La produzione additiva sta trovando spazio anche in un settore dove, per molti anni, il metallo lavorato a CNC e l’elettroerosione sono stati quasi obbligatori: la costruzione di stampi e inserti per lo stampaggio a iniezione. Non si parla di sostituire lo stampo in acciaio destinato a milioni di cicli, ma di affiancare agli utensili tradizionali una soluzione più rapida per prototipi funzionali, pre-serie, piccole produzioni e prove di validazione con materiali termoplastici reali.
Il tema è al centro dello studio “Transforming plastic injection molding with additive manufacturing: a novel systematic review of innovative approaches to insert production”, pubblicato nel Rapid Prototyping Journal il 26 agosto 2025. Il lavoro è firmato da Yineska Erimar Becerra-Borges, Aitor Cazón-Martín, Maria Isabel Rodriguez-Ferradas, Paz Morer-Camo, Unai Etxaniz-Sein, Juan Carlos Manchado e Maria Virginia Candal. Le realtà citate nella pubblicazione includono University of Navarra, IKOR Technology Centre, GAIKER Technology Centre e Valencian International University; tra i riferimenti industriali entrano anche nomi come Formlabs e Stratasys, legati a materiali e tecnologie usate per tooling polimerico.
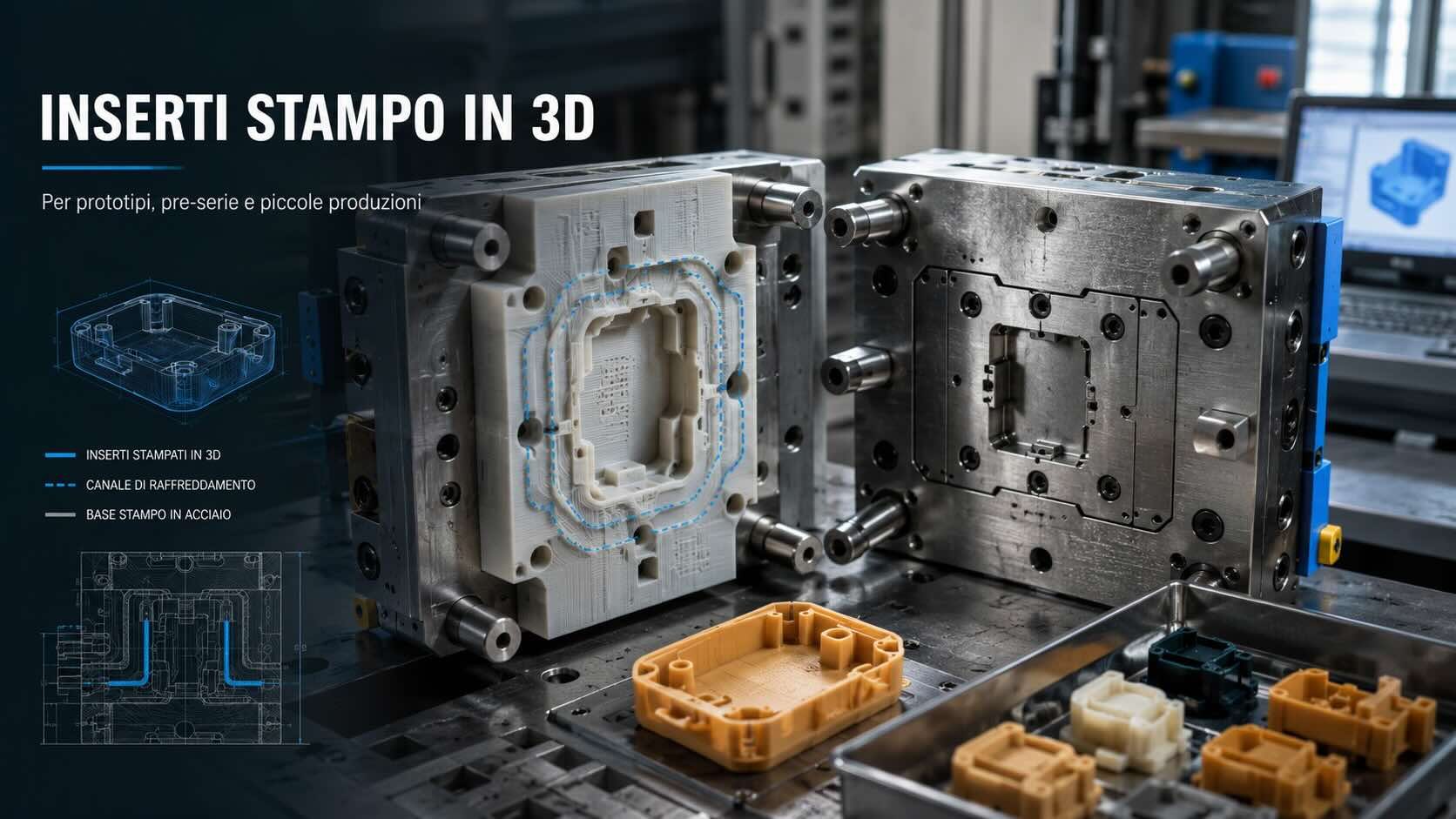
Perché stampare in 3D un inserto per stampo
Lo stampaggio a iniezione è uno dei processi più usati per produrre parti plastiche in grandi quantità. È veloce, ripetibile e adatto a componenti con tolleranze strette, ma richiede uno stampo costoso e tempi di preparazione non trascurabili. Formlabs indica, per uno stampo metallico tradizionale, tempi di produzione che possono andare da quattro a otto settimane e costi che possono arrivare oltre i 100.000 dollari, in funzione di complessità, dimensioni e lavorazioni richieste.
Per una grande serie, il costo dello stampo viene assorbito dal numero di pezzi prodotti. Per una pre-serie da poche decine, centinaia o migliaia di componenti, il conto cambia. Il problema non è solo economico: durante lo sviluppo prodotto spesso servono modifiche rapide, prove con materiale finale, test di assemblaggio, controlli dimensionali e campioni da consegnare a clienti o reparti interni. In questi casi attendere settimane per uno stampo lavorato a CNC può rallentare il progetto.
Gli inserti stampati in 3D cercano di rispondere a questa esigenza. Si realizza solo la parte dello stampo che contiene la cavità, la si monta in un portastampo o in una struttura metallica e si usa una pressa a iniezione convenzionale o da banco. La parte stampata in 3D non deve quindi sostituire l’intero sistema di stampaggio, ma può diventare l’elemento rapido e modificabile del processo.
Cosa emerge dalla revisione scientifica
La revisione pubblicata nel Rapid Prototyping Journal ha analizzato 67 articoli pubblicati tra il 2013 e il 2024, selezionati con metodologia PRISMA, per valutare quanto sia praticabile produrre inserti per stampaggio a iniezione con processi additivi polimerici e metallici. Lo studio ha estratto dati su proprietà meccaniche, materiali, tecnologie e numero di cicli di iniezione raggiunti dagli inserti.
Il risultato principale è chiaro: la stampa 3D può funzionare per inserti destinati a prototipi, attrezzaggi temporanei e produzioni brevi, ma la sua efficacia dipende da molti fattori. Il processo additivo scelto, il materiale dell’inserto, il polimero iniettato, la geometria del pezzo e i parametri di stampaggio hanno un impatto diretto sulla durata dell’utensile.
La revisione identifica tre processi come i più rilevanti nella letteratura: Material Jetting, fotopolimerizzazione in vasca con laser UV e Laser Powder Bed Fusion su metalli. I valori massimi riportati per i cicli di iniezione sono differenti: 116 cicli per inserti realizzati con Material Jetting, 85 cicli per inserti prodotti con fotopolimerizzazione in vasca e oltre 500 cicli per inserti metallici prodotti con Laser Powder Bed Fusion.
Questi numeri non vanno letti come una classifica assoluta. Uno stampo polimerico può essere sufficiente per verificare un progetto o produrre una piccola campionatura; uno stampo metallico additivo può richiedere più investimento ma offrire maggiore resistenza termica, migliore dissipazione e una vita utile più lunga. Il punto è scegliere lo strumento in base al caso d’uso.
Material Jetting: buona finitura, durata limitata
Il Material Jetting, spesso associato alla tecnologia PolyJet, è il processo più studiato per la produzione di inserti stampo. La ragione è comprensibile: consente di ottenere superfici lisce, dettagli fini e tempi di stampa compatibili con iterazioni rapide. Questo lo rende interessante per verifiche di forma, test funzionali e piccole produzioni con materiali non troppo aggressivi dal punto di vista termico e meccanico.
Nel contesto del Material Jetting, il materiale più citato è Digital ABS, collegato all’ecosistema Stratasys. Stratasys descrive Digital ABS Plus come un materiale PolyJet pensato per migliorare le prestazioni meccaniche e termiche rispetto a fotopolimeri standard, con applicazioni in verifica progettuale e test funzionali.
Il limite è la durata. Gli inserti in polimero soffrono la combinazione di temperatura, pressione e sollecitazioni ripetute. Possono essere adatti a poche decine o centinaia di pezzi, ma richiedono parametri di stampaggio controllati e materiali iniettati compatibili. Quando aumenta la temperatura del polimero, quando la geometria richiede pressioni elevate o quando il ciclo prevede forti carichi di mantenimento, il rischio di cricche, deformazioni o usura cresce.
SLA e resine tecniche: precisione e accessibilità
La seconda famiglia importante è la fotopolimerizzazione in vasca, in particolare SLA. Il vantaggio principale è la qualità superficiale, unita alla disponibilità di macchine relativamente accessibili per uffici tecnici, laboratori e reparti R&D. Formlabs presenta i propri stampi SLA come una soluzione per ridurre tempi e costi nella produzione a basso volume e cita l’uso di materiali come Rigid 10K Resin per stampi e applicazioni industriali.
La Rigid 10K Resin viene descritta da Formlabs come una resina molto rigida, resistente a calore e agenti chimici, adatta a parti industriali, modelli e stampi. La stessa documentazione Formlabs sullo stampaggio a iniezione con stampi stampati in 3D cita casi applicativi con Braskem, Holimaker, Novus Applications, Multiplus e IPC Technical Center, includendo esempi di piccole serie, prototipi e componenti realizzati con termoplastici comuni.
Anche in questo caso bisogna evitare conclusioni troppo larghe. Una resina tecnica può essere molto utile per un inserto rapido, ma resta diversa da un acciaio lavorato. Formlabs stessa segnala limiti come accuratezza dimensionale inferiore rispetto a utensili metallici, maggiore rischio di rottura sotto calore e pressione, e tempi di raffreddamento più lunghi a causa della minore conducibilità termica del polimero.
Inserti metallici stampati in 3D: più resistenza e geometrie interne
Gli inserti metallici prodotti con Laser Powder Bed Fusion rappresentano un’altra categoria. Qui il vantaggio non è solo la rapidità rispetto a certe lavorazioni tradizionali, ma soprattutto la possibilità di costruire canali di raffreddamento conformali e geometrie interne che sarebbero difficili o impossibili da ottenere con fresatura e foratura convenzionali.
Nel caso degli stampi a iniezione, il raffreddamento è una parte essenziale del ciclo. Se il calore viene rimosso in modo uniforme, si possono ridurre deformazioni, ritiri non omogenei e tempi ciclo. 3D Systems presenta il conformal cooling come una soluzione per produrre inserti raffreddati in modo mirato nelle zone critiche dello stampo. Anche EOS documenta applicazioni in cui la stampa 3D metallica permette di pianificare canali di raffreddamento secondo la geometria desiderata e di produrre anime stampo con forme non ottenibili facilmente con metodi sottrattivi.
Questa strada è più costosa rispetto a un inserto in resina, richiede polveri metalliche, macchine industriali, trattamenti e lavorazioni di finitura. Però può essere più interessante quando il numero di cicli cresce, quando serve maggiore stabilità termica o quando il raffreddamento dello stampo diventa parte della prestazione del processo.
Non tutti i materiali iniettati sono uguali
Uno degli aspetti più importanti dello studio riguarda il materiale che viene iniettato nello stampo. Molti lavori analizzati si concentrano su polimeri a più bassa temperatura di lavorazione, con un ruolo rilevante del polipropilene. Per ampliare l’uso degli inserti additivi, gli autori indicano la necessità di più prove con materiali a temperatura di fusione più alta, geometrie standardizzate e componenti più complessi.
Questo punto è essenziale per le aziende. Stampare un inserto e iniettare PP o PE non è la stessa cosa che lavorare con policarbonato, nylon caricato fibra o materiali tecnici più aggressivi. La temperatura di iniezione, la viscosità del materiale, la pressione richiesta per riempire la cavità e la geometria del pezzo cambiano completamente il carico sull’inserto.
La revisione indica come parametri critici pressione di iniezione, temperatura dello stampo e temperatura di iniezione. Per gli inserti polimerici, gli autori raccomandano di ridurre, quando possibile, temperatura, portata, pressione di iniezione e pressione di mantenimento, proprio perché il materiale dello stampo è meno resistente rispetto al metallo e più sensibile al calore.
Quando l’inserto stampato in 3D ha senso
L’inserto additivo è utile quando il valore sta nella velocità, nella flessibilità e nella possibilità di correggere il progetto senza impegnare subito un utensile definitivo. È quindi adatto a:
Prototipi funzionali in materiale finale.
Un componente stampato in 3D non sempre riproduce il comportamento di una parte stampata a iniezione. Con un inserto rapido, invece, si può provare il materiale termoplastico previsto per la produzione, verificando deformazioni, assemblaggi, snap-fit, filettature, superfici e resistenza.
Pre-serie e validazione cliente.
Prima di ordinare uno stampo in acciaio, può servire una piccola quantità di pezzi per test, fiere, prove di montaggio o certificazioni preliminari. L’inserto stampato in 3D può coprire questa fase.
Produzioni brevi o personalizzate.
Per lotti limitati, ricambi, componenti su misura o piccoli prodotti commerciali, il costo dello stampo tradizionale può pesare troppo. Un inserto additivo può rendere sostenibile la produzione.
Geometrie difficili.
La stampa 3D può generare forme complesse, texture, cavità o canali interni difficili da lavorare. Nel metallo, il caso più noto è il raffreddamento conformale.
Iterazioni rapide.
Se un dettaglio non funziona, l’inserto può essere modificato e ristampato. Questa logica si adatta bene allo sviluppo prodotto, dove il progetto cambia più volte prima della versione finale.
Quando invece non è la scelta giusta
Gli inserti stampati in 3D non sono la risposta per ogni stampo. Se l’obiettivo è produrre decine o centinaia di migliaia di pezzi con tolleranze strette, tempi ciclo molto bassi e materiali ad alta temperatura, lo stampo metallico tradizionale resta il riferimento. Anche quando il pezzo richiede finiture estetiche molto precise, superfici ottiche o condizioni di stampaggio spinte, la soluzione additiva va valutata con cautela.
Il rischio è usare la stampa 3D come scorciatoia senza considerare la fisica del processo. Lo stampaggio a iniezione combina calore, pressione, attrito, ritiro, espulsione e raffreddamento. Un inserto in resina può funzionare bene se la geometria è favorevole, il materiale iniettato è compatibile e i parametri sono controllati. Può fallire rapidamente se viene trattato come uno stampo metallico.
Il ruolo della progettazione dello stampo
Per ottenere buoni risultati non basta stampare l’inserto. Bisogna progettare lo stampo tenendo conto del materiale additivo. Servono spessori adeguati, supporto meccanico tramite un telaio o portastampo, corretta posizione della linea di divisione, sformi sufficienti, superfici di espulsione, attenzione ai sottosquadri e controllo dei punti di iniezione.
Formlabs indica anche passaggi pratici come il montaggio dello stampo stampato in 3D dentro una struttura metallica, l’uso di post-curing, finitura, eventuali rivestimenti, agenti distaccanti e sistemi di raffreddamento aggiuntivi come aria compressa. Questi dettagli fanno la differenza tra un test riuscito e un inserto che si rompe dopo pochi cicli.
Il raffreddamento resta una criticità. Uno stampo in polimero dissipa il calore più lentamente di uno in metallo. Questo può allungare il ciclo e aumentare il rischio di accumulo termico. In applicazioni metalliche, invece, i canali conformali stampati in 3D possono migliorare il controllo termico, ma richiedono progettazione simulativa, finitura interna e validazione.
Formlabs, Stratasys e il tooling polimerico
Nel panorama industriale, due nomi compaiono spesso quando si parla di inserti polimerici: Formlabs e Stratasys. Formlabs lavora soprattutto con tecnologia SLA e materiali come Rigid 10K Resin per stampi, maschere, attrezzaggi e applicazioni industriali. La sua documentazione mostra casi di produzione a basso volume con aziende e centri come Braskem, Holimaker, Novus Applications, Multiplus e IPC Technical Center.
Stratasys, con PolyJet e materiali come Digital ABS Plus, si colloca invece nell’area del Material Jetting, apprezzata per finitura e precisione. La revisione scientifica cita Digital ABS come uno dei materiali più ricorrenti negli studi sugli inserti per stampaggio a iniezione, mentre Stratasys descrive Digital ABS Plus come materiale adatto a parti che richiedono resistenza agli urti, prestazioni termiche e verifica funzionale.
Queste soluzioni non vanno confuse con lo stampo industriale definitivo. Sono strumenti per accelerare sviluppo prodotto, prove, piccole serie e produzione ponte. In molte aziende il loro valore non sta nel prezzo del singolo pezzo, ma nella riduzione del tempo necessario per arrivare a una decisione progettuale.
Il metallo additivo e il raffreddamento conformale
Quando si passa dagli inserti polimerici agli inserti metallici stampati in 3D, cambia la logica. Il costo sale, ma aumentano anche durata, stabilità e possibilità di integrazione in stampi produttivi. La stampa 3D metallica permette di costruire canali che seguono la forma del pezzo, avvicinando il raffreddamento alle zone calde e riducendo gradienti termici indesiderati.
La revisione segnala il Laser Powder Bed Fusion con polveri metalliche come il processo con le migliori prestazioni in termini di vita dell’inserto, con oltre 500 cicli riportati nei lavori analizzati. In letteratura esistono anche studi sul raffreddamento conformale in inserti prodotti con PBF-LB, con riduzioni dei tempi di raffreddamento rispetto a concetti convenzionali.
Per aziende che stampano parti plastiche in volumi medio-alti, il vero interesse può essere proprio questo: non solo produrre lo stampo più velocemente, ma migliorare il ciclo di stampaggio e la qualità del pezzo grazie a un controllo termico più efficace.
Le applicazioni più citate
La revisione indica applicazioni in prodotti medicali, prototipi ottici, packaging cosmetico, componenti interni per aeromobili, custodie elettroniche, supporti per celle batteria e piccoli componenti commerciali. Sono settori in cui la produzione può richiedere lotti ridotti, prove funzionali, modifiche frequenti o componenti personalizzati.
Per la stampa 3D, questo è un passaggio interessante. Molti utenti associano la produzione additiva al pezzo finale stampato direttamente. Qui invece la stampa 3D diventa una tecnologia di supporto a un processo tradizionale. Il pezzo finale non è stampato in 3D: è stampato a iniezione. La parte additiva è l’utensile, o meglio l’inserto che permette di produrre il pezzo.
Questa distinzione è importante perché apre un uso ibrido della tecnologia. La stampa 3D porta rapidità e libertà geometrica; lo stampaggio a iniezione porta materiale finale, ripetibilità e caratteristiche tipiche della plastica iniettata.
Cosa manca per una diffusione più ampia
Gli autori dello studio indicano diverse aree in cui servono ulteriori prove. Una riguarda le proprietà meccaniche degli inserti oltre alla trazione: compressione, durezza, flessione, fatica e comportamento a temperatura di esercizio. Un’altra riguarda materiali iniettati più impegnativi e geometrie più complesse. Vengono citati anche canali di raffreddamento conformali e strutture reticolari come direzioni interessanti, a condizione che si sviluppino materiali polimerici con migliore conducibilità termica.
Serve anche maggiore standardizzazione. Se ogni studio usa geometrie, parametri e materiali diversi, diventa difficile confrontare i risultati. Un’azienda che vuole adottare questi inserti ha bisogno di dati più trasferibili: numero di cicli attesi, limiti di temperatura, pressione massima, materiali compatibili, tolleranze realistiche e procedure di finitura.
Una tecnologia complementare, non una sostituzione totale
La conclusione più equilibrata è che gli inserti stampati in 3D non cancellano lo stampo metallico tradizionale. Lo completano. Per poche parti, per un prototipo, per una pre-serie o per un componente da validare, possono ridurre tempi e costi. Per grandi volumi, materiali difficili e tolleranze molto strette, il metallo lavorato resta spesso la scelta più sicura.
Il valore sta nella scelta corretta. Un inserto in SLA può essere perfetto per produrre una piccola serie di campioni in PP. Un inserto PolyJet può aiutare nella validazione estetica e funzionale. Un inserto metallico PBF può introdurre canali di raffreddamento conformali e migliorare il ciclo in uno stampo più strutturato. Una soluzione FDM, pur citata in alcune prove, può essere limitata da finitura superficiale e rischio di delaminazione.
La revisione pubblicata nel Rapid Prototyping Journal conferma una tendenza già visibile nei reparti di sviluppo prodotto: la stampa 3D può portare valore nello stampaggio a iniezione quando viene usata per produrre inserti rapidi, non necessariamente pezzi finali. Il campo più adatto è quello delle produzioni brevi, dei prototipi funzionali, delle pre-serie e degli stampi temporanei.
Per chi lavora nella produzione di componenti plastici, il messaggio è pragmatico. Gli inserti additivi funzionano quando il progetto, il materiale e i parametri sono scelti in modo coerente. Non sono una scorciatoia universale, ma uno strumento in più per ridurre attese, provare materiali reali, validare geometrie e arrivare allo stampo definitivo con meno incertezza.
Nel panorama dei materiali e delle tecnologie, Formlabs, Stratasys, 3D Systems, EOS e i centri di ricerca coinvolti nella revisione mostrano approcci diversi allo stesso problema: rendere lo stampaggio a iniezione più accessibile nelle fasi in cui velocità e flessibilità contano più della durata estrema dell’utensile. Per molte aziende, soprattutto nelle piccole serie e nello sviluppo prodotto, è proprio lì che la stampa 3D può dare il contributo più concreto.