Nel mondo della stampa 3D FFF, una delle decisioni più semplici in apparenza resta anche una delle più importanti: quale diametro di ugello usare. Un ugello piccolo permette di ottenere dettagli più fini, pareti più precise e superfici più controllate. Un ugello grande consente invece di depositare più materiale in meno tempo, rendendo più rapida la produzione di pezzi voluminosi o funzionali.
La difficoltà è che, nella maggior parte delle stampanti a filamento, questa scelta viene fatta prima di avviare il lavoro. Si monta un ugello da 0,4 mm, 0,6 mm, 0,8 mm o altro diametro, si prepara il profilo nello slicer e si stampa. Se il modello richiede sia dettagli sottili sia grandi volumi di materiale, il compromesso è inevitabile: o si privilegia la qualità delle zone fini, o si accetta una stampa più rapida ma meno adatta ai particolari piccoli.
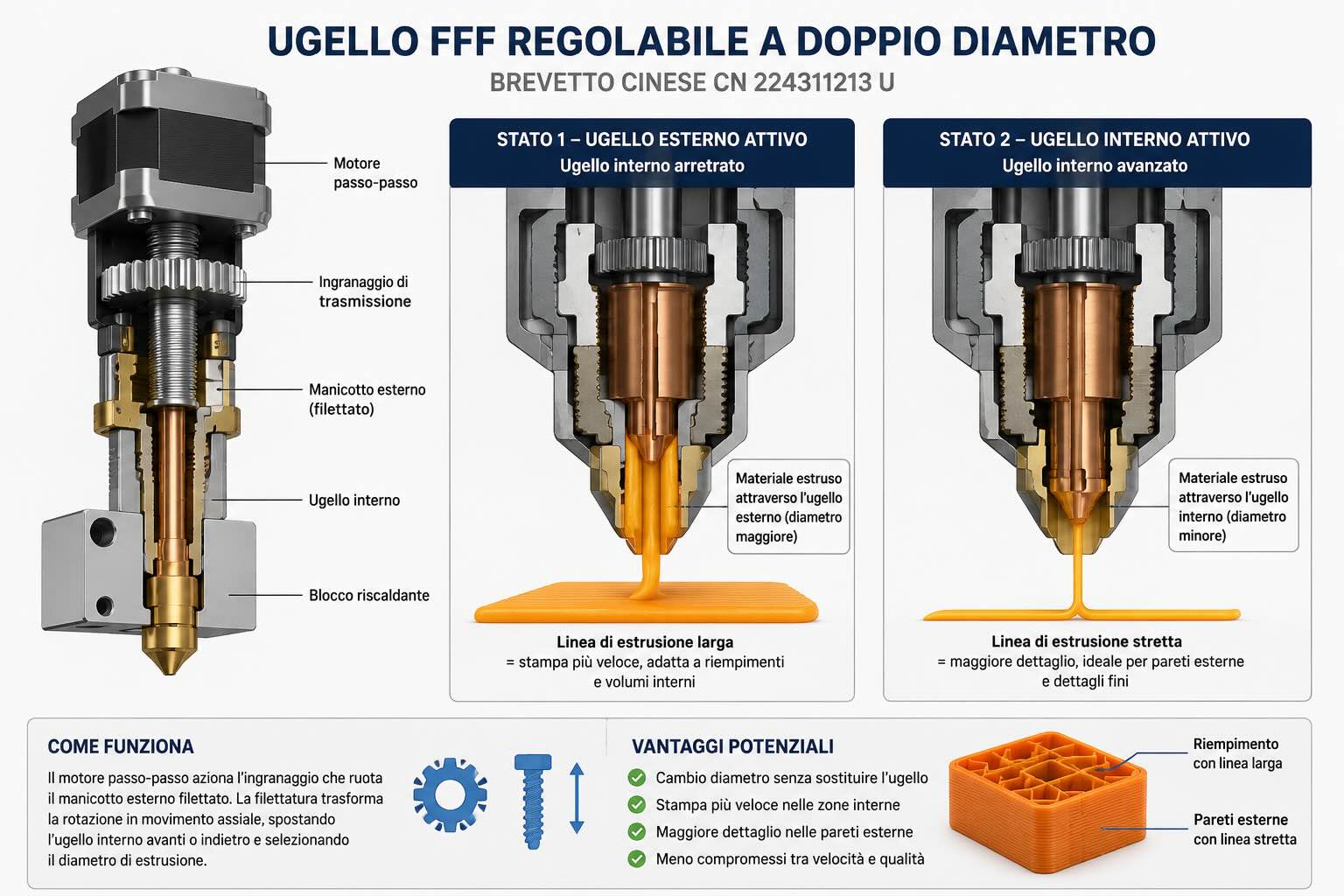
Un brevetto di utilità cinese, indicato come CN 224311213 U e attribuito a Yu Huangliang, propone una soluzione meccanica a questo problema: una testina di estrusione FFF con un sistema a doppio ugello, capace di lavorare in due configurazioni diverse senza sostituire fisicamente il nozzle.
Il concetto è interessante perché non si limita a rendere più rapido il cambio ugello. Cerca di trasformare il diametro di estrusione in una variabile controllabile dalla macchina, aprendo la strada a una stampa in cui la stessa testina può depositare linee larghe nelle zone di riempimento e linee più sottili nelle aree esterne o nei dettagli.
Come funziona il sistema a ugello interno ed esterno
La proposta descrive una testina composta da un ugello interno e da un manicotto esterno, cioè un secondo elemento che circonda il primo. Il sistema può assumere due stati di lavoro.
Nel primo stato, l’ugello interno rimane arretrato all’interno della camera formata dall’ugello esterno. In questa configurazione il materiale fuso passa attraverso l’apertura più grande, depositando una linea più ampia. È la modalità pensata per le parti dove conta la produttività: riempimenti, volumi interni, grandi sezioni, pezzi tecnici dove la finitura esterna non è l’unico criterio.
Nel secondo stato, l’ugello interno avanza oltre l’apertura dell’ugello esterno. A quel punto il polimero viene estruso attraverso il foro più piccolo dell’ugello interno. Questa configurazione è adatta a pareti esterne, spigoli, testi, piccoli dettagli, superfici visibili o geometrie che richiedono maggiore precisione.
Il principio è quindi quello di avere un hotend con due diametri effettivi. Non due testine separate, non un toolchanger e non una sostituzione manuale, ma un gruppo coassiale in cui il passaggio da una modalità all’altra dipende dalla posizione relativa fra l’ugello interno e quello esterno.
Il movimento assiale comandato da motore
La parte più delicata del brevetto riguarda il modo in cui il sistema cambia configurazione. L’ugello esterno è descritto come un manicotto filettato. Questo manicotto lavora insieme all’ugello interno tramite una connessione a vite. Un motore passo-passo, collocato vicino al blocco riscaldante, aziona un ingranaggio. L’ingranaggio si accoppia con una dentatura presente sul manicotto esterno.
Quando il motore fa ruotare il manicotto, la filettatura converte la rotazione in movimento assiale. In pratica, l’ugello esterno si sposta avanti o indietro rispetto all’ugello interno. Il risultato è il passaggio da un diametro di uscita più grande a uno più piccolo, o viceversa.
Questa scelta evita l’uso di un carrello supplementare o di una testina completamente separata. Tutto resta concentrato nel gruppo hotend. In teoria, il firmware della stampante potrebbe comandare il motore al momento giusto, mentre lo slicer prepara percorsi di stampa diversi per le due modalità di estrusione.
È proprio qui che la proposta diventa più interessante ma anche più complessa. Un ugello regolabile non è solo un componente meccanico. Per funzionare bene deve essere integrato con il software, con i profili materiale, con il controllo della pressione interna e con la gestione del flusso.
Il problema storico: velocità contro dettaglio
Chi usa una stampante FFF conosce bene il compromesso. Un ugello da 0,4 mm è diventato una sorta di standard perché rappresenta un equilibrio accettabile tra dettaglio e produttività. Con diametri più piccoli, come 0,25 mm o 0,2 mm, si ottengono particolari più fini, ma i tempi aumentano e il rischio di intasamento cresce, soprattutto con materiali caricati o filamenti non perfetti. Con diametri più grandi, come 0,6 mm o 0,8 mm, si copre più area a ogni passata e si possono usare altezze layer maggiori, ma i dettagli sottili diventano più difficili da riprodurre.
Per un pezzo grande, un ugello piccolo può portare a tempi di stampa poco pratici. Per un oggetto decorativo o tecnico con scritte, incastri o piccoli raccordi, un ugello grande può perdere informazioni geometriche importanti. È una scelta che influenza la resistenza, la qualità superficiale, il tempo macchina e il costo del pezzo.
L’idea dell’ugello regolabile nasce per ridurre questo limite. Invece di chiedere all’utente di scegliere un solo diametro per tutto il modello, la macchina potrebbe cambiare diametro in base alla zona. Pareti esterne e dettagli con apertura piccola; infill e masse interne con apertura grande.
Non è solo un brevetto: è una direzione tecnica
Il tema dell’estrusione variabile non nasce dal nulla. Da anni aziende, università e centri di ricerca studiano modi per variare larghezza, portata e forma del materiale depositato. Ci sono sistemi con più ugelli, toolchanger, hotend ad alto flusso, testine pellet, ugelli orientabili, software con larghezza di linea variabile e soluzioni a cambio rapido.
La differenza, in questo caso, è l’approccio compatto. Il brevetto cinese punta a ottenere due diametri dentro un’unica testina coassiale. È un’impostazione vicina a quella di alcuni studi accademici sui sistemi a doppio orifizio, nei quali un ugello interno e uno esterno vengono usati per alternare dettaglio e alta portata.
Un lavoro pubblicato nell’archivio POLITesi del Politecnico di Milano, a nome Yu Huangliang, descrive per esempio un sistema coassiale a doppio orifizio per stampa 3D a estrusione di materiale. In quel caso il progetto combina un ugello interno in ottone e un ugello esterno in acciaio, con una strategia di slicing dedicata e prove su una Prusa Mini+ modificata. Il punto tecnico è simile: usare l’apertura piccola per pareti ad alto dettaglio e quella grande per riempimenti più rapidi e strutture interne più robuste.
Questo non significa che il brevetto si traduca automaticamente in un prodotto commerciale. Un conto è descrivere un’architettura, un altro è renderla affidabile su una stampante usata ogni giorno. Però il filone è chiaro: la stampa FFF sta cercando di diventare più adattiva.
Il nodo principale: la tenuta del materiale fuso
Il primo problema di un sistema a doppio ugello è la tenuta. Il materiale fuso dentro un hotend lavora sotto pressione. Se esiste una piccola fessura, un accoppiamento imperfetto o una zona in cui il polimero può insinuarsi, il sistema può perdere materiale, carbonizzare residui, contaminare il filetto o creare intasamenti.
In una testina tradizionale il percorso è più semplice: il filamento entra, viene fuso nel blocco caldo e passa attraverso un foro fisso. Anche qui possono esserci perdite, soprattutto se l’ugello non è serrato correttamente contro heatbreak e blocco riscaldante, ma l’architettura è nota e relativamente semplice da controllare.
In un ugello regolabile le superfici in movimento lavorano ad alta temperatura, a contatto con polimero fuso, con espansioni termiche diverse tra materiali metallici, pressione interna e cicli ripetuti. La filettatura deve muoversi senza bloccarsi, ma allo stesso tempo non deve diventare una via di fuga per il materiale.
Questo è il punto che probabilmente decide la validità pratica del sistema. Se la tenuta è stabile, l’idea può diventare interessante. Se invece la testina richiede pulizia frequente, calibrazione complessa o manutenzione continua, il vantaggio rispetto a un semplice cambio ugello si riduce.
Lo slicer deve capire il nuovo hardware
Il secondo problema è software. Una stampante non può cambiare diametro di estrusione in modo utile se lo slicer continua a ragionare come se avesse un solo ugello fisso.
Servirebbero percorsi utensile pensati per due modalità. Lo slicer dovrebbe decidere quali zone stampare con il diametro grande e quali con quello piccolo. Dovrebbe cambiare portata, velocità, larghezza di linea, pressione, retrazione, anticipazione di pressione e forse anche micro-correzioni sull’altezza Z o sui punti di transizione.
Il cambio tra le due modalità non sarebbe istantaneo. Il sistema meccanico deve muoversi, il flusso deve stabilizzarsi, la pressione interna deve adattarsi e il materiale residuo nella camera deve comportarsi in modo prevedibile. Un passaggio gestito male potrebbe lasciare sovraestrusione, sottoestrusione, righe visibili o difetti nei punti in cui il percorso cambia diametro.
Per questo un ugello regolabile non è un semplice accessorio. È una piattaforma che richiede firmware, slicing e profili materiale dedicati.
Le aziende che lavorano sul problema da altri punti di vista
Nel settore esistono già soluzioni che affrontano il tema del cambio ugello o della variazione di flusso da altre direzioni.
E3D, con il sistema RapidChange Revo, ha puntato sulla sostituzione rapida e sicura dell’ugello a temperatura ambiente. L’obiettivo non è cambiare diametro durante la stampa, ma rendere più semplice usare l’ugello giusto per ogni lavoro. Questo approccio riduce il fastidio della sostituzione manuale, senza introdurre parti mobili dentro il percorso del materiale fuso.
Bambu Lab ha introdotto hotend con logiche di sostituzione più rapide rispetto a sistemi tradizionali e con componenti progettati per facilitare la manutenzione. Anche qui la direzione è semplificare l’operazione per l’utente, non rendere variabile il diametro in tempo reale dentro lo stesso hotend.
Prusa Research lavora da anni su ecosistemi in cui lo slicer, il profilo macchina e l’hardware sono strettamente collegati. Il cambio ugello su sistemi Nextruder e l’uso di profili dedicati mostrano quanto sia importante la coerenza tra parte meccanica e impostazioni software.
UltiMaker, con il motore Arachne in Cura, ha lavorato sul fronte della larghezza di linea variabile via software. In quel caso il diametro fisico dell’ugello resta fisso, ma il programma modifica la larghezza delle linee per gestire pareti sottili e geometrie difficili. È una soluzione diversa, ma dimostra che il problema della larghezza di deposizione non è solo meccanico.
Robert Bosch GmbH, Fraunhofer, Western Digital Technologies e UT-Battelle compaiono in diversi brevetti e pubblicazioni collegati a estrusione variabile, portata controllata o deposizione a larghezza modificabile. Questo conferma che l’interesse non arriva solo dal mondo desktop, ma anche da settori industriali dove velocità, affidabilità e controllo del processo contano molto.
Più velocità, ma non a qualsiasi costo
Il vantaggio più immediato di un ugello a doppio diametro è la riduzione dei tempi di stampa. Molti modelli hanno grandi zone interne che non richiedono una risoluzione elevata. Stampare l’infill con un’apertura grande permette di depositare più materiale a ogni passata e ridurre il numero di traiettorie. Le pareti esterne possono invece restare più fini.
Questo principio può essere utile per attrezzature, dime, prototipi funzionali, parti di grandi dimensioni, componenti per officina, stampi provvisori e oggetti dove il tempo macchina pesa sul costo finale.
Il rischio è pensare che un ugello regolabile risolva tutto. La quantità di materiale che può essere estrusa dipende anche dalla capacità di fusione dell’hotend. Se il blocco caldo non riesce a fondere abbastanza materiale, un diametro più grande non basta. Servono zona di fusione adeguata, controllo termico, estrusore capace di spingere il filamento, grip corretto e materiale con comportamento stabile.
Un ugello grande senza portata volumetrica sufficiente porta a sottoestrusione. Un ugello piccolo con pressione residua alta può generare sbavature e imprecisioni. La testina regolabile deve quindi lavorare in equilibrio con tutto il sistema.
Una possibile applicazione: pezzi funzionali con zone differenziate
La stampa 3D FFF è usata spesso per parti funzionali: supporti, staffe, componenti per macchine, custodie, maschere di montaggio, utensili personalizzati. In questi casi il pezzo non deve solo essere bello, ma anche reggere carichi, incastri e usura.
Un sistema a due diametri potrebbe permettere una progettazione più mirata. Le pareti esterne sarebbero depositate con linee sottili, per rispettare tolleranze e superfici. Le zone interne potrebbero usare linee più larghe, aumentando la sezione dei cordoni e riducendo i vuoti. Se il software gestisse bene la transizione, si potrebbero ottenere pezzi più rapidi da produrre e con una struttura interna più robusta.
L’idea si avvicina alla produzione additiva a proprietà graduate: non tutto il pezzo deve avere la stessa risoluzione, la stessa densità o la stessa geometria di deposizione. Il percorso utensile può essere adattato alla funzione della zona.
Perché il brevetto non equivale a un prodotto pronto
Un brevetto non è una garanzia di arrivo sul mercato. Può proteggere un’idea, documentare una soluzione tecnica o aprire una strada, ma non dimostra da solo che il componente sia già affidabile, economico e producibile in serie.
Nel caso di una testina FFF regolabile, le prove da superare sono molte: cicli termici, precisione assiale, usura dei filetti, accumulo di residui, stabilità della tenuta, compatibilità con PLA, PETG, ABS, ASA, TPU e materiali caricati, sensibilità alla polvere o al carbonio, facilità di pulizia, calibrazione, peso della testina e impatto sulle accelerazioni.
C’è poi il tema del costo. Una testina con motore, ingranaggio, manicotto filettato, dentatura e doppio ugello è più complessa di un hotend tradizionale. Per il mercato consumer deve costare poco, funzionare senza regolazioni frequenti e non spaventare l’utente. Per il mercato professionale deve dimostrare ripetibilità, tracciabilità e vantaggio economico.
La domanda quindi è semplice: il risparmio di tempo giustifica la complessità aggiuntiva? La risposta dipende dall’applicazione.
Dove potrebbe avere senso
Un ugello regolabile potrebbe essere più utile su macchine dedicate a pezzi medio-grandi, lotti funzionali, prototipazione rapida e produzione interna. In questi contesti il tempo macchina è un costo concreto. Se una testina consente di ridurre ore di stampa mantenendo un buon livello di dettaglio esterno, il vantaggio può essere misurabile.
Potrebbe avere meno senso sulle stampanti entry-level, dove il prezzo, la semplicità e la manutenzione restano fattori decisivi. Molti utenti preferiscono cambiare manualmente un nozzle ogni tanto piuttosto che gestire una testina più complessa. Inoltre, per piccole stampe decorative, il beneficio di un doppio diametro può essere limitato.
Il segmento più adatto potrebbe trovarsi a metà: stampanti prosumer e professionali compatte, usate in laboratori, uffici tecnici, scuole, service e piccole officine. Qui c’è interesse per la velocità, ma anche disponibilità a usare profili più avanzati.
Un passaggio naturale per l’evoluzione della FFF
La stampa FFF è nata con architetture meccaniche semplici, ma negli ultimi anni è diventata più automatizzata: livellamento del piano, compensazione delle vibrazioni, controllo del flusso, sensori di filamento, camere chiuse, profili materiali più precisi, cambio colore, sistemi multi-materiale e hotend ad alto flusso.
L’ugello regolabile si inserisce in questa evoluzione. Dopo aver automatizzato molte operazioni attorno alla stampa, il passo successivo è rendere più intelligente anche la deposizione del materiale. Non solo muovere l’ugello più velocemente, ma decidere quanta plastica depositare, con quale larghezza e in quale punto del modello.
L’idea del brevetto cinese va letta in questa direzione. Non è una scorciatoia magica, ma un tentativo di rendere l’estrusione più flessibile. Se la meccanica, la tenuta e lo slicer riusciranno a lavorare insieme, sistemi simili potrebbero rendere la FFF più adatta a pezzi grandi, funzionali e prodotti con tempi più contenuti.
Una piccola parte, un grande compromesso da superare
L’ugello è uno dei componenti meno appariscenti di una stampante 3D, ma condiziona quasi tutto: velocità, dettaglio, finitura, portata, pressione, rischio di intasamento e compatibilità con i materiali. Per questo ogni tentativo di renderlo più adattivo merita attenzione.
Il brevetto CN 224311213 U propone una risposta concreta al compromesso fra precisione e produttività: usare un ugello interno per le zone fini e un ugello esterno per le zone ad alta portata. La strada è tecnicamente sensata, ma richiede una realizzazione molto curata.
Se sistemi di questo tipo diventeranno affidabili, la scelta del diametro non sarà più solo una decisione presa prima di avviare la stampa. Potrebbe diventare una funzione dinamica del percorso utensile. Per la FFF sarebbe un cambiamento importante: non perché elimina i limiti della tecnologia, ma perché permette di usare meglio il materiale e il tempo macchina, zona per zona.