gestire PEI, PEEK o PEKK richiedono camere isolate, gestione termica accurata e componentistica resistente al calore. Se una parte del carico termico viene spostata dalla camera all’ugello, il sistema può mantenere una camera meno estrema e concentrare l’energia dove serve davvero.
Questo non significa che la camera riscaldata diventi inutile. Per materiali ad alte prestazioni resta importante controllare il raffreddamento del pezzo, specialmente su geometrie grandi o spessori elevati. La differenza è che il preriscaldamento IR può agire come strumento di processo: non scalda tutto per compensare un’interfaccia fredda, ma interviene nel punto in cui nasce il legame tra strati.
Applicazioni e limiti
Il PEI ULTEM 9085 è usato in settori dove contano peso, stabilità termica e comportamento al fuoco, come aerospazio, trasporto ferroviario, attrezzature di produzione, dime, utensili, parti a basso volume e componenti funzionali. Stratasys indica applicazioni come prototipi funzionali, tooling, EOAT, stampi compositi e parti di produzione personalizzate, mentre SABIC segnala l’impiego di ULTEM 9085 in interni aerospaziali, rail e FDM.
La tecnica va però interpretata con cautela. I risultati sono stati ottenuti su un sistema personalizzato, con geometrie e parametri controllati, velocità fissa a 60 mm/s, ugello a 370 °C e camera a 80 °C. In una macchina commerciale, la resa dipenderebbe da molti fattori: distanza tra lampada e pezzo, potenza reale assorbita dal materiale, colore del filamento, geometria del percorso, velocità, massa termica del componente, ventilazione interna e qualità del controllo ad anello chiuso.
C’è poi il tema dei materiali semicristallini come PEEK e PEKK. Il paper osserva che la strategia potrebbe avere senso anche per altri polimeri ad alta temperatura, ma per PEEK il comportamento è più complesso perché la cristallizzazione entra nel processo. Nel PEI amorfo l’obiettivo principale è restare sopra Tg abbastanza a lungo; in un semicristallino, invece, bisogna considerare anche nucleazione, crescita cristallina e raffreddamento controllato.
Perché questo studio è interessante per la stampa 3D industriale
Il punto più utile dello studio non è il singolo numero di resistenza, ma l’approccio: il legame tra strati viene trattato come un problema di gestione termica locale. La stampa FFF di superpolimeri non può dipendere solo da ugello caldo e camera calda; serve sapere cosa accade nei decimi di secondo in cui il nuovo materiale incontra quello già depositato.
Il preriscaldamento IR vicino all’ugello aggiunge una leva di controllo: porta l’interfaccia sopra la soglia utile, riduce le tensioni legate al raffreddamento e migliora la continuità tra layer. Nei test su PEI ULTEM 9085, questo ha portato a una riduzione del warping superiore al 60% e a un forte aumento della resistenza nella direzione trasversale, cioè quella più penalizzata nei pezzi a filamento.
Per trasformare questa soluzione in prodotto servirebbero sensori, modelli e controlli capaci di adattare la potenza IR al percorso di stampa. Le curve strette, i riempimenti fitti, le pareti sottili e le zone già molto calde non richiedono lo stesso apporto termico. Un sistema maturo dovrebbe quindi regolare la potenza in base a velocità, distanza, temperatura misurata e geometria locale.
Lo studio di KAMIC/KITECH indica comunque una direzione concreta: non aumentare il calore ovunque, ma applicarlo nel punto e nel momento in cui migliora la saldatura tra gli strati. Per la stampa 3D di PEI e altri superpolimeri, questo può diventare un modo per ottenere parti più stabili e meno anisotrope senza trasformare l’intera macchina in una camera ad altissima temperatura.