Nel mondo della stampa 3D a resina c’è un problema noto: una volta polimerizzato, il materiale non torna facilmente indietro. Le comuni resine per SLA, DLP e LCD si trasformano in un reticolo solido tramite esposizione alla luce. Questo consente di ottenere dettagli fini, superfici pulite e geometrie precise, ma rende molto difficile il riciclo del pezzo stampato.
La maggior parte dei componenti prodotti con resine fotopolimeriche segue un percorso lineare: resina liquida, stampa, lavaggio, post-polimerizzazione, utilizzo e smaltimento. A differenza di molti termoplastici usati nel filamento FDM, che possono almeno essere macinati e rielaborati con limiti tecnici evidenti, i fotopolimeri termoindurenti non fondono in modo semplice e non tornano alla forma originaria.
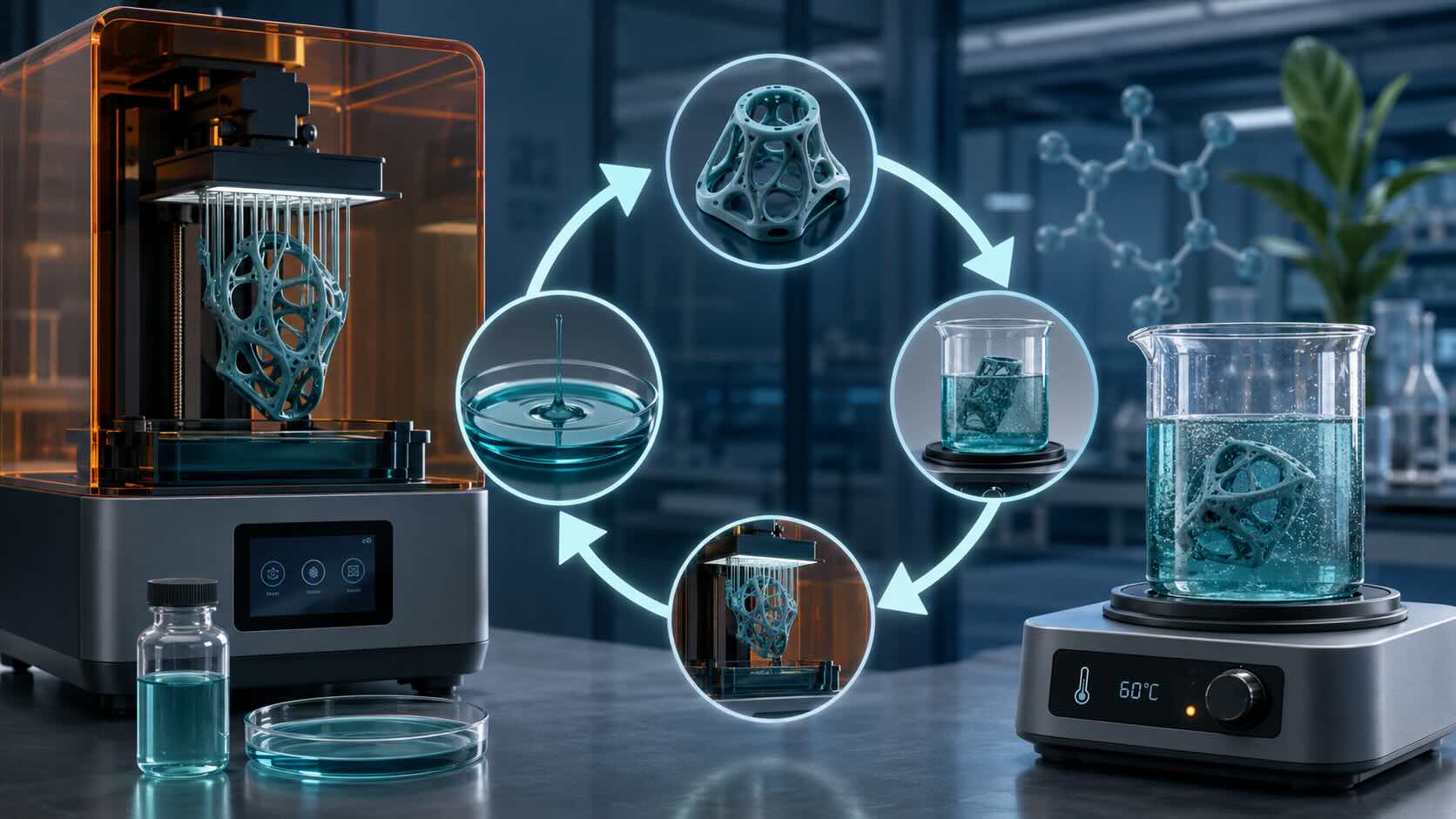
3Dresyns prova a intervenire proprio su questo punto con Circular RePrint Bio, una resina definita dall’azienda come “depolymerisable circular 3D resin”. In pratica, il materiale è pensato per essere stampato come una normale resina compatibile con sistemi SLA, DLP e LCD a 385–405 nm, ma con una differenza sostanziale: il pezzo solido può essere riportato a uno stato simile a uno sciroppo riutilizzabile tramite un trigger termico controllato.
L’idea non è soltanto ridurre lo scarto di resina non polimerizzata, tema già presente in molti workflow di laboratorio e service bureau. Qui il punto è più ambizioso: recuperare il materiale già trasformato in oggetto stampato, permettendo un ciclo liquido → solido → liquido → nuova stampa.
DP80 e DP150: due temperature per due logiche d’uso
3Dresyns presenta Circular RePrint Bio in due varianti principali: DP80 e DP150. I numeri indicano la temperatura indicativa alla quale il materiale può essere attivato per avviare il processo di depolimerizzazione.
La variante DP80 è pensata per un’attivazione più bassa, intorno agli 80 °C. Secondo la documentazione del produttore, il processo può avvenire in una finestra compresa tra 70 e 90 °C, usando un bagno caldo o un forno. I tempi indicativi vanno da 10 a 60 minuti, in base allo spessore delle pareti, alla geometria e al metodo di riscaldamento.
La variante DP150 richiede invece temperature più alte, intorno ai 150 °C, con una finestra di lavoro indicata tra 135 e 160 °C. Questa seconda versione ha senso quando il pezzo stampato deve resistere a temperature di servizio più elevate prima di essere recuperato.
La distinzione è importante perché il riciclo termico non può essere separato dall’uso reale del componente. Una resina che si recupera a bassa temperatura può essere utile in prototipazione, ricerca, modelli sacrificali o attrezzaggi temporanei. Una resina con trigger più alto può invece essere preferibile quando il pezzo deve restare stabile in ambienti più caldi o in processi dove un’attivazione troppo facile creerebbe problemi.
In altre parole, la temperatura di depolimerizzazione non è un dettaglio tecnico secondario: è parte della progettazione del workflow.
Come funziona il concetto di resina depolimerizzabile
Nelle resine fotopolimeriche tradizionali, la luce UV avvia una reazione che crea una rete polimerica stabile. Questa rete dà forma e rigidità al pezzo, ma blocca il materiale in una struttura difficile da sciogliere o rielaborare senza degradarlo.
Una resina depolimerizzabile introduce invece una chimica progettata per essere reversibile in determinate condizioni. Il materiale deve comportarsi come un fotopolimero durante la stampa, ma deve contenere anche un percorso controllato per rompere o disassemblare il reticolo quando viene applicato lo stimolo corretto.
Nel caso di Circular RePrint Bio, lo stimolo indicato è il calore. Il pezzo stampato non viene semplicemente ammorbidito come farebbe un termoplastico: l’obiettivo dichiarato è riportarlo a una forma riutilizzabile, descritta come uno sciroppo, da usare in un successivo ciclo di stampa.
Questa distinzione è utile per non confondere la depolimerizzazione con la fusione. Un filamento PLA o PETG può ammorbidirsi e fondere perché è un termoplastico. Una resina fotopolimerica standard, una volta curata, non segue lo stesso comportamento. Per questo la possibilità di tornare a un materiale stampabile richiede una chimica diversa da quella delle resine acriliche comuni.
Perché questa strada interessa chi usa SLA, DLP e LCD
Le stampanti a resina sono molto diffuse perché offrono alta definizione e costi di accesso contenuti, soprattutto nel caso dei sistemi LCD/MSLA. Sono usate per miniature, gioielleria, odontoiatria, prototipazione, microfluidica, modelli da fusione, attrezzaggi e componenti tecnici di piccole dimensioni.
Il rovescio della medaglia è la gestione del materiale. Resina liquida, supporti, pezzi falliti, vasche contaminate, alcool di lavaggio e parti non più utilizzabili generano una catena di rifiuti che deve essere gestita con attenzione. Anche quando il volume del singolo pezzo è ridotto, il numero di prove, iterazioni e prototipi può diventare alto.
Una resina che permette di recuperare il materiale stampato potrebbe essere interessante in tre situazioni principali.
La prima è la prototipazione iterativa. Se un laboratorio deve stampare molte versioni dello stesso componente, poter recuperare il materiale dei prototipi scartati riduce il consumo netto di resina.
La seconda riguarda modelli, stampi e anime sacrificali. In questi casi il pezzo stampato non è necessariamente il prodotto finale, ma uno strumento temporaneo all’interno di un processo più ampio.
La terza è la ricerca sui materiali circolari. Università, centri R&D e aziende che studiano la sostenibilità dei fotopolimeri hanno bisogno di materiali su cui costruire workflow misurabili, ripetibili e confrontabili.
Le applicazioni indicate da 3Dresyns
3Dresyns posiziona Circular RePrint Bio in ambiti come stampi e anime sacrificali per CIM/MIM, investment casting e gioielleria. Questo collegamento con la fusione e la produzione indiretta è sensato, perché in questi processi il modello stampato può servire a creare una cavità, un supporto o una forma temporanea.
Nel casting, ad esempio, un modello sacrificale può essere eliminato per lasciare spazio al materiale definitivo. Nella gioielleria e nella microfusione, le resine calcinabili sono già diffuse. Circular RePrint Bio introduce una logica diversa: non solo perdere o bruciare il modello, ma ragionare sul recupero del materiale in determinati scenari.
L’azienda cita anche tooling e jigs riutilizzabili. Qui il vantaggio potenziale è più pratico: produrre attrezzaggi temporanei, usarli, recuperarli e trasformarli in nuovo materiale per altre geometrie. È una logica adatta a officine, laboratori e reparti di sviluppo dove le attrezzature cambiano spesso e non sempre devono restare in servizio per anni.
L’altro campo indicato è la ricerca su workflow di stampa circolare. Questo è forse l’ambito più realistico nella prima fase, perché consente di testare in modo controllato quante volte il materiale può essere recuperato, come cambiano viscosità e comportamento di stampa, quali contaminazioni entrano nel ciclo e come variano le proprietà meccaniche dei pezzi dopo più passaggi.
Non è una resina per tutti gli utenti
Circular RePrint Bio non va letta come una normale resina da banco per hobbisti. La pagina prodotto la colloca in un contesto industriale e R&D, con indicazioni sulla necessità di dispositivi di protezione individuale, ventilazione, validazione su provini interni e taratura dei parametri di esposizione.
Questo è un punto da sottolineare. La possibilità di recuperare il materiale non elimina la necessità di gestire correttamente una resina fotopolimerica. Guanti, occhiali, camice, ventilazione e rispetto delle schede di sicurezza restano parte del processo.
Inoltre, il produttore indica che l’esposizione può richiedere un aumento del 10–25% rispetto a una resina engineering trasparente di riferimento. Questo significa che non basta versarla nella vasca e usare un profilo generico. Bisogna ricalibrare i tempi di esposizione, valutare i layer iniziali, verificare la post-polimerizzazione e controllare il comportamento del pezzo durante il recupero termico.
3Dresyns consiglia anche di evitare una post-polimerizzazione eccessiva, perché potrebbe rendere meno efficiente il percorso circolare. Questo suggerisce che l’equilibrio tra cura completa, prestazioni meccaniche e capacità di depolimerizzazione sia delicato.
Il prezzo cambia il modo in cui va valutata
La pagina prodotto indica prezzi elevati rispetto alle resine consumer: 400 euro per 500 grammi e 700 euro per 1 kg. Sono cifre molto lontane dalle resine standard per LCD desktop, ma il confronto diretto rischia di essere fuorviante.
Una resina di questo tipo non compete con materiali economici per miniature o prototipi generici. Va valutata in workflow dove il recupero del materiale ha un valore tecnico, economico o ambientale misurabile. Se un laboratorio usa la stessa quantità di materiale per molte iterazioni, il costo iniziale può essere compensato dalla possibilità di riutilizzo. Se invece l’utente stampa pezzi singoli, senza un ciclo di recupero strutturato, il prezzo diventa difficile da giustificare.
C’è anche un secondo aspetto: nella pagina verificata il prodotto risulta esaurito. Questo non permette di capire se si tratti di un materiale già disponibile in modo regolare, di una produzione limitata, di una fase pilota o di un’offerta legata a servizi di customizzazione. Per chi valuta l’adozione industriale, disponibilità, tempi di consegna e supporto tecnico sono importanti quanto la chimica del materiale.
Il contesto: le resine riciclabili stanno uscendo dal solo laboratorio
Circular RePrint Bio arriva in un momento in cui il tema delle resine fotopolimeriche riciclabili sta attirando attenzione anche nel mondo accademico.
La University of Birmingham ha pubblicato uno studio su una piattaforma di resine fotopolimeriche da fonti rinnovabili, basate su lipoati, pensate per stampare strutture ad alta risoluzione e poi decomporsi in un ciclo quasi chiuso. Il lavoro è importante perché affronta uno dei limiti delle resine termoindurenti: la difficoltà di tornare a un materiale riutilizzabile senza perdere completamente valore.
Alla Zhejiang University, il gruppo guidato da Xie Tao e Zheng Ning ha lavorato su una reazione photo-click termicamente reversibile per ottenere resine 3D riciclabili più volte senza sacrificare in modo evidente le prestazioni. È una direzione diversa, ma conferma che la reversibilità chimica sta diventando un tema centrale nella progettazione dei nuovi fotopolimeri.
Yokohama National University ha presentato un’altra resina fotocurabile riciclabile per stereolitografia, basata su un sistema all’antracene, con l’obiettivo di recuperare e ristampare il materiale per più cicli. Anche qui il punto non è solo la sostenibilità in senso generico, ma la possibilità di mantenere risoluzione e prestazioni dopo diversi passaggi.
Questi studi mostrano che la questione non riguarda solo una singola azienda o un singolo prodotto. La stampa 3D a resina ha bisogno di una nuova generazione di materiali progettati pensando al fine vita fin dall’inizio.
La differenza tra bio-based, biodegradabile e circolare
Quando si parla di materiali “bio” e sostenibili è facile fare confusione. Una resina può contenere componenti da fonti biologiche, ma non essere biodegradabile. Può essere riciclabile in determinate condizioni, ma non compostabile. Può avere una minore impronta ambientale in una fase del ciclo di vita, ma richiedere comunque energia, solventi o procedure specifiche per essere recuperata.
Per questo il termine “bio-positioned” usato da 3Dresyns va letto con attenzione. Non significa automaticamente che il pezzo stampato possa essere gettato nell’ambiente o trattato come un materiale biodegradabile domestico. Il valore della proposta sta nel percorso circolare controllato: stampa, uso, attivazione termica, recupero e nuova stampa.
La sostenibilità, in questo caso, non è una proprietà magica del flacone. Dipende dal processo. Dipende da come viene stampato il pezzo, da quanta energia serve per recuperarlo, da quante volte il materiale può essere riutilizzato, da quante prestazioni perde a ogni ciclo, da come vengono gestiti contaminanti, residui e materiali di lavaggio.
3Dresyns stessa presenta i propri materiali come sistemi multivariabile, non come prodotti con proprietà assolute indipendenti dal workflow. È una posizione corretta: nella stampa 3D a resina il risultato finale nasce dall’interazione tra formulazione, macchina, parametri, lavaggio, post-cura e condizioni di utilizzo.
Le domande ancora aperte
Una resina depolimerizzabile apre possibilità interessanti, ma lascia anche domande tecniche importanti.
La prima riguarda la stabilità su più cicli. Quante volte si può stampare, depolimerizzare e ristampare mantenendo proprietà utili? Il materiale cambia viscosità? Cambia colore? Assorbe umidità? Accumula impurità? Richiede filtrazione o additivi dopo ogni ciclo?
La seconda riguarda le proprietà meccaniche. Il produttore parla di una finestra “rigid-tough”, ma per applicazioni industriali servono dati dettagliati: modulo, resistenza a trazione, allungamento, impatto, HDT, comportamento dopo post-cura e comportamento dopo cicli multipli.
La terza riguarda la sicurezza. La resina può avere basso odore, ma questo non equivale automaticamente a bassa tossicità. Serve leggere la scheda di sicurezza, valutare la ventilazione e capire come gestire sia il materiale liquido iniziale sia lo sciroppo recuperato.
La quarta riguarda il processo di recupero. Se il pezzo viene trattato in bagno caldo, bisogna capire come separare e raccogliere il materiale depolimerizzato. Se viene trattato in forno, bisogna valutare contenitori, contaminazione, evaporazione di eventuali componenti e pulizia dell’attrezzatura. In un laboratorio R&D tutto questo è gestibile; in produzione serve un protocollo robusto.
Dove può avere senso usarla
Il caso più convincente è la prototipazione ciclica. Un team che stampa molte varianti di un componente potrebbe usare la stessa massa di materiale per più iterazioni, riducendo scarti e costo effettivo per ciclo.
Un secondo caso è la produzione di dime e attrezzaggi temporanei. Se il pezzo ha una vita breve e deve poi lasciare spazio a un nuovo design, la possibilità di recuperarlo diventa utile.
Un terzo caso riguarda modelli e forme sacrificali per processi indiretti. Qui la resina non compete necessariamente con resine standard per pezzi finali, ma con materiali per modelli, cere, pattern e strumenti di processo.
Un quarto campo è la ricerca. Università, centri tecnici e aziende che studiano materiali circolari possono usare un prodotto di questo tipo per progettare workflow, prove comparative e protocolli di recupero.
Meno adatto, almeno in questa fase, l’uso consumer generico. Il prezzo, la necessità di validazione e il processo termico rendono Circular RePrint Bio più vicina a un materiale tecnico che a una resina da uso quotidiano.
Perché la stampa 3D a resina ha bisogno di materiali pensati per il fine vita
La stampa 3D ha spesso promesso meno sprechi rispetto ai processi sottrattivi, perché costruisce il pezzo strato dopo strato invece di rimuovere materiale da un blocco. Nel caso delle resine, però, il discorso è più complesso.
Supporti, pezzi falliti, lavaggi, scarti di post-processing e parti non più utilizzate creano un flusso di rifiuti che non può essere ignorato. Anche la resina liquida non polimerizzata richiede gestione corretta. Per questo la sostenibilità della stampa 3D non dipende solo dalla quantità di materiale usata per il pezzo, ma dall’intero ciclo di vita.
Materiali come Circular RePrint Bio spostano l’attenzione dal semplice “stampare meglio” al “progettare il ciclo”. Non basta chiedersi se una resina stampi bene. Bisogna chiedersi che cosa succede dopo l’uso, come si recupera, quanta energia serve, quanti cicli regge e quale qualità mantiene.
Questo approccio è più maturo rispetto a molti slogan sulla stampa 3D sostenibile. La circolarità non si dichiara: si misura.
3Dresyns Circular RePrint Bio è un materiale interessante perché affronta uno dei limiti più evidenti della stampa 3D a resina: la difficoltà di recuperare i pezzi già polimerizzati. La proposta dell’azienda è una resina per SLA, DLP e LCD che può essere stampata, usata e poi riportata a uno stato riutilizzabile tramite calore.
Le varianti DP80 e DP150 permettono di scegliere tra una finestra di recupero a temperatura più bassa e una soluzione con maggiore resistenza termica prima dell’attivazione. Le applicazioni indicate includono stampi e anime sacrificali, investment casting, gioielleria, attrezzaggi riutilizzabili e ricerca sui workflow circolari.
Non è un materiale da valutare come una resina economica generalista. Prezzo, disponibilità, processo termico, sicurezza e necessità di validazione la collocano in un ambito tecnico, adatto a chi può misurare il vantaggio del riuso.
Il segnale, però, è chiaro: anche le resine fotopolimeriche stanno entrando in una fase in cui il fine vita diventa parte della progettazione. Per anni la stampa 3D a resina ha puntato su dettaglio, velocità e prestazioni. La prossima sfida sarà costruire materiali che non finiscano automaticamente nel percorso lineare “stampa, usa, smaltisci”.