Stampa 3D FFF senza supporti: i percorsi a onda per realizzare sbalzi orizzontali
Una delle regole più note nella stampa 3D a filamento è quella degli sbalzi. Quando una parete o una superficie supera un certo angolo rispetto alla verticale, il materiale estruso non trova più abbastanza appoggio nello strato precedente e tende a cedere. Da qui nasce la famosa “regola dei 45 gradi”, usata da anni come riferimento pratico da chi stampa in FFF o FDM.
Un gruppo di ricercatori della University of Twente ha messo in discussione questa impostazione con una strategia di pianificazione dei percorsi basata sulla propagazione delle onde. Il lavoro, firmato da Janis A. Andersons, Salomé Sanchez e Tom Vaneker, propone un modo diverso di generare i toolpath per stampare sbalzi orizzontali a 90 gradi senza strutture di supporto sacrificiali.
La ricerca è stata pubblicata su Additive Manufacturing Letters con il titolo “Wave-inspired path-planning strategy for support-free horizontal overhangs in FDM”. Il punto centrale non è una nuova macchina, né un materiale speciale, ma un diverso modo di dire alla stampante come muoversi.
Il problema dei supporti nella stampa FFF
Nella stampa FFF tradizionale, ogni linea di materiale depositato deve appoggiarsi in qualche modo allo strato precedente. Quando la geometria diventa troppo inclinata o addirittura orizzontale, lo slicer genera supporti: piccole strutture temporanee che sostengono il pezzo durante la stampa e vengono rimosse alla fine.
È una soluzione efficace, ma porta con sé diversi limiti. I supporti consumano materiale, allungano i tempi di stampa, richiedono post-processing e possono lasciare segni sulle superfici inferiori. In alcune geometrie, come cavità interne, canali chiusi, controfori o incastri, rimuovere i supporti può essere difficile o impossibile senza danneggiare il pezzo.
Per questo motivo, molti sviluppi software nel mondo FFF stanno cercando di ridurre l’uso dei supporti. Non sempre serve cambiare la meccanica della stampante. A volte basta ripensare il percorso dell’ugello.
Dagli “Arc Overhangs” ai percorsi a onda
Il lavoro della University of Twente non nasce nel vuoto. Un precedente importante è quello degli Arc Overhangs, una tecnica resa nota dalla comunità maker e in particolare dal lavoro di Steven McCulloch. L’idea era stampare aree sospese usando archi che crescono verso l’esterno partendo da una zona già supportata.
Il principio è semplice da spiegare: invece di depositare una linea nel vuoto, ogni nuova traccia viene appoggiata lateralmente a una traccia già solidificata. In questo modo il materiale non è sostenuto dal basso, ma di lato. La geometria cresce progressivamente, come una piccola mensola costruita per successive linee affiancate.
Gli Arc Overhangs hanno dimostrato che gli sbalzi orizzontali senza supporti non sono impossibili su una normale stampante a tre assi. Il limite era però nella gestione delle geometrie complesse. In presenza di forme concave, fori, segmenti corti o zone in cui il materiale non ha tempo sufficiente per raffreddarsi, il metodo ad archi può generare cedimenti, vuoti o irregolarità.
La strategia a onda cerca di superare proprio questi problemi.
Come funziona il concetto di “wave overhang”
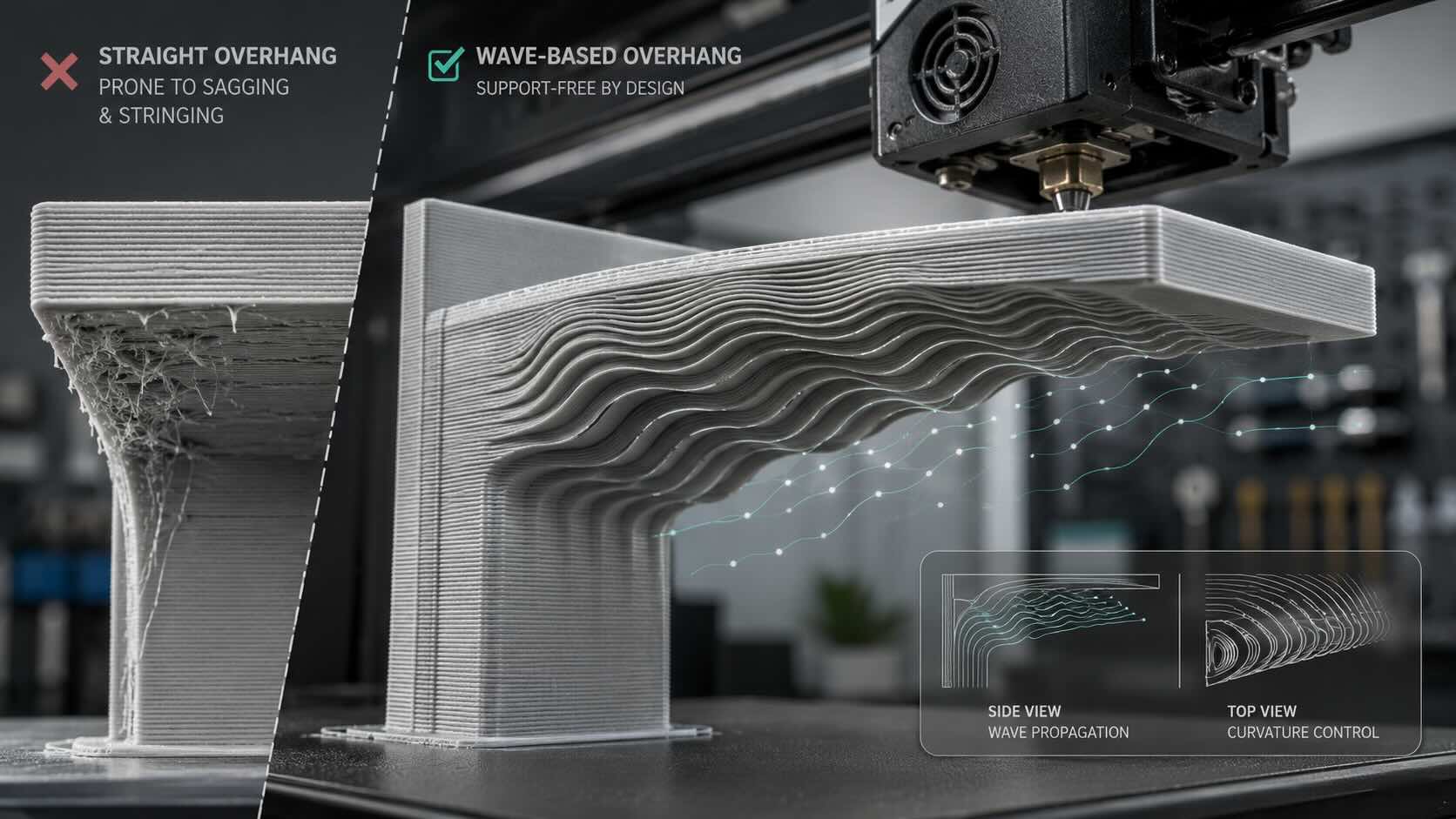
Nei percorsi a onda, lo slicer non riempie l’area sospesa con linee dritte, né con archi ricorsivi tradizionali. Genera invece una sequenza di fronti d’onda che si propagano dalla zona già supportata verso l’esterno.
L’immagine più semplice è quella delle onde che si formano quando si getta un sasso nell’acqua. Ogni fronte d’onda si allarga, si curva, aggira gli ostacoli e continua a propagarsi. Applicato alla stampa 3D, questo significa che il percorso dell’ugello segue linee continue e curve, capaci di adattarsi meglio a fori, angoli, restringimenti e concavità.
Ogni nuova linea viene depositata accanto alla precedente, con una sovrapposizione laterale controllata. La traccia appena stampata si “aggrappa” a quella già solidificata. Il pezzo cresce quindi verso l’esterno senza avere bisogno di una struttura sottostante.
Il vantaggio non è solo geometrico. I percorsi più lunghi e continui danno più tempo alle linee precedenti di raffreddarsi prima che vengano caricate da nuovo materiale. Questo aspetto è importante perché nella stampa a filamento il comportamento dello sbalzo dipende anche dalla temperatura, dalla ventilazione, dalla viscosità del materiale, dalla velocità e dalla dimensione della linea estrusa.
Test con PLA, Bambu Lab A1 mini e scansione 3D
I ricercatori hanno implementato l’algoritmo in Grasshopper, ambiente di progettazione algoritmica legato a Rhino, e hanno eseguito test con PLA su una Bambu Lab A1 mini. Questo dettaglio è significativo perché dimostra che il metodo non richiede una stampante industriale speciale, una testa robotizzata o una cinematica a cinque assi.
La verifica delle deformazioni è stata effettuata tramite scansione 3D a luce strutturata con uno scanner Shining 3D EinScan Pro 2X. I ricercatori hanno confrontato i percorsi a onda con i percorsi ad arco su sbalzi monostrato di diversa difficoltà geometrica.
Nei casi più semplici, le due strategie hanno mostrato risultati simili. Le differenze più interessanti sono emerse nelle geometrie più difficili, soprattutto in presenza di concavità. In questi casi, i percorsi a onda hanno ridotto il cedimento rispetto agli archi, con miglioramenti indicati fino al 66% sulla deviazione superficiale. Nei campioni più complessi, i percorsi ad arco mostravano anche zone non correttamente coperte, mentre i campioni prodotti con percorsi a onda hanno mantenuto una copertura più continua.
Meno materiale, ma tempi più lunghi
Uno dei risultati più concreti riguarda il confronto tra una parte stampata con supporti convenzionali e una parte stampata con la nuova strategia. Nel dimostratore multilayer, la versione senza supporti ha usato il 39% di materiale in meno rispetto a una stampa tradizionale con supporti.
Il risparmio di materiale è importante, ma non è gratuito. La stampa con percorsi a onda ha richiesto il 72% di tempo in più, perché la zona sospesa è stata stampata a una velocità molto bassa, circa 2 mm/s. È un valore estremamente prudente, scelto per favorire la stabilità del processo, non per massimizzare la produttività.
Questo è il punto da tenere presente. I percorsi a onda non sono una soluzione che rende ogni stampa più veloce. In questa fase possono essere più lenti, ma eliminano supporti, scarti e operazioni manuali. Il vantaggio dipende quindi dal tipo di pezzo. Per una stampa decorativa semplice, il tempo aggiuntivo può non essere conveniente. Per una geometria interna, un componente funzionale o una parte in cui i supporti rovinerebbero la superficie, il compromesso può diventare interessante.
Gli sbalzi non sono solo un problema di angolo
La ricerca è rilevante perché sposta la discussione dalla geometria al processo. Per anni, molti utenti hanno interpretato il limite degli sbalzi come una proprietà quasi fisica della stampa FFF: oltre un certo angolo, serve supporto. Il lavoro della University of Twente mostra invece che una parte del problema dipende da come vengono generati i percorsi.
In altri termini, uno sbalzo non è “stampabile” o “non stampabile” solo in base all’angolo. Conta anche la sequenza di deposizione, la distanza tra le linee, il tempo di raffreddamento, la direzione del percorso, il modo in cui il materiale viene sostenuto lateralmente e la forma locale della geometria.
Questa impostazione porta gli slicer verso una logica più vicina al CAM industriale. Lo slicer non dovrebbe limitarsi a dire: “Qui serve un supporto”. Potrebbe invece scegliere tra diverse strategie: supporti tradizionali, bridge, linee rallentate, percorsi ad arco, percorsi a onda o soluzioni ibride in base al materiale e alla zona del pezzo.
Il ruolo degli slicer open source
Il passaggio dalla ricerca alla pratica è già iniziato nella comunità open source. La tecnica è stata implementata in fork sperimentali di slicer diffusi. Esiste una versione collegata a PrusaSlicer, mantenuta da Steven McCulloch, e una versione basata su OrcaSlicer sviluppata da Dennis Klappe con il progetto WaveOverhangs.
Il progetto WaveOverhangs porta il concetto dentro un’interfaccia più accessibile, con impostazioni dedicate, parametri esperti e la possibilità di testare la generazione automatica dei percorsi sulle zone non supportate. La pagina del progetto chiarisce che si tratta ancora di una funzione sperimentale, pensata per raccogliere prove, fotografie, G-code e risultati dalla comunità.
Questo è un aspetto importante. La ricerca ha prodotto un risultato misurato, ma la maturazione della tecnica passerà probabilmente da migliaia di test su macchine, materiali, ventole, ugelli, temperature e geometrie diverse. La stampa FFF è molto sensibile alle condizioni operative. Un metodo che funziona con PLA su una macchina ben configurata deve ancora essere validato con ABS, PETG, nylon, policarbonato o materiali caricati.
I limiti ancora aperti
La strategia a onda non elimina tutti i problemi degli sbalzi. Uno dei limiti più importanti è il warping, cioè la deformazione termica. Quando un’area sospesa si raffredda in modo non uniforme, può curvarsi verso l’alto o verso il basso. Aggiungere strati sopra una zona già sospesa può introdurre tensioni residue e modificare la geometria.
Il progetto WaveOverhangs indica proprio il warping come uno dei problemi più difficili da risolvere. Non basta aumentare la ventola. In alcuni casi raffreddare di più aiuta, in altri può peggiorare la deformazione perché crea gradienti termici più forti. La questione riguarda insieme materiale, temperatura, velocità, flusso, raffreddamento, adesione laterale e rigidità della struttura appena depositata.
Ci sono poi altre domande aperte: qual è la massima lunghezza di sbalzo ottenibile? Quale velocità si può raggiungere senza perdere stabilità? Quanto è resistente la zona stampata con percorsi laterali rispetto a una zona stampata in modo tradizionale? Come si comportano materiali tecnici con maggiore ritiro termico? Quali geometrie industriali sono davvero adatte?
Perché può interessare anche fuori dal mondo maker
A prima vista la tecnica può sembrare pensata per utenti desktop e maker. In realtà il tema riguarda anche applicazioni professionali. Molti service e laboratori usano ancora sistemi FFF per dime, attrezzature, componenti leggeri, contenitori, prototipi funzionali e parti in materiali tecnici.
In questi casi, i supporti possono essere un costo nascosto. Non incidono solo sul materiale, ma anche sul tempo di preparazione, sulla pulizia, sulla finitura e sulla probabilità di scartare il pezzo. Eliminare i supporti in alcune geometrie potrebbe rendere più praticabile la stampa di parti con canali interni, alloggiamenti, mensole, staffe, incastri e superfici inferiori funzionali.
Non bisogna però confondere il potenziale con una soluzione già pronta per ogni contesto. In produzione, un percorso speciale deve essere ripetibile, documentabile e compatibile con tolleranze e requisiti meccanici. Per questo motivo i wave overhangs vanno visti come una direzione di sviluppo dello slicing, non come una sostituzione immediata e universale dei supporti.
Una nuova fase per il software di slicing
Negli ultimi anni molta attenzione si è concentrata sulle stampanti: velocità più alte, firmware più evoluti, sensori, calibrazioni automatiche, materiali più stabili. Questa ricerca ricorda che una parte del progresso può arrivare anche dal software.
Cambiare il percorso dell’ugello può modificare il limite apparente del processo. Non significa violare le regole fisiche della deposizione, ma sfruttarle in modo più intelligente. Invece di combattere lo sbalzo con una struttura temporanea, il percorso a onda costruisce lo sbalzo facendolo crescere lateralmente, linea dopo linea.
Per il futuro degli slicer, il messaggio è chiaro: le funzioni avanzate non dovranno limitarsi a generare supporti più facili da rimuovere. Dovranno scegliere strategie locali di fabbricazione, adattate alla geometria e al materiale. Un software capace di capire quando usare un bridge, quando usare un supporto, quando usare un arco e quando usare un’onda potrebbe ridurre sprechi e post-processing senza chiedere all’utente di riprogettare ogni pezzo.
La strada è ancora sperimentale, ma la direzione è concreta. Gli sbalzi orizzontali nella stampa FFF non sono soltanto un problema di angolo: sono anche un problema di percorso.