Il controllo qualità nella stampa 3D sta cambiando prospettiva. Per molti anni l’attenzione si è concentrata soprattutto sul pezzo finito: si stampa, si rimuove il componente dal piano, si misura, si osserva, si decide se tenerlo o scartarlo. Questo approccio funziona quando i pezzi sono pochi, i tempi non sono critici e il costo del materiale è contenuto. Diventa però meno adatto quando la stampa 3D entra in celle produttive, farm di stampanti, reparti R&D con molti materiali o applicazioni industriali dove ogni errore pesa su tempi, costi e tracciabilità.
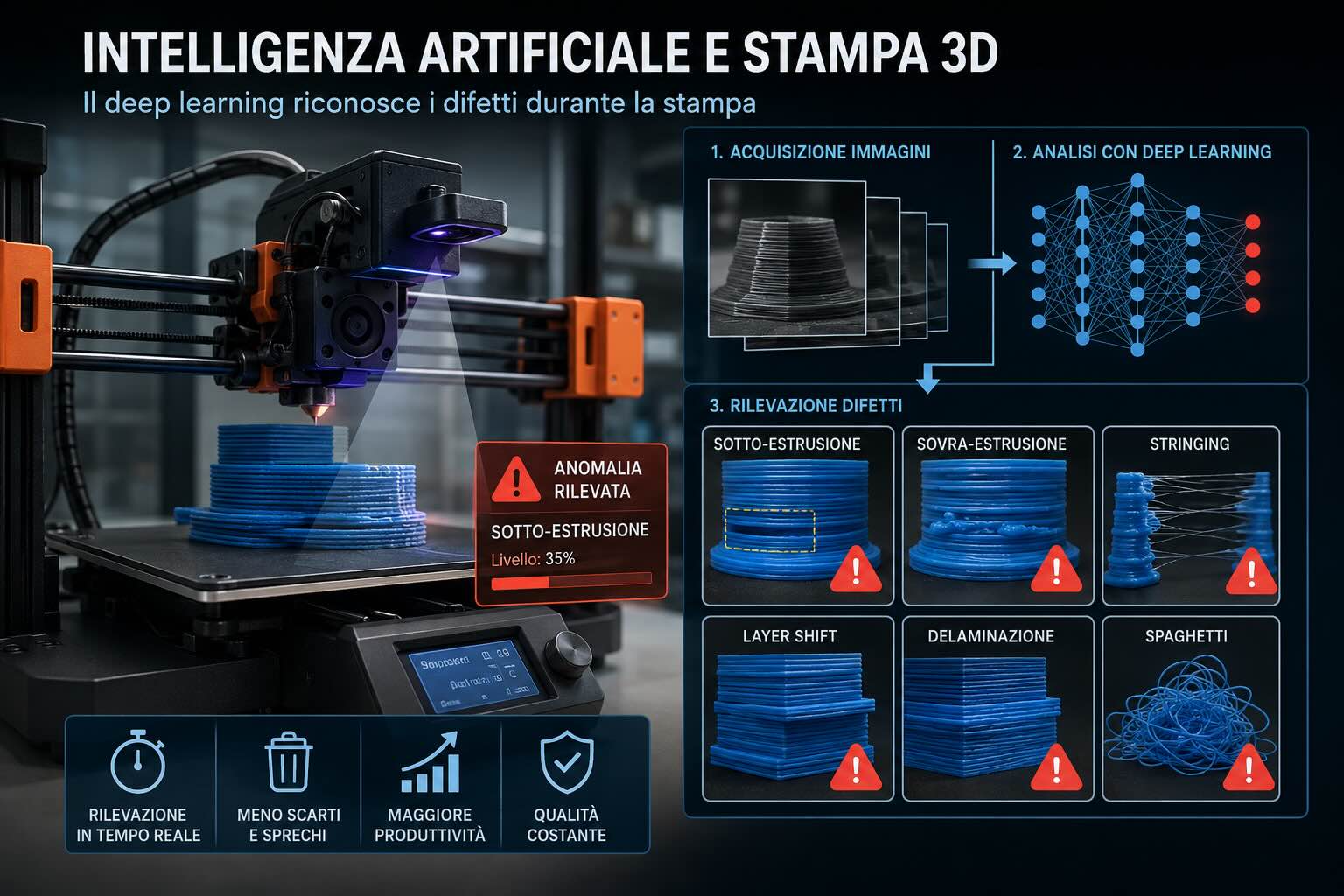
Il tema affrontato dagli studi sul deep learning applicato alla stampa 3D è proprio questo: non aspettare la fine della stampa per scoprire un difetto, ma osservare il processo mentre avviene. Una telecamera può seguire la deposizione del materiale, acquisire immagini del pezzo in costruzione e fornire dati a un modello di intelligenza artificiale addestrato a riconoscere situazioni anomale.
Nel caso della stampa 3D a estrusione, cioè FFF o FDM, i difetti più comuni sono noti a chiunque usi una stampante da laboratorio o una macchina professionale: sotto-estrusione, sovra-estrusione, stringing, perdita di adesione al piano, deformazioni, delaminazioni, layer shift e il classico effetto “spaghetti”, quando il filamento viene depositato nel vuoto e si accumula in fili disordinati attorno al pezzo. Alcuni di questi errori possono essere recuperati se intercettati presto. Altri, se lasciati procedere, trasformano ore di lavoro in materiale da buttare.
Dal controllo a vista alla visione artificiale
In molte aziende il controllo del processo di stampa resta affidato all’operatore. Si avvia la macchina, si controllano i primi layer, poi si torna a verificare a intervalli. È una prassi comprensibile, ma non può garantire osservazione continua. Quando le stampanti diventano decine o centinaia, il problema cresce. Anche un operatore esperto non può seguire ogni ugello, ogni layer e ogni variazione di comportamento.
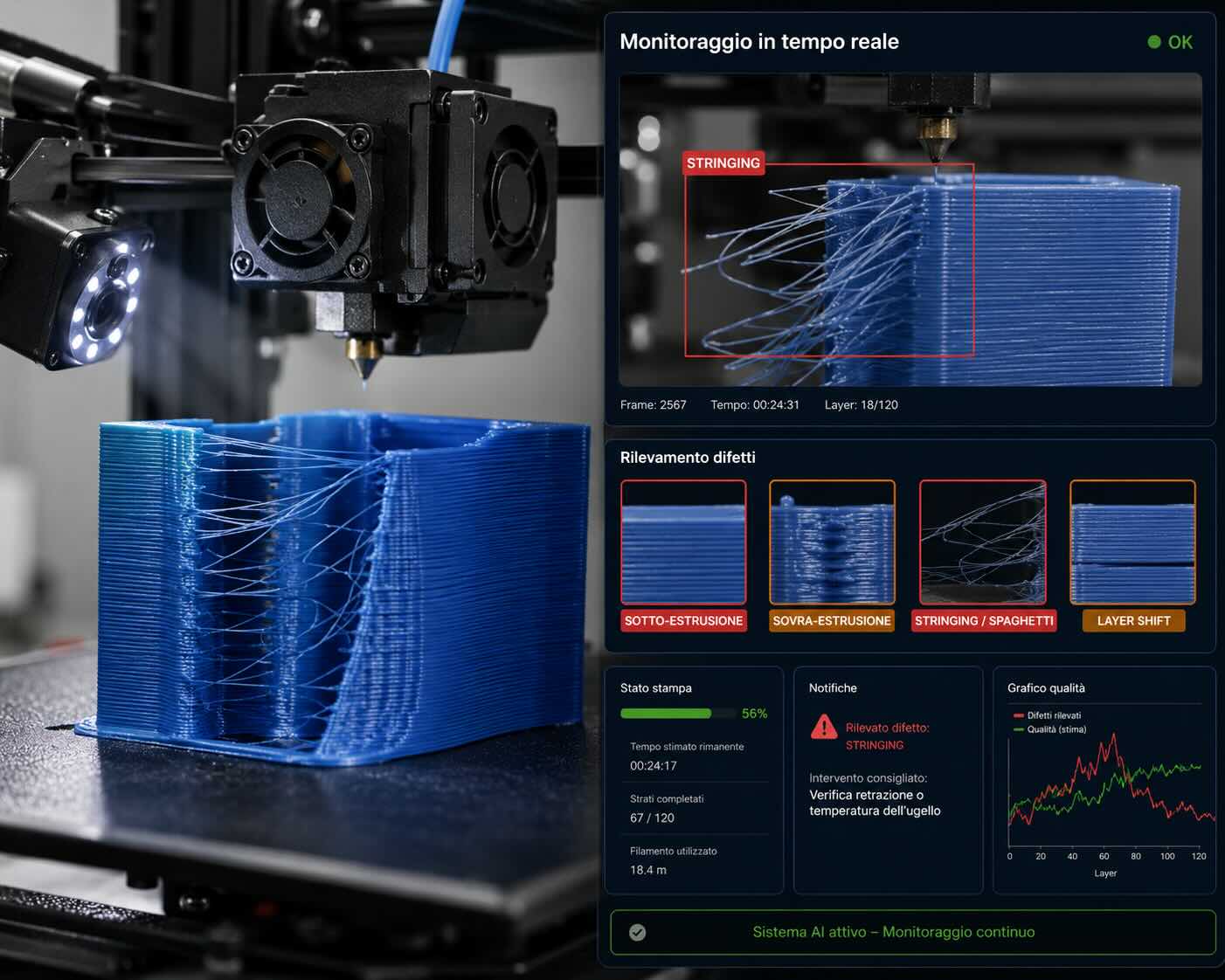
La visione artificiale prova a colmare questo vuoto. Una telecamera montata sulla struttura della macchina, sul piano o vicino all’estrusore può raccogliere immagini durante la stampa. Queste immagini vengono confrontate con ciò che il sistema considera normale. Se il modello riconosce una deviazione, può inviare un avviso, mettere in pausa la stampa o, nei sistemi più evoluti, proporre una correzione dei parametri.
La differenza tra un sistema basato su regole e uno basato su deep learning è importante. Un algoritmo tradizionale può cercare bordi, differenze di luminosità, sagome incoerenti o aree fuori posizione. È utile, ma spesso fragile: cambia l’illuminazione, cambia il colore del filamento, cambia l’angolo della telecamera e il sistema può perdere affidabilità. Le reti neurali, invece, apprendono caratteristiche visive più complesse dai dati. Non cercano soltanto una forma predefinita, ma provano a riconoscere schemi ricorrenti associati a un errore.
Cosa può vedere una rete neurale durante la stampa
Una rete neurale convoluzionale, o un modello più moderno della famiglia YOLO o dei Vision Transformer, può essere addestrato su migliaia o milioni di immagini di stampe corrette e difettose. In questo modo può imparare a distinguere una traccia di materiale regolare da una traccia troppo sottile, troppo larga, fuori posizione o discontinua.
Nel caso della sotto-estrusione, il materiale depositato è insufficiente: le linee risultano sottili, distanziate o incomplete. Nella sovra-estrusione accade il contrario: il materiale è eccessivo, si schiaccia, crea rigonfiamenti e può compromettere la precisione dimensionale. Lo stringing produce fili indesiderati tra una zona e l’altra del pezzo. Il layer shift genera uno spostamento laterale degli strati, spesso dovuto a problemi meccanici, perdita di passi o urti. La delaminazione si manifesta quando gli strati non aderiscono correttamente tra loro. Lo spaghetti failure è l’errore più visibile: la stampante continua a estrudere anche se il pezzo si è staccato o la deposizione non segue più la geometria prevista.
Per un essere umano questi fenomeni sono riconoscibili, ma solo se sta guardando nel momento giusto. Per un sistema automatico il vantaggio è la continuità. La macchina non si distrae e può controllare il processo fotogramma dopo fotogramma.
Perché il tema interessa anche l’industria
Sulle stampanti desktop il vantaggio più immediato è evitare spreco di filamento e tempo macchina. Nelle farm FFF, dove molte stampanti lavorano in parallelo, il monitoraggio automatico può ridurre il numero di interventi manuali e migliorare la gestione dei turni non presidiati.
In ambito industriale il discorso è più ampio. La stampa 3D non deve soltanto produrre un pezzo: deve produrre dati. Un sistema di monitoraggio in processo può creare una registrazione visiva della costruzione, associare gli eventi a un lotto, archiviare anomalie e fornire evidenze utili per il controllo qualità. Questo è importante per aziende che vogliono usare la stampa 3D non solo per prototipi, ma per piccole serie, attrezzature produttive, maschere, dime, ricambi e componenti funzionali.
Nel metallo il monitoraggio in processo segue spesso strade diverse: sensori del melt pool, fotodiodi, camere termiche, immagini layer-by-layer e analisi delle emissioni durante la fusione. Aziende come EOS hanno sviluppato sistemi integrati di monitoraggio per le proprie piattaforme, mentre società come Sigma Additive Solutions hanno lavorato per anni sull’analisi dei dati di processo. Nel mondo polimerico il vantaggio della visione ottica è il costo più accessibile: una telecamera, se ben posizionata e abbinata a un modello robusto, può essere installata anche su macchine non nate con sensori avanzati.
Il nodo della generalizzazione
Il punto difficile non è far riconoscere a un modello un difetto già visto in condizioni controllate. Il punto difficile è farlo funzionare con stampanti diverse, materiali diversi, colori diversi, luci diverse e geometrie non presenti nel dataset di addestramento.
Un modello addestrato su PLA bianco con una certa telecamera potrebbe comportarsi male con PETG nero, TPU lucido o materiali caricati fibra. Una webcam montata frontalmente vede difetti diversi rispetto a una camera posta vicino all’ugello. Una parte alta e sottile genera immagini diverse rispetto a una geometria piatta e larga. Anche una semplice variazione di luce ambientale può influire sul risultato.
Per questo gli studi più solidi cercano dataset ampi e vari. Un lavoro pubblicato su Nature Communications da Douglas A. J. Brion e Sebastian W. Pattinson ha affrontato il tema con una rete neurale multi-head e un sistema chiamato CAXTON, costruito per raccogliere immagini durante la stampa e collegarle ai parametri reali del processo. L’idea è interessante perché non si limita a dire “questo è un errore”, ma cerca di collegare l’immagine a parametri come flusso, velocità, temperatura dell’hotend e distanza Z.
Questo passaggio è importante: se il sistema capisce quale parametro sta andando fuori strada, può aprire la porta alla correzione automatica. Non solo fermare la stampa, ma modificare il comportamento della macchina.
Dalla rilevazione alla correzione
Rilevare un difetto è il primo passo. Correggerlo in tempo reale è molto più difficile. La macchina deve ricevere il segnale, interpretarlo, modificare un parametro e verificare che la correzione abbia effetto. Inoltre deve farlo senza introdurre nuovi problemi.
Prendiamo un caso semplice: la sotto-estrusione. Se il modello vede linee troppo sottili, il sistema potrebbe aumentare il flusso o ridurre la velocità. Ma se il problema nasce da un ugello parzialmente ostruito, la correzione software può non bastare. Se il problema è la temperatura troppo bassa, aumentare il flusso potrebbe peggiorare la situazione. Se invece la causa è un errato offset Z, bisogna intervenire sulla distanza tra ugello e piano.
Qui entra in gioco il valore dei modelli multi-parametro. Una rete che osserva solo l’immagine finale del difetto può dare un allarme. Una rete che prova a collegare l’immagine allo stato del processo può fornire un’indicazione più utile. È la differenza tra dire “qualcosa non va” e dire “probabilmente il flusso è basso” oppure “la distanza Z è fuori intervallo”.
YOLO, modelli leggeri e dispositivi embedded
Una parte della ricerca si sta muovendo verso modelli leggeri, capaci di girare su hardware economico e a basso consumo. Questo è un punto pratico decisivo. Se per riconoscere i difetti serve una workstation con GPU costosa, l’adozione resta limitata. Se invece il modello può funzionare su dispositivi embedded, mini-PC o schede a basso costo, la tecnologia diventa applicabile su più stampanti.
Alcuni studi hanno testato modelli YOLO ottimizzati per riconoscere in tempo reale difetti di estrusione come stringing, spaghetti, sotto-estrusione e sovra-estrusione. YOLO è una famiglia di modelli pensata per individuare oggetti o anomalie in immagini e video con tempi di inferenza rapidi. Questo lo rende adatto a sistemi che devono osservare la stampa senza rallentare il processo.
La direzione è chiara: modelli più piccoli, più veloci, meno dipendenti da hardware pesante e capaci di funzionare con più angoli di ripresa. L’uso di due telecamere, ad esempio, può migliorare la lettura di difetti che da una sola prospettiva risultano nascosti.
Le aziende già presenti sul mercato
Nel mondo consumer e prosumer il concetto di rilevazione automatica dei fallimenti è già noto. Sistemi come la “spaghetti detection” sono entrati nel linguaggio comune degli utenti FFF. Alcuni produttori, tra cui Bambu Lab e QIDI, propongono funzioni di monitoraggio visivo per riconoscere stampe che stanno andando fuori controllo. Anche l’ecosistema OctoPrint ha visto nascere soluzioni basate su webcam e machine learning per inviare avvisi quando una stampa fallisce.
Queste soluzioni non sono tutte equivalenti. Alcune sono pensate per evitare disastri evidenti, come una montagna di filamento estruso nel vuoto. Altre puntano a difetti più sottili. Il salto verso l’industria richiede però altro: riduzione dei falsi positivi, documentazione, ripetibilità, integrazione con MES o sistemi di gestione produzione, gestione dei dati e compatibilità con le procedure qualità.
Perché non basta dire “AI”
L’uso della parola AI nel controllo qualità rischia di diventare generico. Un modello può essere utile solo se addestrato bene, validato in condizioni reali e mantenuto nel tempo. Una rete neurale che funziona in laboratorio può fallire in officina se la telecamera vibra, se l’illuminazione cambia, se il materiale riflette in modo diverso o se la stampante ha una cinematica differente.
Servono dataset puliti, immagini annotate correttamente, test su macchine diverse e metriche comprensibili. Non basta indicare un’accuratezza alta se il sistema genera troppi falsi allarmi o se non riconosce i difetti più costosi. In produzione, un allarme inutile può fermare pezzi buoni; un difetto non rilevato può mandare avanti una stampa sbagliata. Entrambi hanno un costo.
Per questo la direzione più credibile non è sostituire l’operatore, ma aiutarlo. Un sistema di visione può segnalare le anomalie, archiviare le immagini, suggerire il problema e permettere una decisione più rapida. In una fase successiva, dove la macchina e il software sono sufficientemente integrati, può intervenire anche sui parametri.
Il valore per la sostenibilità e per i costi
Ogni stampa fallita consuma materiale, energia e tempo macchina. Nel caso di un oggetto piccolo il danno può sembrare modesto. In una farm o in un reparto che lavora su commesse continue, la somma diventa rilevante. Se il sistema intercetta un problema dopo dieci minuti invece che dopo sei ore, il risparmio è evidente.
Questo vale anche per la sostenibilità. Ridurre scarti e ristampe è una forma concreta di efficienza. Non serve enfatizzare: è un dato operativo. Meno errori significano meno materiale buttato, meno ore macchina sprecate e meno interventi manuali.
Dove può arrivare questa tecnologia
Il passaggio più interessante sarà l’integrazione tra monitoraggio visivo, slicer, firmware e controllo qualità. Oggi molti sistemi osservano la stampa dall’esterno. Il passo successivo è collegare ciò che la telecamera vede con il G-code, il percorso utensile, i parametri macchina e il gemello digitale del pezzo.
Se il software sa che in quel momento l’ugello dovrebbe depositare una linea in una certa posizione, può confrontare l’immagine reale con l’aspettativa. Se rileva una deviazione, può capire se si tratta di materiale mancante, eccesso di materiale, spostamento o perdita di adesione. Questo porta il controllo qualità dentro il processo, non solo a fine lavorazione.
Per la stampa 3D professionale il vantaggio non è soltanto fermare una stampa fallita. È costruire fiducia nel processo. La stampa 3D è stata spesso descritta come tecnologia flessibile, ma la produzione industriale chiede ripetibilità. La visione artificiale e il deep learning possono contribuire a colmare questa distanza, a patto che vengano usati con criteri tecnici e non come semplice funzione marketing.
Una lettura prudente
Il deep learning applicato al controllo dei difetti nella stampa 3D è una strada concreta, ma non elimina le competenze di processo. Una stampante mal calibrata, un materiale umido, un piano sporco o un profilo di stampa sbagliato continueranno a generare problemi. L’AI può riconoscerli prima, documentarli meglio e in alcuni casi aiutare a correggerli, ma non sostituisce la qualità della macchina, del materiale e della preparazione.
La notizia va quindi letta come un tassello di un’evoluzione più ampia: la stampa 3D si sta spostando da processo aperto e spesso sorvegliato manualmente a processo monitorato, tracciato e, in prospettiva, corretto in modo automatico. Una telecamera e una rete neurale non rendono una stampante perfetta, ma possono trasformare un errore invisibile fino a fine stampa in un segnale gestibile mentre la macchina è ancora al lavoro.