Aggiungere scritte, loghi, numeri di serie o piccoli codici su una parte stampata in 3D sembra una cosa semplice, ma nella pratica non lo è. Chi usa stampanti FDM lo sa bene: le superfici non sono lisce come quelle di un pezzo stampato a iniezione, gli strati creano microcanali, i materiali assorbono in modo diverso e lo stesso PLA può reagire in maniera opposta a seconda del colore o degli additivi usati dal produttore.
Per questo la marcatura laser delle stampe 3D è un tema interessante sia per i maker sia per chi produce piccoli lotti funzionali. Non si parla solo di estetica. Su dime, attrezzature da banco, maschere di montaggio, porta-componenti, magazzini per SMD, parti di ricambio o prototipi destinati a test interni, una marcatura leggibile può servire a identificare il pezzo, indicare il verso di montaggio, aggiungere un codice QR o separare versioni diverse dello stesso componente.
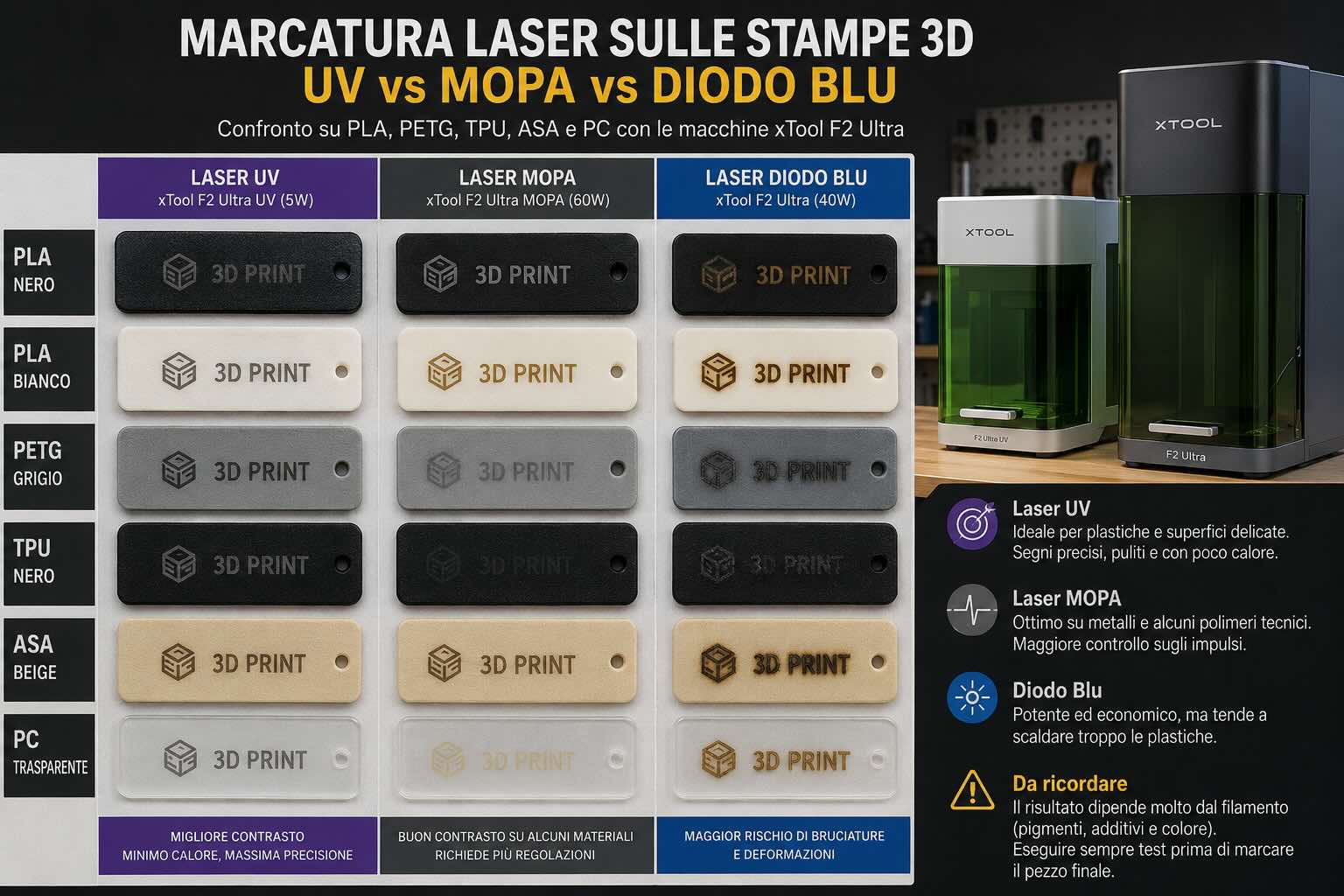
Un test condotto da Stefan Hermann, conosciuto per il canale CNC Kitchen, ha messo a confronto tre approcci: laser UV, fibra MOPA e diodo blu. Le macchine usate sono della famiglia xTool F2 Ultra: da una parte la versione con laser a fibra MOPA da 60 W e diodo blu da 40 W, dall’altra la xTool F2 Ultra UV con sorgente UV da 5 W. Il confronto è utile perché le tre sorgenti non lavorano nello stesso modo e non interagiscono con le plastiche stampate in 3D con la stessa delicatezza.
Perché marcare una stampa 3D è più difficile di quanto sembri
Una parte FDM non ha una superficie omogenea. Anche quando la stampa è pulita, le linee di layer restano visibili e influenzano il modo in cui una scritta viene applicata. Un pennarello può sembrare la soluzione più rapida, ma l’inchiostro tende a seguire le linee degli strati e può allargarsi, soprattutto su superfici porose o leggermente ruvide. Il risultato è spesso poco definito.
La stampa multicolore permette di integrare testi e simboli nel modello, ma introduce altri limiti: richiede più tempo, dipende dalla dimensione dell’ugello, può aumentare gli scarti e non sempre è adatta a scritte molto piccole. Gli adesivi funzionano su superfici lisce, ma su pezzi FDM possono staccarsi o aderire male. La stampa UV diretta offre risultati puliti, però richiede macchine dedicate e può essere meno pratica per chi vuole marcare piccoli pezzi tecnici in modo veloce.
La marcatura laser, in questo contesto, diventa interessante perché lavora senza contatto, non aggiunge materiale e può essere ripetuta su serie di pezzi uguali. Il problema è scegliere la sorgente corretta.
Laser UV: meno calore e maggiore controllo sui polimeri
La tecnologia UV è quella che nel test si è dimostrata più versatile sulle plastiche stampate in 3D. La xTool F2 Ultra UV usa una sorgente da 5 W pensata per lavorazioni fini. Il principio è diverso rispetto a un laser che scalda la superficie fino a bruciarla o fonderla: il laser UV deposita energia in uno strato superficiale molto sottile e tende a rompere legami del materiale con un apporto termico ridotto.
Questa lavorazione viene spesso chiamata “marcatura a freddo”, anche se in senso stretto non significa assenza assoluta di calore. Il punto è che il calore resta più confinato e il rischio di deformare la superficie è più basso. Per materiali come PLA, PETG, TPU, ASA e policarbonato questo aspetto fa una grande differenza, perché molti polimeri si ammorbidiscono o si deformano prima ancora di produrre una marcatura pulita.
Un altro vantaggio della sorgente UV è la dimensione del punto laser. Una lunghezza d’onda più corta permette una messa a fuoco più fine. Questo aiuta quando si devono creare scritte piccole, simboli sottili o codici che devono restare leggibili anche su superfici non perfette. Per chi produce supporti, etichette funzionali o piccoli componenti tecnici, la precisione del segno conta più della profondità dell’incisione.
Nel test, il laser UV ha funzionato su un numero maggiore di materiali e ha richiesto meno tentativi rispetto alle altre due sorgenti. Non significa che ogni filamento dia un risultato perfetto, ma indica una finestra di utilizzo più ampia. Su alcune plastiche il contrasto è alto, su altre resta debole, ma la superficie tende a restare più pulita e meno fusa.
Il ruolo dei pigmenti: il materiale non basta, conta il colore
Una delle osservazioni più importanti riguarda i pigmenti. Quando si parla di “PLA”, “PETG” o “TPU” si rischia di semplificare troppo. Due bobine vendute entrambe come PLA possono contenere cariche, coloranti e additivi diversi. Questo cambia il modo in cui il materiale assorbe il laser e quindi il contrasto finale della marcatura.
Nel caso dei filamenti bianchi, per esempio, due PLA di produttori diversi possono comportarsi in modo opposto. Uno può dare una marcatura scura e leggibile, l’altro un risultato debole. Il motivo non è solo il polimero di base, ma la formulazione completa del filamento. Pigmenti come biossido di titanio, nerofumo, cariche minerali o additivi tecnici influenzano assorbimento, scolorimento e formazione del contrasto.
Questo vale anche per i colori chiari. Un PLA grigio chiaro, usato per parti funzionali come magazzini per componenti SMD, può essere ottimo per la stampa ma poco adatto alla marcatura laser se non reagisce con sufficiente contrasto. Al contrario, un PLA nero può produrre scritte molto leggibili con laser UV, perché il materiale assorbe meglio e il cambiamento superficiale risulta più evidente.
La conclusione pratica è semplice: non basta sapere che un pezzo è in PLA o in PETG. Bisogna testare quel filamento, di quel colore e di quel produttore. Per un uso professionale conviene creare una piccola matrice di prova con potenza, velocità, frequenza, riempimento e numero di passaggi, poi conservarla come riferimento per le produzioni successive.
MOPA: ottimo sui metalli, meno immediato sulle stampe FDM
Il laser a fibra MOPA è una tecnologia molto usata nella marcatura industriale, soprattutto su metalli e alcuni polimeri tecnici. La sigla MOPA indica una sorgente in cui è possibile controllare meglio la durata degli impulsi rispetto a una fibra standard. Questo permette di regolare il modo in cui l’energia viene consegnata al materiale.
Sul metallo, la fibra MOPA è una scelta molto forte: può creare marcature scure, incisioni, effetti di colore su acciaio inox o titanio e segni molto resistenti. Su una stampa 3D in plastica, però, il discorso cambia. La potenza disponibile è alta e l’interazione con il polimero può diventare troppo aggressiva. In alcuni casi il MOPA può marcare meglio del laser UV, ma richiede più attenzione nei parametri e non è sempre la scelta più facile per PLA, PETG o TPU.
Il rischio è trasferire troppa energia, scaldare il materiale, alterare la superficie e perdere definizione. La marcatura può diventare più una bruciatura che un segno controllato. Per chi usa una macchina MOPA già presente in laboratorio o in officina, vale la pena fare prove mirate, soprattutto su filamenti scuri o caricati. Per chi compra una macchina con l’obiettivo principale di marcare stampe 3D in plastica, il laser UV appare più adatto come prima scelta.
Diodo blu: potente, ma tende a scaldare troppo
Il diodo blu è molto diffuso nelle macchine desktop perché è economico rispetto ad altre tecnologie e funziona bene su materiali organici come legno, cartone, pelle e alcune plastiche. Nel confronto sulle stampe 3D, però, il diodo da 40 W non è risultato la soluzione più pulita per ottenere marcature fini su polimeri FDM.
Il problema principale è il calore. Il diodo tende a fondere o ammorbidire la superficie, soprattutto quando si cerca contrasto su materiali che non assorbono bene. Invece di ottenere una scritta netta, si può creare una zona lucida, deformata o annerita in modo irregolare. Per incisioni decorative grandi può ancora avere senso, ma per testi piccoli, codici o marcature tecniche il controllo diventa più difficile.
Questo non rende il diodo inutile. Significa però che non è la sorgente più indicata quando l’obiettivo è una marcatura precisa, leggibile e poco invasiva su parti stampate in 3D.
La marcatura resiste? Dipende dal tipo di segno
Un punto interessante del test riguarda la resistenza del segno. In alcuni casi, la pulizia con isopropanolo rimuove residui superficiali o tracce di fuliggine, ma non cancella il cambiamento vero e proprio della superficie. Anche graffiando il pezzo, la marcatura può restare visibile perché non è un semplice deposito di inchiostro.
Questo è uno dei vantaggi più concreti rispetto a pennarelli e adesivi. Una marcatura laser ben riuscita non si stacca, non si sposta e non dipende da colle. Per attrezzature da officina, componenti di laboratorio, parti di test e piccoli lotti produttivi, questa stabilità può essere più importante dell’aspetto estetico.
Va però fatta una distinzione: una marcatura scura causata da residui carbonizzati può apparire molto contrastata, ma può sporcare o cambiare con la pulizia. Una marcatura basata su trasformazione superficiale del materiale è più interessante perché resta nel pezzo. Anche qui servono prove, perché ogni filamento può reagire in modo diverso.
Applicazioni pratiche nella stampa 3D
La marcatura laser può avere senso in molti casi. Nei laboratori di elettronica permette di identificare porta-componenti, magazzini SMD, dime e supporti senza usare etichette adesive. In prototipazione consente di distinguere revisioni dello stesso pezzo: V1, V2, V3, data, materiale, orientamento di stampa o parametri principali.
In ambito produttivo può essere usata per aggiungere numeri di lotto, codici QR, loghi, avvertenze o indicazioni di montaggio. Questo è utile soprattutto quando la parte viene prodotta in piccoli lotti e non avrebbe senso modificare ogni volta il modello CAD o impostare una stampa multicolore.
Per i service di stampa 3D, una stazione laser può diventare una fase di post-processing: si stampa il pezzo in un materiale standard, poi si aggiunge la personalizzazione alla fine. Il vantaggio è la flessibilità. La stessa parte può essere marcata con nomi, codici o grafiche diverse senza cambiare il file di stampa.
Come impostare le prove senza rovinare i pezzi
La regola principale è partire da provini. Prima di marcare una parte finita, conviene stampare una piastrina con lo stesso materiale, lo stesso colore e la stessa altezza layer del pezzo reale. Su quella piastrina si possono provare più combinazioni di potenza, velocità e passaggi.
Meglio partire da energia bassa e salire per gradi. Se il materiale ingiallisce, fonde o crea bordi rialzati, il laser sta trasferendo troppo calore. Se il segno è troppo debole, si può aumentare il numero di passaggi o ridurre la velocità, ma sempre controllando che la superficie non si deformi.
Anche il riempimento della marcatura conta. Testi piccoli e codici richiedono linee sottili e ben distanziate. Riempimenti troppo fitti possono accumulare calore e peggiorare il risultato. Per i QR code bisogna verificare la leggibilità con uno smartphone o con un lettore dedicato, non solo a occhio.
Sicurezza: attenzione ai materiali sconosciuti
La marcatura laser su plastica non va trattata come un gioco. Anche quando il segno è superficiale, il laser può generare fumi, particelle e odori. La ventilazione è necessaria e una macchina chiusa con aspirazione è preferibile a un sistema aperto.
Bisogna evitare materiali di composizione incerta. PVC, ABS e policarbonato richiedono particolare cautela: possono produrre fumi nocivi o corrosivi se lavorati al laser. Questo è un punto importante per chi stampa con bobine tecniche o materiali compositi. Prima di incidere un pezzo, conviene controllare la scheda del materiale e le indicazioni del produttore.
Vanno considerati anche additivi, vernici, colle e rivestimenti. Una parte stampata può sembrare PLA, ma se è stata trattata con primer, vernice o resine superficiali può reagire in modo diverso. Occhiali adeguati, macchina chiusa, aspirazione e supervisione del processo non sono accessori secondari.
Quale tecnologia scegliere
Per chi vuole marcare soprattutto stampe 3D in PLA, PETG, TPU, ASA e altri polimeri, il laser UV è la soluzione più coerente. Offre un segno più fine, limita il calore e sembra più tollerante verso materiali diversi. Non elimina la necessità di testare ogni filamento, ma riduce il numero di compromessi.
Il MOPA resta una tecnologia molto valida se il laboratorio lavora anche metalli, targhette, utensili, acciaio inox, titanio o alluminio anodizzato. Può marcare alcuni polimeri, ma sulle stampe FDM richiede più attenzione. Il diodo blu è adatto a molti materiali organici e a incisioni più generiche, ma sulle stampe 3D tende a essere meno preciso quando si cercano scritte piccole e pulite.
La scelta quindi dipende dall’uso principale. Se l’obiettivo è personalizzare bicchieri, metallo, legno e materiali misti, una macchina combinata può avere senso. Se invece il lavoro riguarda in modo specifico la marcatura di parti stampate in 3D, il laser UV è quello che merita più attenzione.
La marcatura laser delle stampe 3D non è una soluzione universale, ma può risolvere un problema reale: aggiungere informazioni permanenti su parti FDM senza adesivi, pennarelli o cambi di filamento. Il test su xTool F2 Ultra e xTool F2 Ultra UV mostra che la sorgente UV ha un vantaggio chiaro quando si lavora su plastiche sensibili al calore.
Il punto più importante, però, non è solo la macchina. È il materiale. Colore, pigmenti e additivi possono cambiare il risultato più del polimero indicato sull’etichetta. Per ottenere marcature affidabili bisogna trattare il laser come una fase di processo: prove, parametri salvati, controllo della leggibilità e attenzione alla sicurezza.
Per maker evoluti, service e piccoli reparti produttivi, questa tecnologia può diventare un modo pratico per rendere le stampe 3D più identificabili, tracciabili e adatte all’uso quotidiano.