Nel mondo della stampa 3D FDM, il cambio utensile è una delle soluzioni più interessanti per chi vuole lavorare con più materiali, più colori o più testine specializzate senza affidarsi solo a sistemi di cambio filamento. Il progetto INDEX-OOSAKA, sviluppato da OOSAKA Lab, si inserisce proprio in questo settore: un toolchanger pensato per stampanti 3D CoreXY basate su Klipper, con un’impostazione rivolta a utenti esperti, maker evoluti e costruttori di macchine personalizzate. Il modello è disponibile su Printables al prezzo indicato di 19 dollari.
Un sistema pensato per ridurre l’ingombro delle testine
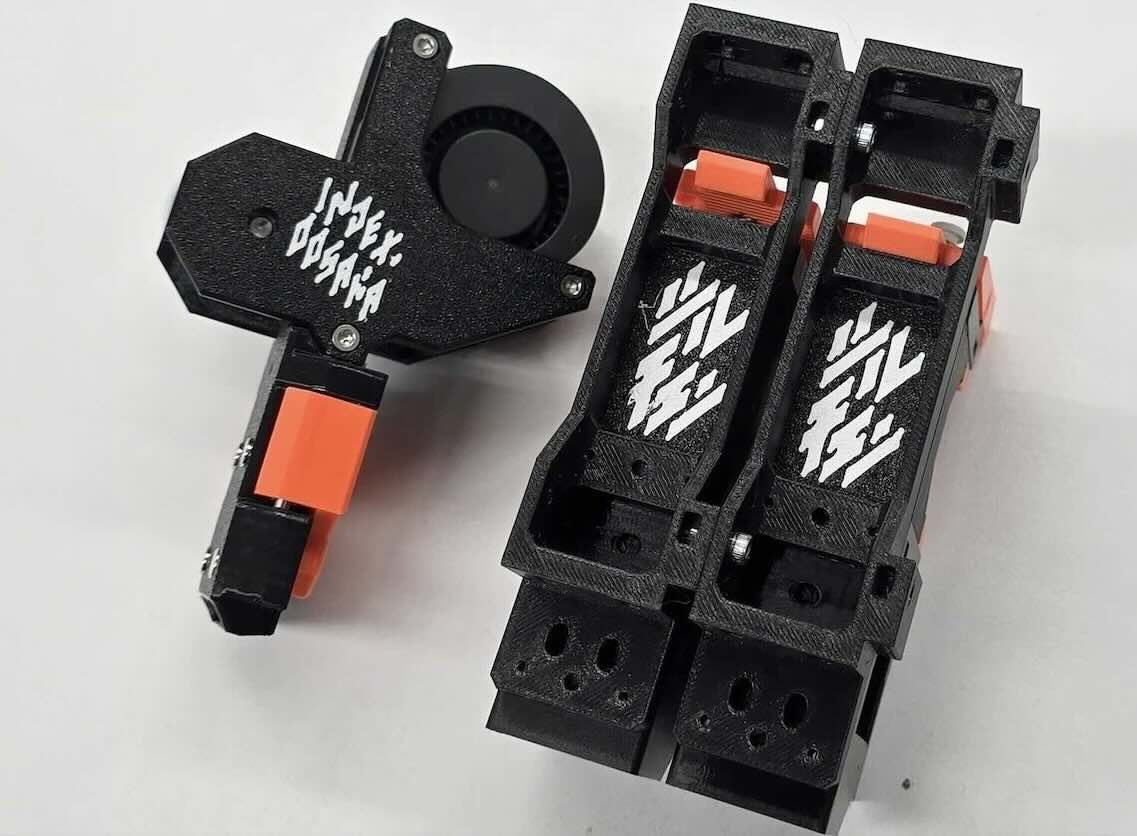
Il punto centrale del progetto è la larghezza del toolhead: 30 mm. Nei sistemi toolchanger, ogni utensile deve trovare posto in una zona di parcheggio e deve poter essere agganciato e sganciato in modo ripetibile. Quando le testine sono larghe, il numero di utensili installabili si riduce oppure aumenta lo spazio necessario sul telaio. OOSAKA Lab ha scelto una strada diversa: rendere il gruppo più stretto integrando in modo compatto estrusore e raffreddamento del pezzo.
Questa scelta porta a un altro dato pratico: la distanza minima tra utensili adiacenti può scendere a 35 mm. In una macchina CoreXY con più toolhead parcheggiati, pochi millimetri per utensile possono fare la differenza tra un sistema a due testine e una configurazione più estesa. Il vantaggio non è solo estetico o meccanico: una disposizione più compatta può ridurre la lunghezza delle aree di parcheggio e lasciare più spazio utile al volume di stampa.
Perché un toolchanger è diverso da un sistema AMS o MMU
Un toolchanger non sostituisce semplicemente il filamento dentro lo stesso hotend. In un sistema di questo tipo, la stampante cambia fisicamente l’utensile: può montare un hotend con un materiale, poi parcheggiarlo e prenderne un altro con una diversa bobina, un diverso diametro di ugello, una diversa temperatura o una funzione specifica. In teoria, una macchina di questo tipo può alternare PLA, PETG, supporti solubili, ugelli grandi per riempimenti veloci e ugelli piccoli per dettagli.
Rispetto a un sistema multi-materiale basato sul cambio del filamento, il toolchanger può ridurre alcuni problemi tipici come purghe lunghe, contaminazione tra materiali e tempi persi nella retrazione e nel caricamento del filamento. Dall’altra parte, richiede una meccanica più precisa, una configurazione firmware più complessa, calibrazione degli offset e una gestione accurata delle macro di cambio utensile.
Klipper al centro del progetto
INDEX-OOSAKA è pensato per macchine basate su Klipper, un firmware per stampanti 3D che combina la potenza di un computer con uno o più microcontrollori ed è distribuito come software libero. In una stampante toolchanger, questa impostazione è utile perché consente di gestire macro, G-code personalizzati, offset per utensile, procedure di aggancio, sgancio, parcheggio e controllo degli stati macchina.
La flessibilità, però, non significa semplicità immediata. Il progetto non include una configurazione pronta della stampante. Chi scarica i file deve adattare il sistema alla propria macchina, modificare le parti in base al carrello e creare la configurazione Klipper, comprese macro e sequenze G-code per il cambio utensile. Anche la calibrazione degli offset degli ugelli resta a carico dell’utente.
Un progetto per utenti esperti, non un kit plug-and-play
INDEX-OOSAKA non va interpretato come un accessorio commerciale già pronto da montare. È un progetto tecnico per chi ha esperienza con stampanti autocostruite, sistemi CoreXY, modellazione CAD, stampa di parti meccaniche e configurazione firmware. OOSAKA Lab mette a disposizione file STL e STEP, insieme a una distinta componenti, ma non fornisce una configurazione completa per ogni stampante.
La presenza dei file STEP è importante perché permette di adattare il progetto al proprio sistema di movimentazione. Ogni CoreXY può avere carrelli, guide, cinghie, punti di fissaggio e geometrie differenti. Questo significa che l’utente deve verificare ingombri, collisioni, rigidità, percorsi dei cavi, gestione dei tubi Bowden o direct drive e compatibilità con il telaio.
Anche la documentazione di Klipper invita alla cautela: nei file di esempio CoreXY si specifica che una configurazione non va copiata senza lettura e adattamento, perché parametri errati possono causare danni. Questo aspetto è ancora più importante su una macchina con cambio utensile, dove una macro sbagliata può portare a collisioni tra toolhead, docking station, piatto o telaio.
Tap leveling integrato nel toolhead
Uno degli elementi più interessanti del progetto è l’integrazione di una funzione di Tap-Leveling nel toolhead. In una macchina toolchanger, la misura del piano non è un dettaglio secondario: ogni utensile deve avere un rapporto corretto con il piano di stampa e con gli altri utensili. Se un ugello è anche solo leggermente più alto o più basso degli altri, si possono avere problemi di adesione, collisioni, graffi sul pezzo o strati non uniformi.
Il progetto integra quindi una funzione di rilevamento del piano all’interno della testina. Non si tratta però di una scorciatoia che elimina la calibrazione: in un sistema multi-utensile servono comunque controlli su offset X, Y e Z, ripetibilità dell’aggancio e comportamento termico dei vari hotend.
Materiali consigliati per stampare i componenti
Per la realizzazione delle parti stampate, OOSAKA Lab consiglia materiali con una buona resistenza alla temperatura, come PETG, ABS o ASA. Il progetto suggerisce almeno quattro perimetri e un riempimento non inferiore al 40%. Questi parametri hanno senso, perché un toolhead deve sopportare vibrazioni, serraggi, calore proveniente dall’hotend e sollecitazioni durante aggancio e sgancio.
Per ingranaggi e parti con logo viene indicato l’uso di un ugello da 0,2 mm, mentre gli altri componenti possono essere stampati con ugello da 0,4 mm. Alcune parti richiedono supporti ad albero. È un dettaglio utile da riportare perché fa capire il livello di precisione richiesto: non basta stampare velocemente i pezzi, serve ottenere superfici pulite e tolleranze coerenti.
Sul fronte dei filamenti lavorabili dopo l’assemblaggio, il sistema viene indicato per materiali come PLA e PETG. L’uso con ABS è previsto dal punto di vista costruttivo, ma non risulta ancora testato nella documentazione riportata.
La parte software: macro, offset e cambio utensile
Per trasformare INDEX-OOSAKA in una stampante funzionante serve una parte software ben costruita. Il cambio utensile deve seguire una sequenza precisa: mettere in sicurezza l’utensile attivo, spostarsi verso la zona di parcheggio, sganciare il toolhead, agganciare quello successivo, verificare la posizione, applicare gli offset e riprendere la stampa senza errori.
Nel mondo Klipper esistono estensioni e macro dedicate ai toolchanger. Il progetto Klipper_ToolChanger di TypQxQ, per esempio, descrive moduli Python, macro e configurazioni di esempio per permettere a Klipper di lavorare con sistemi di cambio utensile; l’approccio è basato su utensili configurabili con coordinate di parcheggio, offset, estrusore e ventola di raffreddamento. Un altro progetto, klipper-toolchanger di viesturz, offre estensioni per la gestione del toolchanger, tool probe, calibrazione degli utensili e percorsi arrotondati per movimenti rapidi non di stampa.
Questi progetti non sostituiscono automaticamente il lavoro richiesto da INDEX-OOSAKA, ma aiutano a capire il contesto: il cambio utensile su Klipper è un ecosistema tecnico in cui hardware, macro e configurazione devono essere pensati insieme. La documentazione di viesturz, ad esempio, descrive un’estensione che fornisce la struttura di base e il collegamento ai G-code, lasciando però all’utente la definizione dei movimenti effettivi tramite macro.
Licenza e limiti di utilizzo
Il modello è distribuito con una licenza digitale standard per uso privato. Per i file STEP viene indicata una regola specifica: sono consentite modifiche individuali, ma non la condivisione, la distribuzione o la vendita dei dati modificati. Il creatore sottolinea inoltre il carattere sperimentale del progetto e non assume responsabilità per eventuali danni derivanti dall’uso dei file.
Questo punto è importante per due motivi. Il primo riguarda la sicurezza: un toolchanger mal configurato può danneggiare hotend, guide lineari, carrelli o piano di stampa. Il secondo riguarda la pubblicazione di remix: chi modifica i file per adattarli alla propria macchina deve rispettare i limiti imposti dalla licenza, soprattutto per i file STEP.
A chi può interessare INDEX-OOSAKA
INDEX-OOSAKA può interessare chi costruisce o modifica stampanti CoreXY e vuole sperimentare il cambio utensile senza partire da zero dal punto di vista meccanico. Può essere adatto a chi lavora con stampanti Voron-like, macchine custom, telai CoreXY autocostruiti o conversioni basate su Klipper, ma richiede competenze di montaggio, diagnostica e configurazione.
Non è invece il progetto ideale per chi cerca una soluzione pronta, documentata passo per passo e compatibile con una stampante commerciale senza modifiche. In questo caso è meglio orientarsi verso macchine nate già come toolchanger o sistemi multi-materiale più guidati, accettando però i limiti e i costi di quelle piattaforme.
Perché il formato da 30 mm è interessante
La larghezza di 30 mm non è solo un dato tecnico da scheda. In una stampante a cambio utensile, ogni testina parcheggiata occupa spazio fisico. Se la larghezza di ogni toolhead diminuisce, diventa più semplice collocare più utensili lungo un lato del telaio. Questo può aprire la strada a configurazioni con più materiali o più ugelli senza allargare troppo la macchina.
L’altro vantaggio riguarda la massa e la compattezza del gruppo. Una testina più stretta e ben integrata può facilitare il routing dei cavi, ridurre interferenze tra utensili e lasciare più libertà nella progettazione della dock. Naturalmente, la compattezza deve essere bilanciata con raffreddamento, rigidità e facilità di manutenzione.
Un progetto che mostra la direzione del fai da te avanzato
INDEX-OOSAKA rappresenta bene una tendenza già visibile nella comunità maker: portare funzioni tipiche delle macchine più complesse dentro sistemi autocostruiti o fortemente modificati. Klipper, i file STEP, le macro G-code e le piattaforme di condivisione come Printables permettono a utenti esperti di costruire soluzioni molto personalizzate.
Il risultato, però, dipende dalla qualità dell’integrazione. In un toolchanger non basta che ogni singola parte funzioni: devono funzionare insieme meccanica, firmware, slicer, calibrazione e materiali. Per questo INDEX-OOSAKA va visto come una base tecnica per sperimentatori, non come un aggiornamento semplice da installare nel fine settimana.
Con INDEX-OOSAKA, OOSAKA Lab propone un toolchanger stampabile che punta su compattezza, adattabilità e integrazione con stampanti CoreXY basate su Klipper. La testina larga 30 mm, la distanza minima di 35 mm tra utensili, i file STL e STEP e l’integrazione del Tap-Leveling lo rendono un progetto interessante per chi vuole costruire una macchina multimateriale o multi-utensile su base personalizzata.
Resta una soluzione per utenti con esperienza. Servono modifiche CAD, stampa accurata dei componenti, conoscenza di Klipper, macro G-code, calibrazione degli offset e controlli meccanici. Per chi ha queste competenze, il progetto può diventare una base concreta per sviluppare una CoreXY toolchanger compatta. Per chi cerca una soluzione pronta, invece, è meglio considerarlo come un progetto da studiare prima ancora che da stampare.