Università tecnologica di Eindhoven: tesi di laurea studia problemi di deposizione di strati nella stampa 3D
Niek Groot affronta il tema della deposizione di strati nella stampa con resina, descrivendo in dettaglio le sue scoperte in ” L’influenza della velocità del rivestimento sulla deposizione di strati nel processo di stampa 3D “, una tesi presentata all’Università della tecnologia di Eindhoven . Con un focus sulla fotopolimerizzazione della vasca, l’autore indaga le sfide che si presentano durante la deposizione degli strati.
La stampa di ceramiche sta diventando sempre più popolare tra gli utenti di tutto il mondo, poiché semplificano le tecniche , sperimentano nuovi materiali e compositi e creano nuovi stampi e modelli . Groot sottolinea tuttavia che durante la stampa possono verificarsi piccole deformazioni. Se ciò accade più volte, lasciando le deformazioni sovrapposte l’una sull’altra attraverso gli strati stampati in 3D, potrebbero esserci delle imperfezioni che minacciano l’integrità del prodotto complessivo.
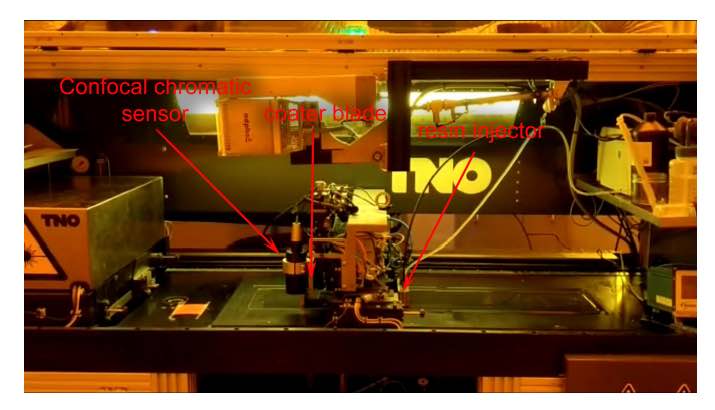
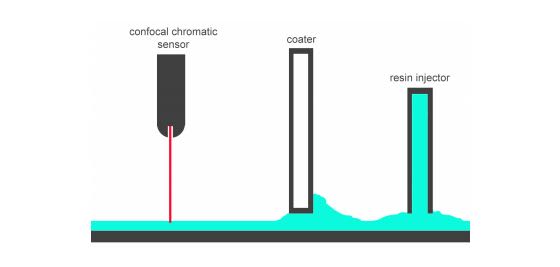
Groot ha usato una macchina di fotopolimerizzazione iva Lepus Next Gen per sperimentare i parametri e gli effetti risultanti sugli strati.
“I parametri principali che vengono esaminati sono l’altezza del rivestimento sopra la piastra inferiore e la velocità del rivestimento”, spiega Groot, cercando di trovare regolazioni delle impostazioni che controllano il flusso e gli strati di resina.
L’adesione agli strati è un problema che molti utenti devono affrontare, ma quando le deformazioni sono persistenti in numerosi strati, vi è una maggiore preoccupazione a causa del potenziale fallimento strutturale e delle gravi imperfezioni della forma.
“Quando si osserva l’effetto della velocità sui profili di altezza per 100 µm, non si vede quasi alcuna differenza quando si modifica la velocità del rivestimento. Tuttavia, osservando l’influenza della velocità del rivestimento sul profilo di altezza nel caso di un’altezza del rivestimento di 150 µm e 200 µm, si può vedere una piccola diminuzione del profilo dell’altezza per una velocità del rivestimento più veloce “, ha affermato l’autore.
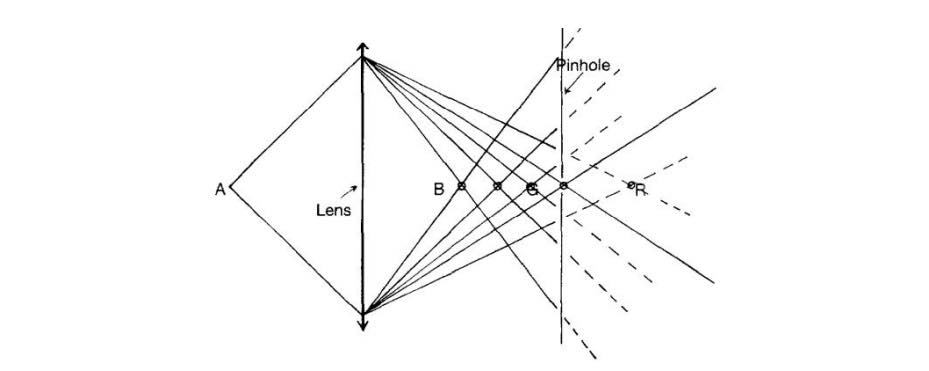
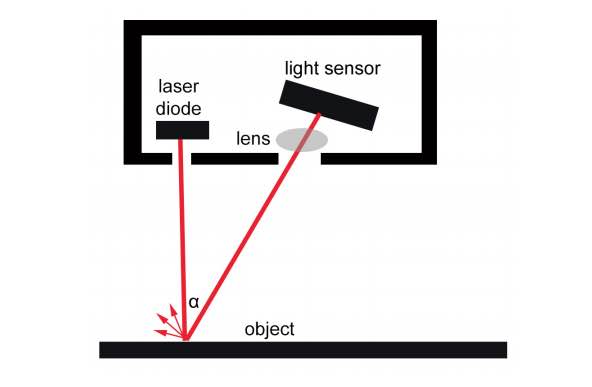
La misurazione dell’altezza negli strati è stata fondamentale in questo studio, poiché Groot ha considerato un paio di sensori diversi da utilizzare: il sensore di triangolazione laser (informazioni derivate da triangoli) e il sensore cromatico confocale (alla ricerca di aberrazioni nell’ottica). Sono stati effettuati confronti tra il modello di fluidodinamica computazionale (CFD) e i risultati compilati durante la sperimentazione.
“I risultati raccolti dal modello Comsol sono molto logici. Il modello ha prodotto uno strato di resina esattamente la metà dell’altezza del rivestimento sopra la piastra inferiore. Questo risultato è previsto dalla formula (8). Questo è anche il caso della maggior parte dei dati raccolti. Pertanto, il modello è in buona conformità con i dati sperimentali raccolti “, ha concluso il ricercatore.
“Come si può vedere, la maggior parte dei risultati trovati durante questa tesi non sono perfetti. Innanzitutto, si può vedere chiaramente che le misurazioni per un’altezza del rivestimento di 100 µm, che si possono trovare nell’appendice B, sono tutte negative. Questo è ovviamente molto irrealistico. Inoltre, si può notare che ogni misurazione fluttua più di quanto ci si aspettasse. A volte queste fluttuazioni erano fino a 50 µm. A prima vista 50 µm non sembrano molto, tuttavia se si afferma che lo strato più spesso è di 200 µm, si può facilmente vedere che 50 µm è una fluttuazione molto grande in questo caso. “